一种轮毂轴承负游隙检测机构的制作方法
本技术涉及轴承检测相关,具体为一种轮毂轴承负游隙检测机构。
背景技术:
1、轮毂轴承的主要作用是承重和为轮毂的转动提供精确引导,它既承受轴向载荷又承受径向载荷,是一个非常重要的零部件,轴承由外圈、内圈、滚动体和保持架这四个部分组成;
2、负游隙是第三代汽车轮毂轴承单元的重要参数之一,负游隙影响着轮毂轴承的载荷分布、振动、噪声、摩擦力矩及寿命等,其中,摩擦力矩直接影响着轮毂轴承的效率,因此轴承在生产加工时,需要对轴承的负游隙进行检测处理,因此需要使用到检测机构配合使用,但是目前市面上的检测机构存在以下不足。
3、目前市面上的轴承检测机构使用效果不佳,操作复杂,并且不能实现在组装加工过程中对轴承的同步负游隙检测,各工序之间无法实现联动,需要在加工完成后,将轴承转移至检测设备内才能进行检测,费时费力,延长了生产周期,增大了工作人员的工作量。
技术实现思路
1、本实用新型的目的在于提供一种轮毂轴承负游隙检测机构,以解决上述背景技术中提出的问题。
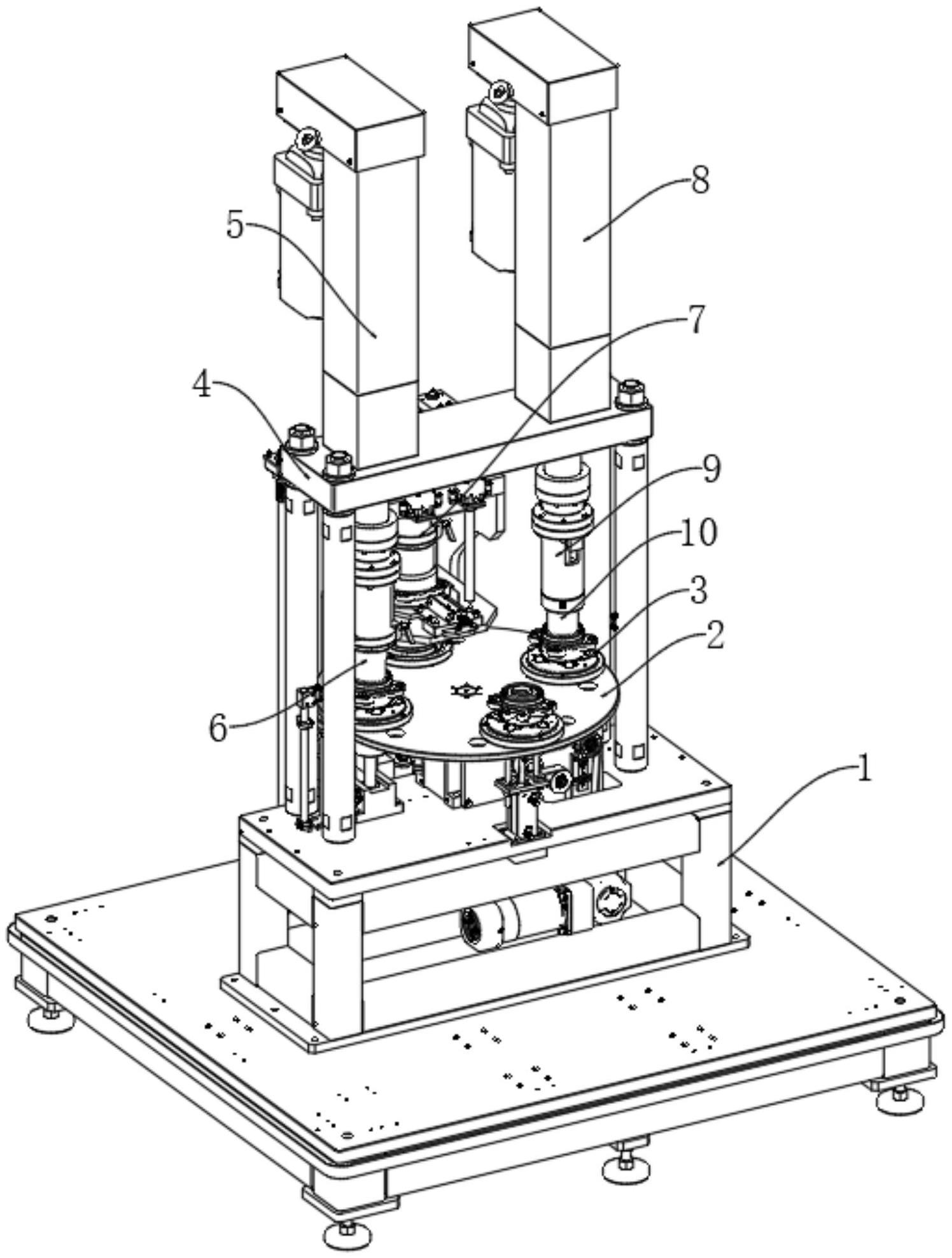
2、为实现上述目的,本实用新型提供如下技术方案:一种轮毂轴承负游隙检测机构,包括工作台,所述工作台上表面安装有电动转盘,在电动转盘上设有多个加工工位,在工作台上表面安装有支架,所述支架上对称安装有预压单元、终压单元,且预压单元与终压单元的输出端均与加工工位对应,并在工作台一侧安装有正游隙测量单元,且正游隙测量单元与加工工位对应设置,所述正游隙测量单元与预压单元、终压单元形成联动。
3、作为本技术方案的进一步优选的,所述预压单元由一号压机、预压头组成,所述一号压机穿设在支架上一侧,所述预压头安装在一号压机输出端。
4、作为本技术方案的进一步优选的,所述正游隙测量单元具体为正游隙测量仪,且正游隙测量单元与与预压单元、终压单元配套设置。
5、作为本技术方案的进一步优选的,所述终压单元包括二号压机、预留腔、终压头以及检测部,所述二号压机穿设在支架上另一侧,所述预留腔安装在二号压机输出端,所述终压头安装在预留腔底端,所述检测部隐藏安装在预留腔、终压头内。
6、作为本技术方案的进一步优选的,所述终压头与轴承的小内圈配套设置,并在终压头中心处开设有贯穿通孔。
7、作为本技术方案的进一步优选的,所述检测部包括检测头、固定块、伸缩轴、复位弹簧以及测量笔,所述固定块安装在预留腔内,所述伸缩轴滑动穿设在固定块上,所述复位弹簧安装在固定块、伸缩轴之间用于伸缩轴的下移驱动,所述检测头安装在伸缩轴底端,所述测量笔对应安装在固定块上方,且测量笔输出端与伸缩轴上表面接触。
8、作为本技术方案的进一步优选的,所述检测头与轴承的小内圈上表面贴合,且检测头可在贯穿通孔内滑动。
9、本实用新型提供了一种轮毂轴承负游隙检测机构,具备以下有益效果:
10、(1)本实用新型通过设有终压单元,利用测量笔实现首次测量数据,测量获得当前小内圈的高度值,随后对应启动二号压机,联动终压头进行跟随下移将小内圈对应压紧至轴承内实现压装,此时在复位弹簧的再次作用下,联动检测头再次下移与压紧后的小内圈贴合实现再次测量,测量获得当前小内圈的高度值,随后计算小内圈位移量,减去压装前正游隙值,得产品负游隙数值。
11、(2)本实用新型借助电动转盘实现对加工工位的调整采用转盘式搬运,效率高,节拍短,使得加工工位对应经过预压单元、正游隙测量单元以及终压单元实现三者的联动加工,实时反馈误差给上道工序及时调整配合值,提高合套成功率,结构紧凑,空间占比小,提高了加工效率。
技术特征:
1.一种轮毂轴承负游隙检测机构,包括工作台(1),其特征在于:所述工作台(1)上表面安装有电动转盘(2),在电动转盘(2)上设有多个加工工位(3),在工作台(1)上表面安装有支架(4),所述支架(4)上对称安装有预压单元、终压单元,且预压单元与终压单元的输出端均与加工工位(3)对应,并在工作台(1)一侧安装有正游隙测量单元,且正游隙测量单元与加工工位(3)对应设置,所述正游隙测量单元与预压单元、终压单元形成联动。
2.根据权利要求1所述的一种轮毂轴承负游隙检测机构,其特征在于:所述预压单元由一号压机(5)、预压头(6)组成,所述一号压机(5)穿设在支架(4)上一侧,所述预压头(6)安装在一号压机(5)输出端。
3.根据权利要求1所述的一种轮毂轴承负游隙检测机构,其特征在于:所述正游隙测量单元具体为正游隙测量仪(7),且正游隙测量单元与预压单元、终压单元配套设置。
4.根据权利要求1所述的一种轮毂轴承负游隙检测机构,其特征在于:所述终压单元包括二号压机(8)、预留腔(9)、终压头(10)以及检测部,所述二号压机(8)穿设在支架(4)上另一侧,所述预留腔(9)安装在二号压机(8)输出端,所述终压头(10)安装在预留腔(9)底端,所述检测部隐藏安装在预留腔(9)、终压头(10)内。
5.根据权利要求4所述的一种轮毂轴承负游隙检测机构,其特征在于:所述终压头(10)与轴承的小内圈配套设置,并在终压头(10)中心处开设有贯穿通孔(11)。
6.根据权利要求4所述的一种轮毂轴承负游隙检测机构,其特征在于:所述检测部包括检测头(12)、固定块(13)、伸缩轴(14)、复位弹簧(15)以及测量笔(16),所述固定块(13)安装在预留腔(9)内,所述伸缩轴(14)滑动穿设在固定块(13)上,所述复位弹簧(15)安装在固定块(13)、伸缩轴(14)之间用于伸缩轴(14)的下移驱动,所述检测头(12)安装在伸缩轴(14)底端,所述测量笔(16)对应安装在固定块(13)上方,且测量笔(16)输出端与伸缩轴(14)上表面接触。
7.根据权利要求6所述的一种轮毂轴承负游隙检测机构,其特征在于:所述检测头(12)与轴承的小内圈上表面贴合,且检测头(12)可在贯穿通孔(11)内滑动。
技术总结
本技术公开了一种轮毂轴承负游隙检测机构,包括工作台,所述工作台上表面安装有电动转盘,在电动转盘上设有多个加工工位,在工作台上表面安装有支架,所述支架上对称安装有预压单元、终压单元。本技术借助电动转盘实现对加工工位的调整采用转盘式搬运,效率高,节拍短,使得加工工位对应经过预压单元、正游隙测量单元以及终压单元实现三者的联动加工,实时反馈误差给上道工序及时调整配合值,提高合套成功率,结构紧凑,空间占比小,提高了加工效率,轴承移动至终压单元上,借助终压单元实现了对轴承的小内圈进行压装,并且能够对轴承负游隙数据进行测量,使用方便,无需转移检测,降低了工作人员的测量工作量。
技术研发人员:仇亚洲,李成双,李颜涛
受保护的技术使用者:江苏康斯特智能装备有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!