一种非固化橡胶沥青防水涂料的制模工具的制作方法
本技术涉及橡胶模具,尤其涉及一种非固化橡胶沥青防水涂料的制模工具。
背景技术:
1、非固化橡胶沥青防水涂料是以橡胶、沥青、软化油为主要组份,再加入温控剂与填料混合制成的在使用年限内可以保持粘性膏状体的防水涂料,对于建筑工程变形缝等特殊部位的防水处理具有突出的效果。其中,在jc/t 2428-2017《非固化橡胶沥青防水涂料》的标准中规定了非固化防水涂料出厂和型式检定项目包括延伸性、低温柔性、耐热性、渗油性,耐延性等项目,但该标准中并没有对制模方法作出特殊说明。
2、目前常见的制模方法是通过涂膜模框进行制模,在制备非固化涂膜时,将模框平铺在承接板、玻璃板或滤纸上,再将非固化橡胶沥青防水涂料加热至150摄氏度,然后倒在准备好的模框内并用刮板刮平,待非固化橡胶沥青防水涂料冷却定型后,使用工具将涂膜与模框分离,完成制模。但是,由于非固化橡胶沥青防水涂料具有高粘性,使得涂膜的边缘与模框发生粘连,在使用工具分离涂膜与模框时,容易造成涂膜发生变形,导致试件不符合测试的标准,致使测试结果不精确,并且,在模框上会残留有部分非固化橡胶沥青防水涂料,需要放入烘箱加热或泡入有机溶剂中清理干净才能再次使用,影响工作效率。
3、目前,使用传统的非固化橡胶沥青防水涂料的制模工具制造涂膜时,涂膜成品不易从传统的非固化橡胶沥青防水涂料的制模工具上脱落。
技术实现思路
1、为解决使用传统的非固化橡胶沥青防水涂料的制模工具制造涂膜时,涂膜成品不易从传统的非固化橡胶沥青防水涂料的制模工具上脱落的问题,本实用新型提供一种非固化橡胶沥青防水涂料的制模工具。
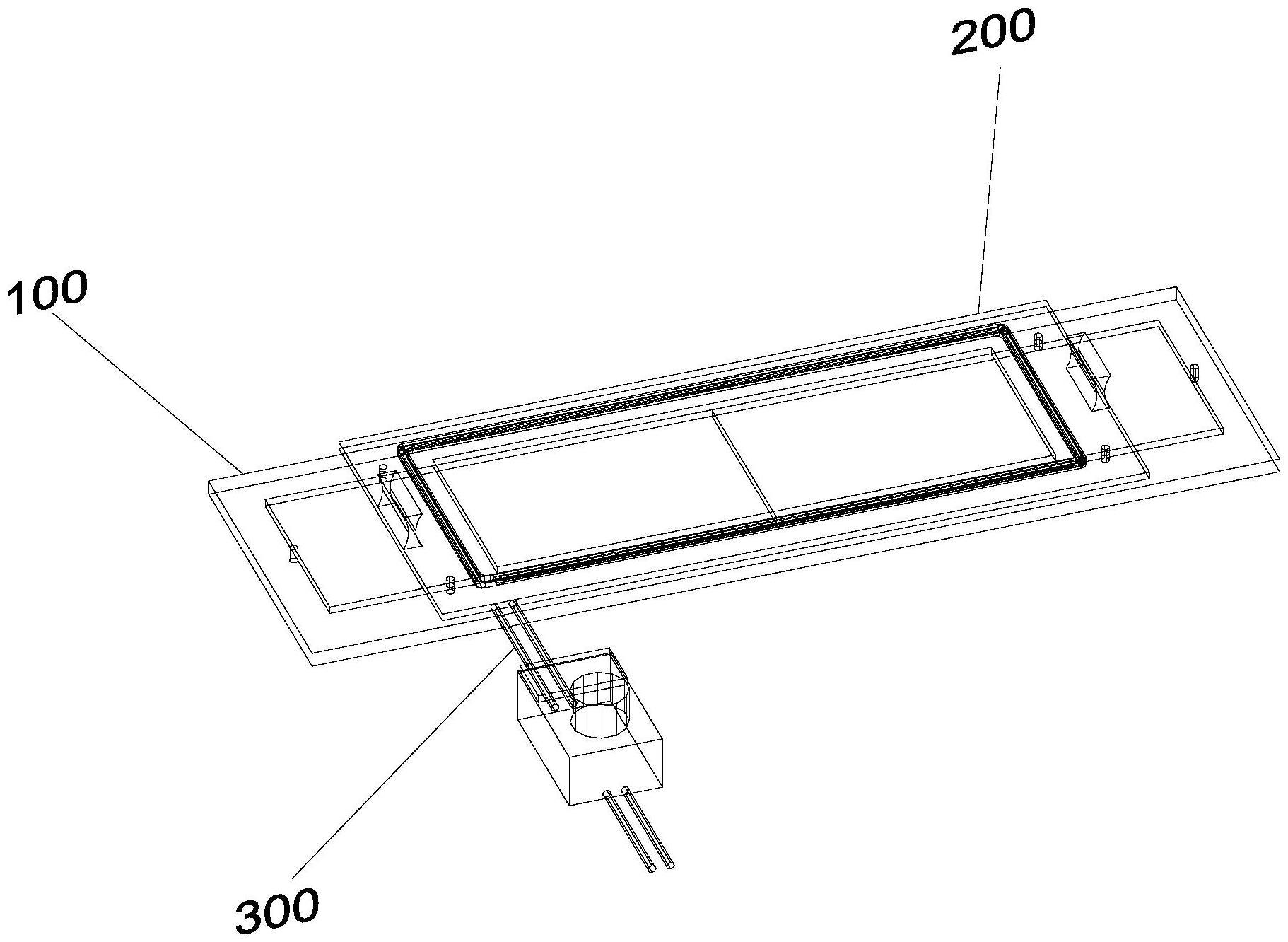
2、为实现本实用新型目的提供的一种非固化橡胶沥青防水涂料的制模工具,包括:支撑部;塑形部,设置于支撑部的顶面的上方,为中空结构,内部为液态非固化橡胶沥青防水涂料的容置腔;加热部,与塑形部连接,用于加热塑形部。
3、在其中一些具体实施例中,塑形部包括:内框,设置于支撑部的顶面的上方,与加热部连接;外框,圈设于内框的外周。
4、在其中一些具体实施例中,外框的相对两端分别设有提手。
5、在其中一些具体实施例中,加热部包括:变压器,用于调节电压值;电源线,与变压器连接,用于向变压器输送电流;电阻丝,一端与变压器连接,另一端与内框连接。
6、在其中一些具体实施例中,电阻丝设于外框内,且绕设于内框的外周。
7、在其中一些具体实施例中,支撑部包括:底板;承接板,铺设于底板的顶面的上方,顶面的上方铺设有内框和外框。
8、在其中一些具体实施例中,其中,底板上设置有两个以上第一限位柱和两个以上第二限位柱;其中两个第一限位柱的侧壁分别抵接于承接板的体宽方向上的相对两侧;其中两个第二限位柱的侧壁分别抵接于承接板的体长方向上的相对两端。
9、在其中一些具体实施例中,外框的体长方向上的相对两端分别设有与第一限位柱相适配的限位孔。
10、在其中一些具体实施例中,承接板为承接板、玻璃板或滤纸板。
11、在其中一些具体实施例中,内框的材质为氮化铝材质;外框和底板的材质为陶瓷材质。
12、本实用新型的有益效果:
13、塑形部放置于支撑部的顶面,制造涂膜时,向塑形部的容置腔内注入非固化橡胶沥青防水涂料,在此过程中,塑形部能够对非固化橡胶沥青防水涂料进行塑形,支撑部支撑非固化橡胶沥青防水涂料的底部,以在容置腔内形成涂膜,涂膜形成后,加热部能够对塑形部进行加热,涂膜的边缘发生软化并与塑形部脱离,如此,使得涂膜极易从非固化橡胶沥青防水涂料的制模工具上脱落,无须再借助工具分离涂膜和模框,避免了切割导致的涂膜不规整及涂料过多残留在模框上的现象发生。有利于非固化橡胶沥青防水涂料的制模工具后期进行清洁,提高了生产节拍。
技术特征:
1.一种非固化橡胶沥青防水涂料的制模工具,其特征在于,包括:
2.根据权利要求1所述的非固化橡胶沥青防水涂料的制模工具,其中,所述塑形部包括:
3.根据权利要求2所述的非固化橡胶沥青防水涂料的制模工具,其中,所述外框的相对两端分别设有提手。
4.根据权利要求3所述的非固化橡胶沥青防水涂料的制模工具,其中,所述加热部包括:
5.根据权利要求4所述的非固化橡胶沥青防水涂料的制模工具,其中,所述电阻丝设于外框内,且绕设于内框的外周。
6.根据权利要求2所述的非固化橡胶沥青防水涂料的制模工具,其中,所述支撑部包括:
7.根据权利要求6所述的非固化橡胶沥青防水涂料的制模工具,其中,所述底板上设置有两个以上第一限位柱和两个以上第二限位柱;
8.根据权利要求7所述的非固化橡胶沥青防水涂料的制模工具,其中,所述外框的体长方向上的相对两端分别设有与所述第一限位柱相适配的限位孔。
9.根据权利要求6所述的非固化橡胶沥青防水涂料的制模工具,其中,所述承接板为承接板、玻璃板或滤纸板。
10.根据权利要求6所述的非固化橡胶沥青防水涂料的制模工具,其中,所述内框的材质为氮化铝材质;
技术总结
本技术涉及一种非固化橡胶沥青防水涂料的制模工具,包括:支撑部;塑形部,设置于支撑部的顶面的上方,为中空结构,内部为液态非固化橡胶沥青防水涂料的容置腔;加热部,与塑形部连接,用于加热塑形部;通过该非固化橡胶沥青防水涂料的制模工具使得制造的涂膜极易从非固化橡胶沥青防水涂料的制模工具上脱落,无须再借助工具分离涂膜和模框,避免了切割导致的涂膜不规整及涂料过多残留在模框上的现象发生。并且,有利于非固化橡胶沥青防水涂料的制模工具后期进行清洁,提高了生产节拍。
技术研发人员:周皓,吴士玮,冯荣,龙剑
受保护的技术使用者:荆门东方雨虹建筑材料有限公司
技术研发日:20221228
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!