一种电子整机产品气密性检测流水线的制作方法
背景技术:
1、军用电子产品均要进行严苛的环境试验考核,淋雨试验或浸渍试验按0照军用装备实验室环境试验方法进行试验时,需将设备放在规定的喷淋头
2、下或水池中进行试验,试验后需打开设备,检查设备内部是否有水或水迹,如果设备内部有水或水迹,则该项试验不合格。以上试验方法一直沿用至今,效率极低,判断设备内部是否进水,通常情况下需要3个小时或更长时间。
3、5通过研究,采用气密性检测方法完全可以代替淋雨试验和浸渍试验,
4、压差法和流量法是现在比较实用的气密性检测方法,该方法灵敏度较高、判断结果快速,通常情况下在1分钟内就能判断是否有泄漏发生。基于压差法和流量法的检测装置有很多,主要用于手机、手环、平板电脑等较小
5、型的电子产品,这些检测装置是独立的离线式的,不适用于自动化的流水0线,也不能适用于大型的电子整机产品。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在现有电子整机产品的进水检测方法费时费力,研究发现可以采用气密性检测方法代替淋雨试验或浸渍
2、试验,但现有气密性检测方法中缺少自动化程度高并且能够适用于大型电5子整机产品测试的流水线的技术问题之一。
3、为此,本实用新型提供了一种电子整机产品气密性检测流水线。
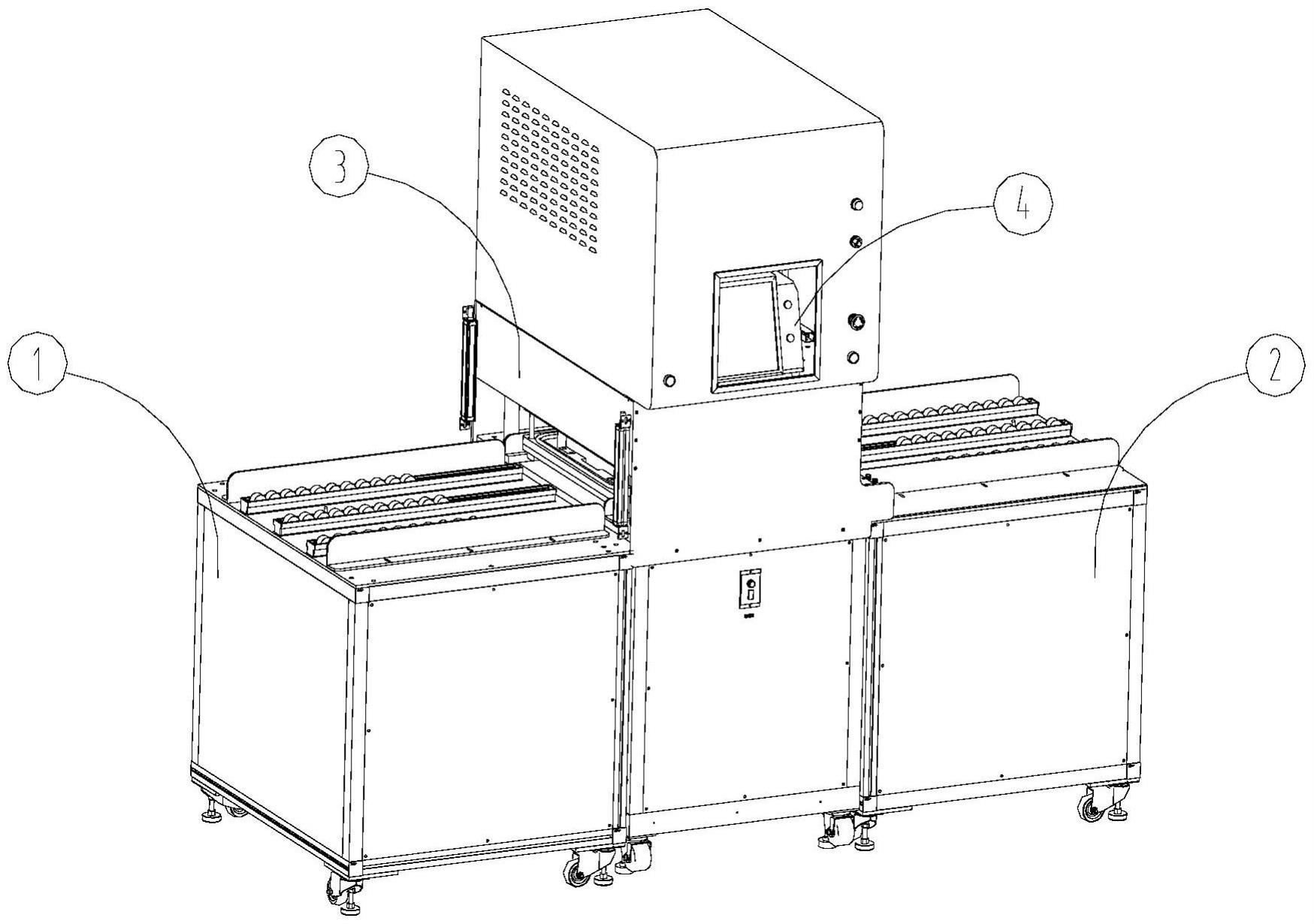
4、本实用新型提供了一种电子整机产品气密性检测流水线,包括:上接驳台、检测工作台和下接驳台,所述上接驳台、检测工作台和下接驳台之间形成输送通路,所述输送通路设有下密封模具,所述整机产品放置在下密封模具中;
5、所述上接驳台设于上工序装置与检测工作台之间,用于将上工序装配完成后的整机产品传送至检测工作台;所述检测工作台用于为整机产品提供进行气密性检测的检测工位;所述下接驳台设于下工序装置与检测工作台之间,用于将检测完成后的整机产品传送至下工序;
6、所述检测工作台包括气密性检测装置和上密封模具,所述下密封模具移动至检测工作台时,所述上密封模具和下密封模具在检测工作台的控制下紧密配合形成一密封腔,所述气密性检测装置用于对处于密封腔内的整机产品进行气密性检测。
7、本实用新型提出的一种电子整机产品气密性检测流水线,上接驳台和下接驳台是用于将检测工作台分别与上下工序相连的中转设备,上接驳台和下接驳台可以为相同结构也可以为不同的结构,只要能够实现自动运输功能即可,具体地,可在上接驳台或下接驳台上设置流利条、传送带、链条等;检测工作台内设置用于输送的装置,如移载机、传送带等;下密封模具移动至检测工作台内指定位置时,通过机械手、传动装置或者压力缸等使上密封模具和下密封模具对接在一起,形成密封腔,气密性检测装置可采用气密性检测仪。
8、根据本实用新型上述技术方案的一种电子整机产品气密性检测流水线,还可以具有以下附加技术特征:
9、在上述技术方案中,所述检测工作台还包括移载机、下压驱动缸和上升驱动缸,所述移载机用于将位于上接驳台的下密封模具移动至检测工作台的指定位置以及在检测完成后将位于检测工作台的下密封模具送出至下接驳台;所述下压驱动缸与上密封模具相连,用于驱动上密封模具的下降与上升;所述上升驱动缸与下密封模具配合,用于支撑移载机及下密封模具并至少控制下密封模具的上升与下降。
10、在该技术方案中,下压驱动缸和上升驱动缸可采用液压缸或者气缸等,移载机的传送带的传动方向为上接驳台指向下接驳台的方向,当来自上接驳台的下密封模具移动至与移载机接触位置时,随着移载机上传送带的动作,下密封模具移动到移载机上,并在移动到指定位置时,移载机上的传动带暂停动作,移载机的开启和关闭可为自动或手动;上升驱动缸可与移载机相连,此时上升驱动缸动作时将带动移载机和位于移载机上的下密封模具共同上升下降,上升驱动缸也可穿过移载机与下密封模具相连,上升驱动缸动作时只带动下密封模具上升或下降。
11、在上述技术方案中,所述上密封模具设有与所述密封腔连通的充气孔,气密性检测装置与充气孔相连。
12、在该技术方案中,气密性检测装置通过充气孔向密封腔内充气,从而进行气密性检测;
13、上密封模具和下密封模具可根据受测试设备的形状及尺寸,在内部安装塑料或铝合金材料填充块;填充块用于减少密封腔内气体体积空间,起到缩短充气时间,提升检测效率和灵敏度的作用。
14、在上述技术方案中,所述检测工作台还包括增压驱动缸,所述增压驱动缸与上密封模具相连,用于在充气测试过程中,对上密封模具增压,加强上密封模具和下密封模具的把合度。
15、在该技术方案中,加强上密封模具和下密封模具的把合度为使上密封模具和下密封模具更加紧密的连接,防止上密封模具与下密封模具脱离。
16、在上述技术方案中,所述检测工作台还包括限位驱动缸,所述限位驱动缸用于在检测过程中抵接在下密封模具的侧面,从而限制下密封模具的移动。
17、在该技术方案中,限位驱动缸用于限制下密封模具在水平方向上的移动,具体的可在下密封模具的一侧设置限位驱动缸,阻止下密封模具向限位驱动缸所在的方向运动,也可在下密封模具侧面的不同位置分别设置限位驱动缸,以提高限位效果。
18、在上述技术方案中,所述检测工作台还包括到位检测开关,所述到位检测开关用于检测下密封模具是否移动到指定位置。
19、在该技术方案中,到位检测开关可设置在检测工作台的任意位置,只要能够实现检测下密封模具位置功能即可,具体地,到位检测开关可采用到位检测传感器,感应下密封模具是否与移载机接触,或下密封模具是否移动到移载机上的指定位置,利用这一信号可实现移载机的自动启停控制。
20、在上述技术方案中,所述检测工作台还包括空气油水分离器,所述下压驱动缸、上升驱动缸、增压驱动缸和限位驱动缸采用气缸,气源经过空气油水分离器后进入各驱动缸;
21、气源经过空气油水分离器后进入气密性检测装置,所述空气油水分离器用于分离压缩气源中的水分及油气,阻止水分及油气随空气进入密封模具。
22、在该技术方案中,空气油水分离器设置在气源与各驱动缸之间,气密性检测装置也经过空气油水分离器与气源相连。
23、在上述任一技术方案中,还包括控制单元,所述检测工作台还包括分别与控制单元相连的增压及下压电磁阀、升降电磁阀和限位电磁阀;
24、所述增压及下压电磁阀分别与增压驱动缸和下压驱动缸相连;
25、所述升降电磁阀与上升驱动缸相连;
26、所述限位电磁阀与限位驱动缸相连。
27、在该技术方案中,控制单元可采用单片机控制板,用于控制电气元件的操作,增压驱动缸和下压驱动缸相邻设置,采用同一电磁阀进行控制,控制单元通过升降电磁阀控制上升驱动缸,控制单元通过限位电磁阀控制限位驱动缸。
28、在上述任一技术方案中,所述检测工作台还包括架体,所述架体上部设有下压缸安装板,架体中部设有下模具支撑架、所述下模具支撑架的下方设有中支撑板和移载机安装板,所述架体下部设有上升缸安装板;
29、所述下压驱动缸和增压驱动缸设于下压缸安装板;
30、所述限位驱动缸设于下模具支撑架;
31、所述中支撑板与架体固定连接,所述上升驱动缸与穿过中支撑板与移载机安装板相连,所述移载机设于移载机安装板;
32、所述上升驱动缸设于上升缸安装板。
33、在该技术方案中,下压缸安装板与上密封模具之间连接有若干个第一导向杆,第一导向杆的一端与上密封模具相连,另一端穿过下压缸安装板向上延伸并与下压缸安装板滑动配合,利用第一导向杆限制上密封模具的运动方向,避免产生偏移;移载机安装在移载机安装板上,移载机安装板与中支撑板之间设有若干个第二导向杆,第二导向杆的一端与移载机安装板相连,另一端穿过中支撑板向下延伸并与中支撑板滑动配合;
34、下压缸安装板上还设有用于固定线缆的线缆槽。
35、在上述任一技术方案中,所述上接驳台和下接驳台均包括型材柜、流利条和检测到位传感器;所述上接驳台的型材柜和下接驳台的型材柜相对设置在检测工作台的两侧;所述流利条设置于型材柜;所述检测到位传感器用于检测下密封模具是否移动到位。
36、在该技术方案中,上接驳台和下接驳台的结构相同,通过流利条实现下密封模具及模具内整机产品的运输,型材柜其支撑作用,检测到位传感器相邻流利条设置,用于检测下密封模具到位情况;型材柜的底部设有带支脚的重型万向轮。
37、检测工作台还包括设置在架体表面的上钣金罩、前中挡板、左侧中挡板、前下挡板、后上门、后中挡板、右侧中挡板和后下挡板,用于防护和装饰。
38、检测工作台还设有ok指示灯、ng指示灯、急停开关、启动开关、复位开关、安全光栅、移载机调速器、漏电保护开关和开关电源适配器;
39、其中,ok指示灯与控制单元相连,用于在检测合格时,显示绿色指示;
40、ng指示灯带有蜂鸣器并与控制单元相连,用于检测不合格时,显示红色指示,并发出鸣叫;
41、急停开关,在工作过程中,若有异常情况,按下急停开关,设备紧急停止;
42、启动开关,按下启动开关,开始检测;
43、复位开关,ng指示灯报警时,重新开始检测前需按复位开关;
44、安全光栅,包括发射光栅和接收光栅,通过红外线检测感知异物进入,并发光报警,发光报警后设备无法进入检测状态;
45、漏电保护开关,为设备总电源开关;
46、移载机调速器,控制移载机的开关及升降速度的调整;
47、开关电源适配器,输出24v电源,为各开关提供电源。
48、电子整机产品气密性检测流水线的具体使用方法包括以下步骤:
49、步骤1:依次开启电源开关、气密性检测装置开关,开启气源输入开关;
50、步骤2:待检测设备放入下密封模具上,后随流利条进入上接驳台,检测到位传感器感应到下密封模具,上升驱动缸开启,移载机传送带开启,将下密封模具拉入测试工位,到位检测开关检测到下密封模具到位后,关闭移载机传送带,上升驱动缸下降回到原位;
51、步骤3:按下启动开关,下压驱动缸下降,上密封模具与下密封模具对准闭合,闭合到位后,增压驱动缸启动,气密性检测装置向上密封模具内充气,开始进行气密性检测;
52、步骤4:气密性检测合格,ok指示灯亮,限位驱动缸关闭,上升驱动缸开启,移载机传送带开启,增压驱动缸关闭,下压驱动缸上升,上密封模具与下密封模具分开,限位驱动缸开启,移载机传送带将下密封模具送出,人工将下密封模具拉到下接驳台后检测开关位置后,进行下一次循环检测;气密性检测不合格,ng指示灯闪烁,蜂鸣器间歇性鸣叫,上升驱动缸开启,移载机传送带开启,增压驱动缸关闭,下压驱动缸上升,上密封模具与下密封模具分开,限位驱动缸开启,移载机传送带将下密封模具送出,人工将下密封模具拉到下接驳台检测开关位置后,报警停止,人工按下复位开关后,进入下一轮检测;
53、重复步骤2至步骤4进行下一轮检测。
54、综上所述,由于采用了上述技术特征,本实用新型的有益效果是:
55、本实用新型可用于多种尺寸的大型电子整机产品的气密性检测,本实用新型还与现有整机装配流水生产线相兼容,产品装配完成后,即可流转到气密性检测装置进行检测,检测完毕,合格后即可流转至下一道工序。本实用新型大幅度提高生产效率、检测效率,对于较为笨重的大型电子整机产品来说,极大的节省了周转和摆放时间,降低人员劳动强度。
56、气密性检测装置与现有的产品装配流水生产线兼容,减少了设备周转时间和人员劳动强度,提高了生产效率;
57、用气密性检测方式代替传统的淋雨或浸渍试验,检测时间从3个小时或更长时间,减少为不到2分钟,检测效率极大提升;
58、用在线式全数检测的方式代替传统的按比例抽检,避免了不合格产品流入下道工序的风险。
59、本实用新型的附加方面和优点将在下面的描述部分中变得明显,或通过本实用新型的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!