一种汽车压铸件多点位厚度检测工装的制作方法
本技术属于厚度检测工装,具体涉及一种汽车压铸件多点位厚度检测工装。
背景技术:
1、汽车零件生产完成后需要对零件的厚度进行测量,现有的零件比如汽车燃油泵上端盖法兰的厚度测量方式大多采用人工使用千分尺对法兰的多个测量点进行检测,人工检测的效率较低。
2、授权公告号为cn217132051u的中国专利公开了一种高精密多点位厚度检测设备,包括底座和设于所述底座上的安装立板;所述安装立板上设置有控制装置和移动装置,所述移动装置的输出端传动连接有用于检测铸件成品厚度的厚度检测组件;所述厚度检测组件包括安装箱和多个位移传感器,所述安装箱与所述移动装置的输出端传动连接,多个所述位移传感器设于所述安装箱内,且任意一个所述位移传感器的探针下端部竖直向下穿过所述安装箱下侧壁并位于其外侧;所述移动装置和多个所述位移传感器均与所述控制装置电性连接。
3、上述方案中采用多个位移传感器对铸件成品的多个点进行检测,显著的提高了工件厚度的检测效率,但是上述的多个位移传感器是受到移动装置和控制装置的控制同步的运动,仅能够对工件上的多个固定点进行检测,且位移传感器对工件进行检测时必须要探针与工件接触后才能够进行检测,检测效率仍然具有进一步提高的必要。
技术实现思路
1、针对以上问题,本实用新型的目的在于:提供一种汽车压铸件多点位厚度检测工装,其使用转动盘带动铸件成品进行旋转,能够对铸件成品进行旋转,同时配合多个厚度检测组件能够在旋转铸件成品的过程中改变铸件成品上的多个检测点进一步提高检测的准确性。
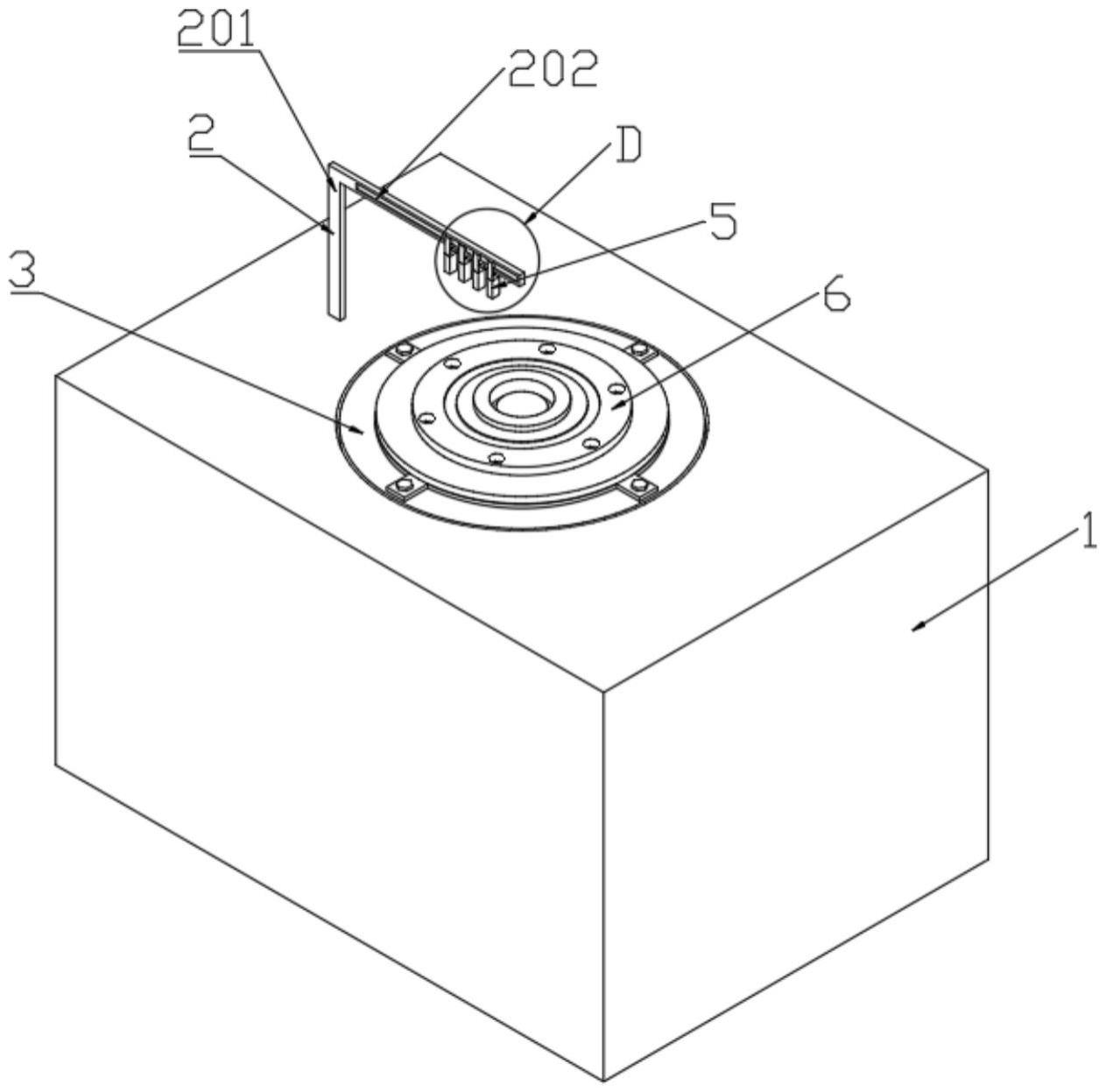
2、为实现以上目的,本实用新型采用的技术方案:一种汽车压铸件多点位厚度检测工装,包括检测台,所述检测台的上表面设置有用于放置铸件成品的转动盘,所述检测台的内部设置有用于驱动转动盘进行转动的电机,所述检测台的上表面固定连接有支撑杆,所述支撑杆上设置有厚度检测组件,所述厚度检测组件的数量为多个,且多个所述厚度检测组件沿着转动盘的半径方向分布。
3、本实用新型的有益效果为:使用多个厚度检测组件能够对铸件成品的多个点位进行厚度检测,同时电机能够带动转动盘上表面的铸件成品进行转动,在检测类似法兰的零件过程中,能够随意的改变检测点位,使得检测的效率和准确性更加的精准。
4、为了多个检测组件之间的间距能够根据铸件成品表面进行调节:
5、作为上述技术方案的进一步改进:所述支撑杆包括与检测台上表面固定连接的支撑部和与支撑部顶部一体成型的水平部,所述水平部的截面为工字形,多个所述检测组件均通过h形架单独滑动安装在水平部,所述h形架的中部设置有紧固螺栓。
6、本改进的有益效果为:通过h形架和紧固螺栓能够将检测组件固定在水平部的不同位置。
7、为了提高检测的效率:
8、作为上述技术方案的进一步改进:所述厚度检测组件为激光测距仪。
9、本改进的有益效果为:激光测距仪以没有放置铸件成品时照射的面为零点面,当铸件成品平稳的放置在转动盘上时,能够及时的显示出铸件成品上表面的高度。
10、为了铸件成品在转动的过程中不会发生晃动:
11、作为上述技术方案的进一步改进:所述转动盘的上表面设置有配合模座,所述配合模座上设置有与铸件成品底部适配的模腔和凸起。
12、本改进的有益效果为,使用配合模座与铸件成品底部相适配,能够避免铸件成品转动时发生晃动。
13、为了使得转动盘在转动的过程中更加平顺,同时避免由于铸件成品质量不均匀导致转动盘边缘处下沉:
14、作为上述技术方案的进一步改进:所述检测台的上表面开设有容纳腔,所述转动盘处于容纳腔的内部,所述容纳腔的内部设置有支撑环轨,所述支撑环轨上表面周向间隔均匀分布有多个滚珠,多个所述滚珠与转动盘的底部边缘抵触。
15、本改进的有益效果为:支撑环轨和滚珠能够对转动盘边缘具有很好的支撑,防止转动盘的边缘下沉。
16、为了使得转动盘能够对不同的尺寸铸件成品进行支撑:
17、作为上述技术方案的进一步改进:所述配合模座通过固定螺栓可拆卸的安装在转动盘上。
18、本改进的有益效果为:配合模座与转动盘可拆卸的连接,能够适应不同的尺寸的铸件成品。
技术特征:
1.一种汽车压铸件多点位厚度检测工装,包括检测台(1),所述检测台(1)的上表面设置有用于放置铸件成品(6)的转动盘(3),所述检测台(1)的内部设置有用于驱动转动盘(3)进行转动的电机(4),所述检测台(1)的上表面固定连接有支撑杆(2),所述支撑杆(2)上设置有厚度检测组件(5),其特征在于:所述厚度检测组件(5)的数量为多个,且多个所述厚度检测组件(5)沿着转动盘(3)的半径方向分布。
2.根据权利要求1所述的一种汽车压铸件多点位厚度检测工装,其特征在于:所述支撑杆(2)包括与检测台(1)上表面固定连接的支撑部(201)和与支撑部(201)顶部一体成型的水平部(202),所述水平部(202)的截面为工字形,多个所述检测组件均通过h形架(501)单独滑动安装在水平部(202),所述h形架(501)的中部设置有紧固螺栓(502)。
3.根据权利要求1所述的一种汽车压铸件多点位厚度检测工装,其特征在于:所述厚度检测组件(5)为激光测距仪。
4.根据权利要求1所述的一种汽车压铸件多点位厚度检测工装,其特征在于:所述转动盘(3)的上表面设置有配合模座(7),所述配合模座(7)上设置有与铸件成品(6)底部适配的模腔(701)和凸起(702)。
5.根据权利要求1所述的一种汽车压铸件多点位厚度检测工装,其特征在于:所述检测台(1)的上表面开设有容纳腔(101),所述转动盘(3)处于容纳腔(101)的内部,所述容纳腔(101)的内部设置有支撑环轨(102),所述支撑环轨(102)上表面周向间隔均匀分布有多个滚珠(103),多个所述滚珠(103)与转动盘(3)的底部边缘抵触。
6.根据权利要求1所述的一种汽车压铸件多点位厚度检测工装,其特征在于:所述配合模座(7)通过固定螺栓(8)可拆卸的安装在转动盘(3)上。
技术总结
本技术属于厚度检测工装技术领域,尤其为一种汽车压铸件多点位厚度检测工装,包括检测台,所述检测台的上表面设置有用于放置铸件成品的转动盘,所述检测台的内部设置有用于驱动转动盘进行转动的电机,所述检测台的上表面固定连接有支撑杆,所述支撑杆上设置有厚度检测组件,所述厚度检测组件的数量为多个,且多个所述厚度检测组件沿着转动盘的半径方向分布,其使用转动盘带动铸件成品进行旋转,能够对铸件成品进行旋转,同时配合多个厚度检测组件能够在旋转铸件成品的过程中改变铸件成品上的多个检测点进一步提高检测的准确性。
技术研发人员:曾宪钊,席宝堂,曾浩然
受保护的技术使用者:西峡县正辉汽车配件有限责任公司
技术研发日:20221226
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!