一种气密性检测装置的制作方法
本技术涉及气密性检测装置,具体为一种气密性检测装置。
背景技术:
1、本气密性检测装置主要应用于医疗器械自动化组装设备上。很多医疗器械在组装后需要进行密封性检测,一旦医疗器械连接部分泄漏就会造成医疗事故,通常的方法是采用人工进行充气进行检测,因为泄漏点通常很小,人工充气检测即便观察很长时间,泄漏量也不足以使操作人员发现产品泄漏,如果把产品充气后放入纯化水中观察,检测后产品需要烘干,增加了生产成本。而自动化组装设备上留给自动检测的时间更少,为提高生产效率,留给检测时间通常在4秒甚至更低,这就更造成了检测的误差,只有部件完全没粘接或没安装上的产品才可能检测出来,气压变化低于1000pa的微小泄漏完全无法检测出来,致使现在医疗器械自动化组装设备上的检漏装置成为摆设。而且现在通用的气压表是与大气压连通,大气压是随着温度和海拔等外部的环境变化而变化的,大气压的这一变化在现有检测用压力表是无法体现出来的,每一次检测因为大气压的变化均会造成气压表的波动,从而导致成检测数据的不准确,造成误判。
2、本发明就是为了解决现有技术中存在的上述问题,提供了一种易于实现的气密性检测系统和装置。
技术实现思路
1、为解决上述问题,本实用新型提供如下技术方案:
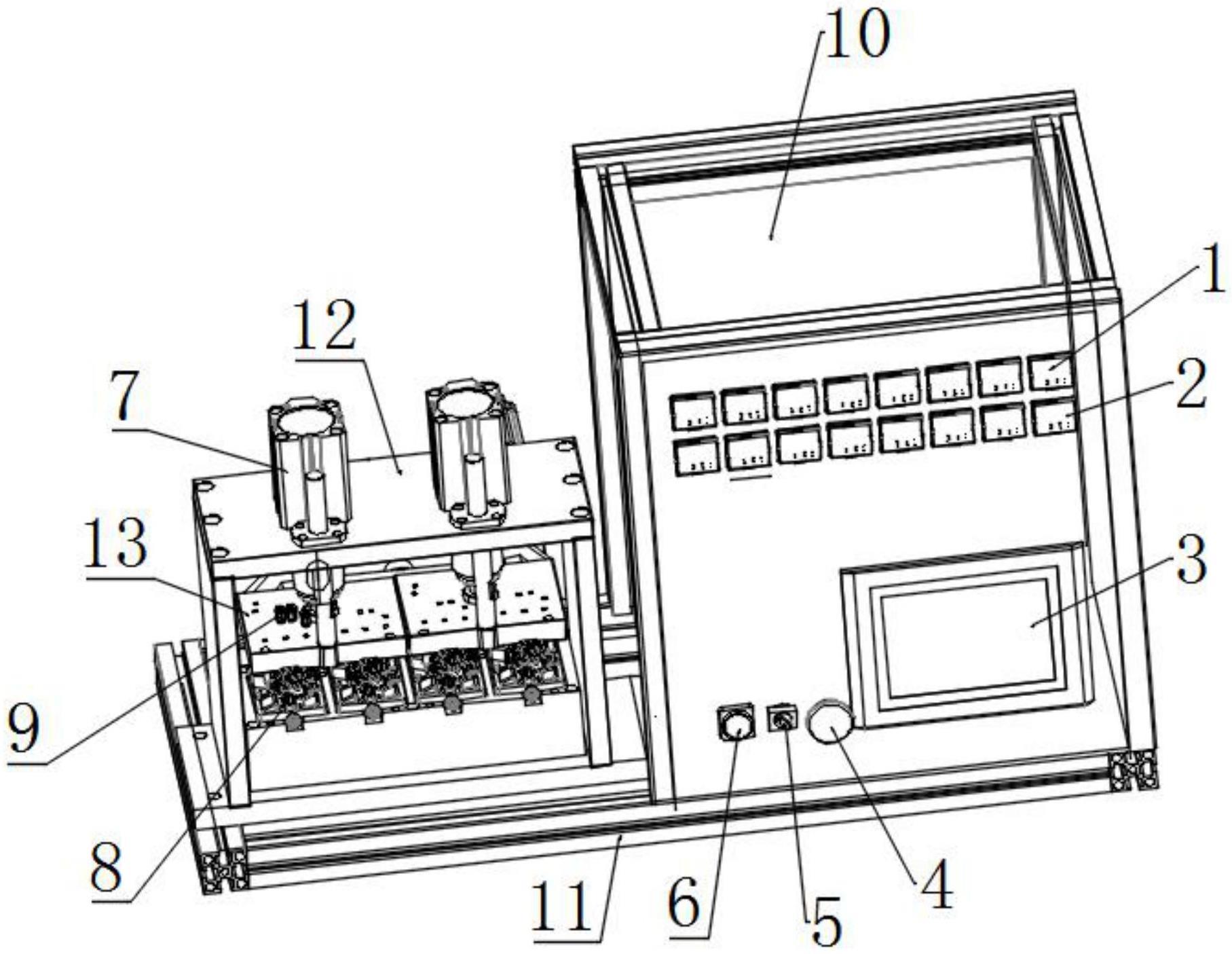
2、一种气密性检测装置,包括支撑架,所述支撑架内腔安装有控制器箱,所述控制器箱前端面上边缘处均匀设置有压缩空气气压检测表,所述控制器箱前端面上部均匀设置有大气气压检测表,所述控制器箱前端面下部设置有显示屏。
3、更进一步,所述支撑架上端面安装有固定架,所述支撑架内腔底部安装有下模具。
4、更进一步,所述固定架上端面安装有下压气缸,所述下压气缸通过输出端固定连接有上模具,所述上模具上端面内部均匀设置有压缩空气通道。
5、更进一步,所述控制器箱前端面下部分别设置有故障报警灯、自动/手动旋钮与电源开关。
6、有益效果
7、与现有技术相比,本实用新型的有益效果是:
8、1.控制器安装在控制器箱内,压缩空气气压检测表安装在控制箱上面一排并利用导线电性连接压力传感器,压缩空气气压检测表通过气管与控制器、压缩空气、被测产品相联。检测大气气压检测表安装在控制箱下面一排,通过气管与控制器相连。在打开电源开关,把设备通上电源,启动设备。拧动自动/手动旋钮,可以使设备处于自动运转或手动控制状态,再将被测产品放入在下模具内腔中,下压气缸通过输出端推动上模具向下移动与下模具进行密封贴合,将产品完成密封住,压缩空气通过压缩空气通道向上模具与下模具内腔中的被测产品中通气,当达到要求的气压值后停止供气,此时压缩空气气压检测表利用压力传感器将检测的气压值q1通过数据传输线控制器箱内的控制器内;暂停规定时间,压缩空气气压检测表将检测的气压值再次将检测的气压值检测的气压值)q2通过数据传输线控制器箱内的控制器内;同时,压缩空气气压检测表将检测的气压值检测的气压值)q通过数据传输线控制器箱内的控制器内;
9、控制器10经过计算:
10、q1-q2-q≤要求值,则合格;
11、q1-q2-q>要求值,则判断产品为不合格;
12、不合格的产品,控制器10通过数据线传输到相应的执行机构,将不合格品剔除。合格产品则取出放入合格品区。
技术特征:
1.一种气密性检测装置,包括支撑架(11),其特征在于:所述支撑架(11)内腔安装有控制器箱(10),所述控制器箱(10)前端面上边缘处均匀设置有压缩空气气压检测表(1),所述控制器箱(10)前端面上部均匀设置有大气气压检测表(2),所述控制器箱(10)前端面下部设置有显示屏(3)。
2.根据权利要求1所述的一种气密性检测装置,其特征在于:所述支撑架(11)上端面安装有固定架(12),所述支撑架(11)内腔底部安装有下模具(8)。
3.根据权利要求2所述的一种气密性检测装置,其特征在于:所述固定架(12)上端面安装有下压气缸(7),所述下压气缸(7)通过输出端固定连接有上模具(13),所述上模具(13)上端面内部均匀设置有压缩空气通道(9)。
4.根据权利要求1所述的一种气密性检测装置,其特征在于:所述控制器箱(10)前端面下部分别设置有故障报警灯(6)、自动/手动旋钮(5)与电源开关(4)。
技术总结
本技术公开了气密性检测装置技术领域的一种气密性检测装置,包括支撑架,所述支撑架内腔安装有控制器箱,所述控制器箱前端面上边缘处均匀设置有压缩空气气压检测表,所述控制器箱前端面上部均匀设置有大气气压检测表,所述控制器箱前端面下部设置有显示屏;本技术解决了气压变化低于1000Pa的微小泄漏完全无法检测出来,致使现在医疗器械自动化组装设备上的检漏装置成为摆设的问题。
技术研发人员:王光献,宋叶儿
受保护的技术使用者:普叶顿(上海)自动化科技有限公司
技术研发日:20221212
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!