一种塞规的制作方法
本技术涉及一种检具,具体涉及一种塞规。
背景技术:
1、塞尺(feeler gauge),是一种测量工具,主要用于间隙间距的测量,是由一组具有不同厚度级差的薄钢片组成的量规。
2、对于产品形面测量,基本上延用通用的间隙塞尺,该塞尺最小分度0.25mm,塞片尺片分别为0.25mm、0.5mm、1.0mm、2.0mm、3.0mm等。但是,由于为单一塞片(每一片均为独立的塞片),因而在每测量一个轮廓点时,都要先预估产品与检具模拟块间隙值,然后调整塞规尺寸进行测量,根据实际测量情况,调整塞规尺寸,再次测量。这样往往一个轮廓点需要来回调整2~4次塞规尺寸,才能完成测量。并且,有时在测量完成后,还需要叠加所有塞片厚度,计算出塞规测量数值,使得测量效率极其低下。
3、因而,需要提出一种能够进行快速测量的型面塞规,以减少频繁更换的操作,提高检测效率。
技术实现思路
1、本实用新型的目的就是为了解决上述问题至少其一而提供一种塞规,以解决现有技术中需要进行繁琐的操作以进行型面测量的缺陷,实现了快速、方便的型面测量,提高测量效率。
2、本实用新型的目的通过以下技术方案实现:
3、一种塞规,包括塞规壳体和塞片;
4、所述的塞片通过固定销转动安装于塞规壳体内;
5、所述的塞片上沿周向间隔设有多个不同厚度的塞尺;
6、所述的塞规壳体上部开口,露出塞片上的塞尺。
7、优选地,所述的塞片包括一主塞片和多个副塞片,主塞片与副塞片依次叠合设置。
8、优选地,所述的主塞片厚度为1mm,主塞片的一半边缘间隔设有4个厚度依次递减的塞尺。
9、优选地,所述的主塞片上的塞尺厚度依次为0.25mm、0.5mm、0.75mm和1mm。
10、优选地,所述的副塞片厚度为0.5mm,副塞片的一半边缘间隔设有4个厚度依次递减的塞尺。
11、优选地,所述的副塞片设有8片。
12、优选地,所述的塞规壳体背部设有操作孔。
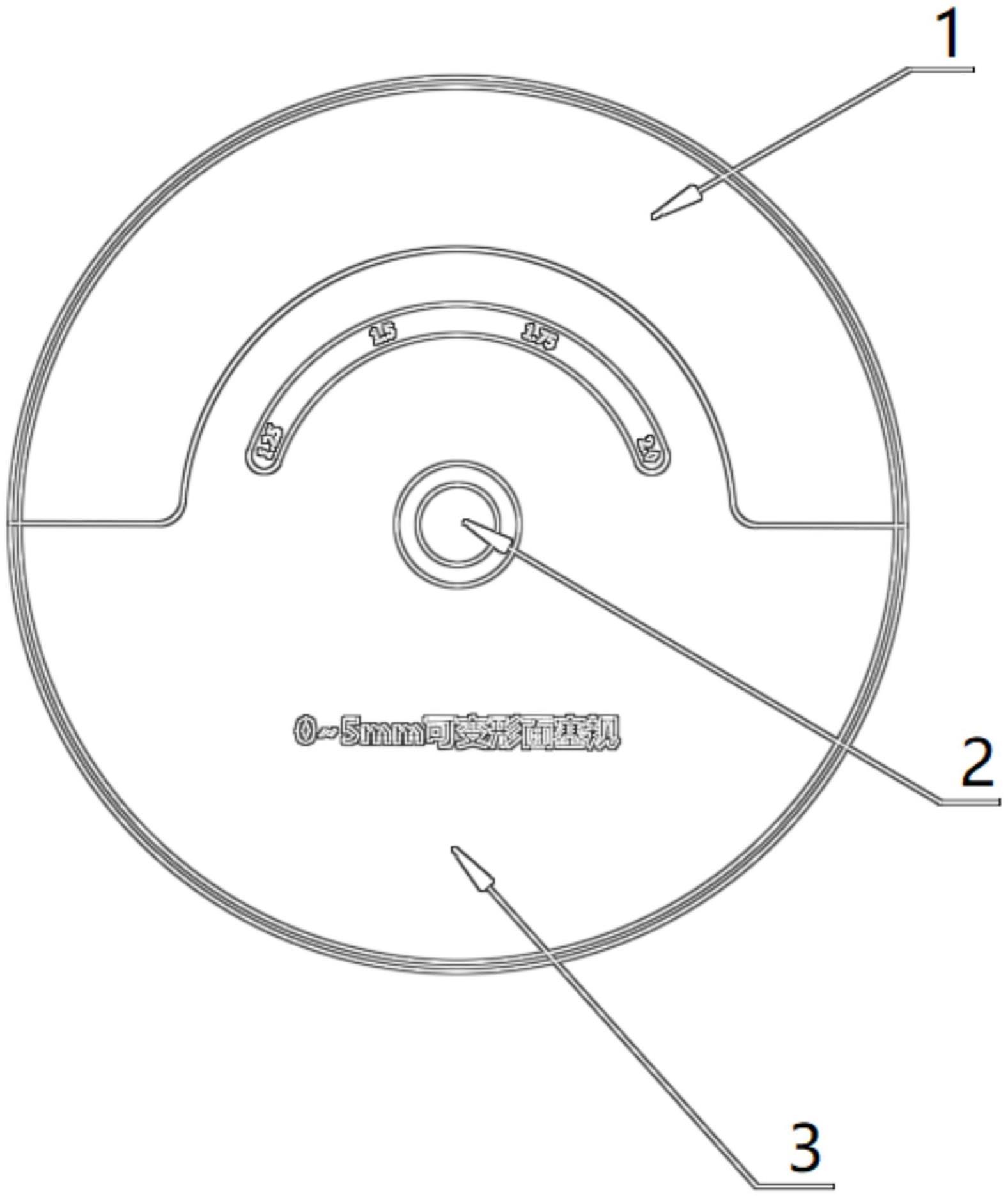
13、优选地,所述的塞规壳体上设有观察窗,所述的塞片于观察窗的对应位置处标有塞片尺寸。
14、优选地,所述的塞规还包括防护上盖,所述的防护上盖可拆卸的盖合于塞规壳体的开口处。
15、优选地,所述的塞规呈圆柱状。
16、本实用新型的工作原理为:
17、本塞规每次使用,可以调出相邻4个最小分度的塞片,基于目前国内注塑和冲压水平,4个最小分度基本可以覆盖整个产品的所有型面检测。如果测量时超出4片塞尺的测量范围,可以简单的通过旋转调整至不同的塞片,即可调整出4个新的相邻最小分度的塞尺组。
18、与现有技术相比,本实用新型具有以下有益效果:
19、通过在一个塞片上集成多个不同厚度的塞尺,并在塞规中设置多个塞片,且根据设计,塞尺采取分级递减的测量范围,可以快速的找到所需要的尺寸,壁面常规塞规每测量一个点区域次之少需要更换(拼凑)一次塞规的繁琐操作,减少用于测量的人工工时,提升效率,降低产品的开发成本。
技术特征:
1.一种塞规,其特征在于,包括塞规壳体(3)和塞片(6);
2.根据权利要求1所述的一种塞规,其特征在于,所述的塞片(6)包括一主塞片(61)和多个副塞片(62),主塞片(61)与副塞片(62)依次叠合设置。
3.根据权利要求2所述的一种塞规,其特征在于,所述的主塞片(61)厚度为1mm,主塞片(61)的一半边缘间隔设有4个厚度依次递减的塞尺。
4.根据权利要求3所述的一种塞规,其特征在于,所述的主塞片(61)上的塞尺厚度依次为0.25mm、0.5mm、0.75mm和1mm。
5.根据权利要求2所述的一种塞规,其特征在于,所述的副塞片(62)厚度为0.5mm,副塞片(62)的一半边缘间隔设有4个厚度依次递减的塞尺。
6.根据权利要求5所述的一种塞规,其特征在于,所述的副塞片(62)设有8片。
7.根据权利要求1所述的一种塞规,其特征在于,所述的塞规壳体(3)背部设有操作孔(4)。
8.根据权利要求1所述的一种塞规,其特征在于,所述的塞规壳体(3)上设有观察窗(5),所述的塞片(6)于观察窗(5)的对应位置处标有塞片尺寸。
9.根据权利要求1所述的一种塞规,其特征在于,所述的塞规还包括防护上盖(1),所述的防护上盖(1)可拆卸的盖合于塞规壳体(3)的开口处。
10.根据权利要求1所述的一种塞规,其特征在于,所述的塞规呈圆柱状。
技术总结
本技术涉及一种检具,具体涉及一种塞规,包括塞规壳体和塞片;所述的塞片通过固定销转动安装于塞规壳体内;所述的塞片上沿周向间隔设有多个不同厚度的塞尺;所述的塞规壳体上部开口,露出塞片上的塞尺。与现有技术相比,本技术解决现有技术中需要进行繁琐的操作以进行型面测量的缺陷,实现了快速、方便的型面测量,提高测量效率。
技术研发人员:刘丹,张珂
受保护的技术使用者:上海延鑫汽车座椅配件有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!