预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法与流程
1.本技术涉及冶金领域,尤其涉及一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法。
背景技术:
2.铁素体不锈钢通常不含或只含很少量的镍,与奥氏体不锈钢相比,铁素体不锈钢具有成本低廉,机械强度高,成型性能好,可焊性好,热膨胀率低,导热率高,耐高温氧化,抗氯离子和应力腐蚀能力强等优点,正得到日益广泛的应用,被认为是奥氏体不锈钢的最佳替代品。随着对铁素体不锈钢研究的不断深入,除传统的家用电器、建筑行业、食品加工和化学工业外,铁素体不锈钢被证明适用于结构材料、燃料电池、汽车排气系统、电厂冷凝器和软磁材料等方面。
3.钢中非金属夹杂物的特征,包括尺寸、成分、数量和分布,会对最终钢产品的质量产生很大的影响。一般来说,高硬度、高熔点和大尺寸的夹杂物可能会对钢的机械性能造成不利影响,如降低强度、韧性和成形性能,恶化表面质量,缩短疲劳寿命等,而弥散在钢中的细颗粒夹杂物则可能通过抑制晶粒长大、钉扎晶界、促进晶内针状铁素体形成等机制,提高钢的强度、延展性和可焊性等。钢在轧制过程中会经历大变形量的变形,由于夹杂物物理特性与钢基体存在差异,在此过程中夹杂物的变形行为可能与钢基体不同,夹杂物控制不合理可能导致分层、开裂、断线、表面缺陷等问题。因此有必要对轧制过程中430不锈钢夹杂物的变形行为及其影响进行研究。
4.430铁素体不锈钢通常使用硅锰脱氧和钙处理,在精炼和凝固过程中会产生不同类型的夹杂物,这些类型夹杂物由于硬度、熔点不同,在热轧过程中可能表现出不同的行为,对钢基体性能产生不同影响。
5.因此,需要研发一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,有利于控制和改善430铁素体不锈钢的机械性能,对于实际生产具有重要的实践指导意义。
技术实现要素:
6.本技术的目的在于提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,以解决上述问题。
7.为实现以上目的,本技术采用以下技术方案:一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,包括:将430铁素体不锈钢铸坯样品进行等温热压缩,然后水淬得到热压缩样品;将在所述430铁素体不锈钢铸坯样品临近位置取得的铸态样品和所述热压缩样品暴露出纵截面,使用环氧树脂镶嵌磨抛,然后统计所述铸态样品和所述热压缩样品信息,得到热压缩前后钢中包括夹杂物的尺寸、形貌和成分在内的检测结果;
依据检测结果计算变形温度下的液化率,对夹杂物的变形能力进行预测。
8.优选地,所述430铁素体不锈钢铸坯样品和所述铸态样品,均在铸坯中间位置沿垂直于连铸方向取圆柱样。
9.实验所用样品应取自铸坯中心或厚度1/4位置。从铸坯中取样是因为钢中夹杂物类型与成分在精炼、冷却凝固、热加工和热处理过程中都会发生改变,铸坯中的夹杂物与实际热轧过程中的夹杂物类型与成分上最为接近。取样位置为铸坯中心或厚度1/4位置是因为此处夹杂物密度较高,有利于检测。
10.样品取样方向垂直于连铸方向。这是因为铸坯组织具有明显的各向异性,在垂直和平行于连铸方向上力学性能存在差异,热轧过程中压缩变形方向为垂直于连铸方向。
11.优选地,样品尺寸为φ8
×
12mm,表面打磨光滑。
12.优选地,所述等温热压缩的变形温度为1000-1200℃,压缩率为25-75%,应变速率为0.01-10s-1
。
13.压缩过程中样品压缩率应为50%或稍大,变形速率应尽可能接近实际热轧过程中的变形速率。较大的压缩率可以促进可变形夹杂物发生显著变形,但压缩率过大时厚度控制可能不准确,导致实验条件不一致。钢在热轧温度下以加工软化为主,更大的压缩率并不能促进更多夹杂物变形,50%的压缩率已经足够明显区分出可变形夹杂物和不可变形夹杂物。
14.优选地,进行所述等温热压缩时,按照设定温度曲线进行升温和保温:对于变形温度为1200℃的样品,以5 k/s速率升温至1200 ℃,保温300s后开始压缩,样品压缩完成后立即取出水淬,冷却速率》500 k/min。
15.优选地,对于变形温度低于1200℃的样品,以5k/s速率升温至1200℃,保温120s后以10k/s速率降温至变形温度,再保温180s后开始压缩,样品压缩完成后立即取出水淬。
16.热压缩实验前样品先加热到较高温度,然后降至变形温度并保温一段时间。这是为了保证热压缩时样品的实际温度与设定值相符,但保温时间不宜过长,否则夹杂物的物化特性可能因为固相界面反应而发生变化。
17.样品压缩完成后立即水淬。水淬可保持夹杂物在高温下的形态,避免缓慢冷却过程中碳化物等析出造成的干扰。
18.优选地,所述铸态样品和所述热压缩样品经上下表面中心切开,完成纵截面的暴露。
19.优选地,所述统计的范围为宽度方向上中间1/2范围内,高度方向上距上下表面至少1mm。
20.使用sem+eds对变形样品中夹杂物的尺寸、成分和长宽比进行统计,按照长宽比分组后,使用factsage计算不同组夹杂物在变形温度下(或变形温度以上一定温度)的液化率。根据实际生产需要,在长宽比和液化率之间建立关系,即对于液化率大于一定值的夹杂物,认为其在对应温度的热轧过程中可以变形。
21.优选地,每个所述铸态样品和所述热压缩样品各自独立的统计至少300个夹杂物。
22.优选地,所述夹杂物包括cao-sio
2-al2o
3-mgo型单相夹杂物、mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物和cao-sio
2-al2o
3-mgo + mgo-al2o
3-tiox-cr2o
3-mno型复合相夹杂物。
23.优选地,所述cao-sio
2-al2o
3-mgo型单相夹杂物和所述mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物的液化率通过factsage 8.1计算获得;所述cao-sio
2-al2o
3-mgo + mgo-al2o
3-tiox-cr2o
3-mno型复合相夹杂物由以下公式计算得到:,其中,l
mi
是复合相夹杂物的液化率,a
mi
是复合相夹杂物的面积,li是相i的液化率,ai是复合相夹杂物中相i的面积。
24.对于实际生产过程中取得的钢样,如乒乓样、吊桶样,使用sem+eds统计其中夹杂物的尺寸和成分,并用使用factsage计算液化率。使用上一步得到的关系,根据不同夹杂物的液化率,以预测其在对应温度的热轧过程中的变形能力。
25.与现有技术相比,本技术的有益效果包括:本技术提供的预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,以等温热压缩为基础处理得到热压缩样品,然后统计所述铸态样品和所述热压缩样品信息,得到热压缩前后钢中包括夹杂物的尺寸、形貌和成分在内的检测结果;依据检测结果计算变形温度下的液化率,对夹杂物的变形能力进行预测。
26.本技术首次提出通过变形温度下的液化率预测了夹杂物在热轧过程中的变形能力。
附图说明
27.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对本技术范围的限定。
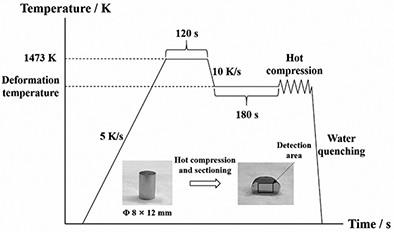
28.图1为等温热压缩实验的温度曲线;图2为铸态钢中cao-sio
2-al2o
3-mgo型单相夹杂物的形貌;图3为铸态钢中mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物的形貌;图4为铸态钢中cao-sio
2-al2o
3-mgo + mgo-al2o
3-tio
x-cr2o
3-mno型复合相夹杂物的形貌;图5为铸态钢中三类夹杂物的数量密度和类型百分比;图6为铸态钢中三类夹杂物长宽比分布与等效粒径的关系;图7为经过变形温度为1200℃、压缩率为50%、应变速率为1s-1
的热压缩后钢中cao-sio
2-al2o
3-mgo型单相夹杂物的形貌;图8为经过变形温度为1200℃、压缩率为50%、应变速率为1s-1
的热压缩后钢中mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物的形貌;图9为经过变形温度为1200℃、压缩率为50%、应变速率为1s-1
的热压缩后钢中复合相夹杂物的形貌;图10为经过不同变形温度的热压缩后,三类夹杂物的粒径分布和数量密度;图11为经过不同压缩率的热压缩后,三类夹杂物的粒径分布和数量密度;
图12为经过不同应变速率的热压缩后,三类夹杂物的粒径分布和数量密度;图13为经过不同变形温度的热压缩后,三类夹杂物的长宽比分布;图14为经过不同压缩率的热压缩后,三类夹杂物的长宽比分布;图15为经过不同应变速率的热压缩后,三类夹杂物的长宽比分布;图16为factsage计算得到的与钢基体平衡的夹杂物随温度变化的关系;图17为氧化物室温杨氏模量与平均原子体积的关系;图18为1200 ℃热压缩后cao-sio
2-al2o
3-mgo型单相夹杂物的室温杨氏模量与长宽比的关系;图19为1200 ℃热压缩后mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物的室温杨氏模量与长宽比的关系;图20为1200 ℃热压缩后复合相夹杂物的室温杨氏模量与长宽比的关系;图21为factsage计算得到的1200 ℃热压缩后cao-sio
2-al2o
3-mgo型单相夹杂物的固相线温度与长宽比的关系;图22为factsage计算得到的1200 ℃热压缩后cao-sio
2-al2o
3-mgo型单相夹杂物的液相线温度与长宽比的关系;图23为factsage计算得到的1200 ℃热压缩后mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物的固相线温度与长宽比的关系;图24为factsage计算得到的1200 ℃热压缩后mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物的液相线温度与长宽比的关系;图25为factsage计算得到的1200 ℃热压缩后复合相夹杂物的固相线温度与长宽比的关系;图26为factsage计算得到的1200 ℃热压缩后复合相夹杂物的液相线温度与长宽比的关系;图27为factsage计算得到的1200 ℃热压缩后cao-sio
2-al2o
3-mgo型单相夹杂物在1473k下的液化率;图28为factsage计算得到的1200 ℃热压缩后cao-sio
2-al2o
3-mgo型单相夹杂物在1573k下的液化率;图29为factsage计算得到的1200 ℃热压缩后mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物在1473k下的液化率;图30为factsage计算得到的1200 ℃热压缩后mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物在1573k下的液化率;图31为factsage计算得到的1200 ℃热压缩后复合相夹杂物在1473k下的液化率;图32为factsage计算得到的1200 ℃热压缩后复合相夹杂物在1573k下的液化率;图33为factsage计算得到的1100℃热压缩后三种夹杂物在1473k下的液化率;图34为factsage计算得到的1100℃热压缩后三种夹杂物在1573k下的液化率。
具体实施方式
29.下面将结合具体实施例对本技术的实施方案进行详细描述,但是本领域技术人员将会理解,下列实施例仅用于说明本技术,而不应视为限制本技术的范围。实施例中未注明
具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
30.实施例采用的等温热压缩实验的温度曲线如图1所示。对于变形温度低于1200℃的样品,以5k/s速率升温至1200℃,保温120s后以10k/s速率降温至变形温度,再保温180s后开始压缩,样品压缩完成后立即取出水淬;对于变形温度为1200℃的样品,以5 k/s速率升温至1200 ℃,保温300s后开始压缩,样品压缩完成后立即取出水淬,冷却速率》500 k/min。
31.实施例1本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
32.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
33.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
34.其中,本实施例中,变形温度为1200℃,压缩率为50%,应变速率为1s-1
,样品命名为t-1200。
35.实施例2本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
36.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
37.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
38.其中,本实施例中,变形温度为1100℃,压缩率为50%,应变速率为1s-1
,样品命名为t-1100。
39.实施例3本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
40.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
41.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
42.其中,本实施例中,变形温度为1000℃,压缩率为50%,应变速率为1s-1
,样品命名为
t-1000。
43.实施例4本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
44.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
45.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
46.其中,本实施例中,变形温度为1200℃,压缩率为25%,应变速率为1s-1
,样品命名为d-25。
47.实施例5本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12 mm,表面打磨光滑备用。
48.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
49.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
50.其中,本实施例中,变形温度为1200℃,压缩率为75%,应变速率为1s-1
,样品命名为d-75。
51.实施例6本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
52.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
53.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
54.其中,本实施例中,变形温度为1200℃,压缩率为50%,应变速率为0.01s-1
,样品命名为s-0.01。
55.实施例7本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
56.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
57.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
58.其中,本实施例中,变形温度为1200℃,压缩率为50%,应变速率为0.1s-1
,样品命名为s-0.1。
59.实施例8本实施例提供一种预测430铁素体不锈钢中夹杂物在热轧过程中变形能力的方法,具体包括如下步骤:(11)样品获取:取本地钢厂生产的430铁素体不锈钢铸坯,在铸坯中间位置沿垂直于连铸方向取圆柱样,样品尺寸φ8
×
12mm,表面打磨光滑备用。
60.(12)热压缩实验:使用gleeble3500热模拟机对样品进行等温热压缩,样品以给定的温度曲线升温、保温,然后开始压缩,压缩完成后立即水淬。
61.其中,本实施例中,430铁素体不锈钢的成分如下:cr:16.2%,ni:0.13%,c:0.035%,si:0.3%,mn:0.33%,p:0.02%,s:0.002%,n:0.036%,o:0.004%,al:~0.002%,ti:~0.0015%。
62.其中,本实施例中,变形温度为1200℃,压缩率为50%,应变速率为10s-1
,样品命名为s-10。
63.实施例9(21)夹杂物统计:铸态和热压缩样品经上下表面中心切开,暴露出纵截面,使用环氧树脂镶嵌磨抛后,通过夹杂物自动分析系统(aspex)统计了热压缩前后钢中夹杂物的尺寸、形貌和成分等信息,检测位置为宽度方向上中间1/2范围内,高度方向上距上下表面至少1mm,每个样品至少统计了数百个夹杂物。
64.(22)变形能力预测分析:选取变形温度为1200 ℃的样品,根据检测结果分别计算了夹杂物的室温杨氏模量、固液相线温度和变形温度下的液化率,并结合夹杂物压缩后的长宽比,对夹杂物的变形能力进行预测。
65.按照实施例9的检测方法,对铸态样品和实施例1~8进行检测。
66.同时,以固相线温度、液相线温度和杨氏模量为预测基础作为对照。
67.图2、图3和图4为实施例铸态钢中典型夹杂物的形貌,(a)cao-sio
2-al2o
3-mgo型单相夹杂物,(b)mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物和(c)cao-sio
2-al2o
3-mgo + mgo-al2o
3-tio
x-cr2o
3-mno型复合相夹杂物。
68.具体含量见下表1、表2和表3。
69.表1
ꢀꢀ
cao-sio
2-al2o
3-mgo型单相夹杂物成分
[0070] 表2
ꢀꢀ
mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物成分
[0071]
表3
ꢀꢀ
复合相夹杂物成分
[0072] 由图2至图4以及表1至表3所示,铸态钢中的夹杂物主要包括cao-sio
2-al2o
3-mgo型单相夹杂物、mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物和cao-sio
2-al2o
3-mgo + mgo-al2o
3-tiox-cr2o
3-mno型复合相夹杂物三类。其中,cao-sio
2-al2o
3-mgo型单相夹杂物平均尺寸较大,形貌通常接近球形,成分以cao和sio2为主,含有一定量的al2o3和mgo,还可能含有少量tio
x
、cr2o3和mno。mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物平均尺寸较小,形貌通常为不规则形,成分变化范围较大,但基本不含cao和sio2。cao-sio
2-al2o
3-mgo + mgo-al2o
3-tio
x-cr2o
3-mno型复合相夹杂物为上述两类夹杂物的组合,两相明显不互溶。此外,部分cao-sio
2-al2o
3-mgo型夹杂物中存在一些cao-sio2或mgo-sio2富集区,其他元素含量很低。
[0073]
图5为铸态钢中三类夹杂物的数量密度和类型百分比。由图5可知,铸态钢中三类夹杂物平均粒径存在显著差异,cao-sio
2-al2o
3-mgo型夹杂物》复合相夹杂物》mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物,绝大多数夹杂物等效粒径《4μm,粒径》6μm的夹杂物全部为cao-sio
2-al2o
3-mgo型夹杂物。
[0074]
图6为铸态钢中三类夹杂物长宽比分布与等效粒径的关系。由图6可知,铸态钢中三类夹杂物的平均长宽比均随粒径减小而略有增加,但各组夹杂物平均长宽比均《1.5,绝大多数夹杂物的长宽比《2。
[0075]
图7、图8、图9为经过变形温度为1200℃、压缩率为50%、应变速率为1s-1
的热压缩后,钢中典型夹杂物的形貌。其中图7为cao-sio
2-al2o
3-mgo型单相夹杂物,图8为mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物,图9为cao-sio
2-al2o
3-mgo + mgo-al2o
3-tio
x-cr2o
3-mno型复合相夹杂物。
[0076]
其成分见下表4、表5和表6所示:表4
ꢀꢀ
热压缩后cao-sio
2-al2o
3-mgo型单相夹杂物成分
[0077] 表5
ꢀꢀ
热压缩后mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物成分
[0078] 表6
ꢀꢀ
热压缩后复合相夹杂物成分
[0079]
由图7、图8、图9可知,经过变形温度为1200℃、压缩率为50%、应变速率为1s-1
的热压缩后,cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物中的cao-sio
2-al2o
3-mgo相能够沿钢基体变形方向充分延伸而不会破裂,而mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物、复合相夹杂物中的mgo-al2o
3-tio
x-cr2o
3-mno相和mgo-sio2富集区没有发生明显变形,说明不同类型夹杂物的变形能力存在显著差异。
[0080]
图10、图11和图12依次为经过不同变形温度、不同压缩率和不同应变速率的热压缩后,三类夹杂物的粒径分布和数量密度。经过不同变形温度、压缩率和应变速率的热压缩后,三类夹杂物的粒径分布和数量密度没有发生显著变化,说明在实验过程中夹杂物没有因为固相反应发生显著改变。
[0081]
图13、图14和图15依次为不同变形温度、不同压缩率和不同应变速率的热压缩后,三类夹杂物的长宽比分布。mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物在所有条件下均没有明显变形,其平均长宽比始终《1.5。如图13所示,cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的平均长宽比和标准差随变形温度升高而显著增大,变形温度为1200 ℃时其平均长宽比接近3.2和2.2,而变形温度为1000 ℃时基本不变形,说明升高温度有利于促进cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物变形。
[0082]
如图14所示,cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的平均长宽比和标准差随压缩率增大而显著增大,压缩率为75%时标准差非常大的原因是,增大压缩率只增大了部分易变形夹杂物的变形程度,而无法促进更多夹杂物变形。
[0083]
如图15所示,cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的平均长宽比和标准差随应变速率增大而略有增大,应变速率为10s-1
时复合相夹杂物的平均长宽比与cao-sio
2-al2o
3-mgo型夹杂物接近而标准差没有明显增大,说明增大应变速率可能促进了更多夹杂物变形。
[0084]
图16为factsage计算得到的与钢基体平衡的夹杂物随温度变化的关系。
[0085]
根据factsage 8.1的计算结果,当温度高于1650℃时,钢中夹杂物主要为c2s相,其成分与实际夹杂物中的cao-sio2富集区接近;slag相为cao-sio
2-al2o
3-mgo-tio
x-cro
x-mno体系的液态氧化物,实际夹杂物中的cao-sio
2-al2o
3-mgo相接近;spinel相在1500 ℃左右析出,其组成可写作(mg, mn)(al, ti, cr)2o4,与实际夹杂物中的mgo-al2o
3-tio
x-cr2o
3-mno相接近;tin和caal2si2o8析出温度较低,因此在铸坯和经短暂加热的样品中基本不存在。slag相中的ca几乎全部来自c2s相,说明随着温度降低c2s相会逐渐转化为slag相,因此实际夹杂物中的cao-sio2富集区几乎总是被cao-sio
2-al2o
3-mgo相包裹;实际夹杂物中的mgo-sio2富集区可能来自耐火材料,因此在热力学计算中没有与之对应的相,热力学不稳定因此mgo-sio2富集区也会被cao-sio
2-al2o
3-mgo相包裹并逐渐转化为cao-sio
2-al2o
3-mgo相。
[0086]
为了衡量和预测夹杂物在热轧过程中的变形能力,分别计算了夹杂物的室温杨氏
模量、固液相线温度和变形温度下的液化率。
[0087]
芦塚正博提出了通过平均原子体积计算同类型氧化物室温杨氏模量的方法:
[0088]
其中e是室温下的杨氏模量(gpa),v是平均原子体积(10-6
m3·
mol-1
),k1和k2是与晶体结构有关的常数。v可由以下公式得出:
[0089]
其中m是氧化物的摩尔质量(kg
•
mol-1
),ρ是氧化物的密度(kg
•
m-3
),n是氧化物分子中的原子数目。
[0090]
代入文献中mgo、al2o3、sio2、cao、ti2o3、cr2o3[28],mno、fe2o3、mgo
•
al2o3、mgo
•
sio2、cao
•
mgo
•
2sio2、2cao
•
al2o3•
sio2、cao
•
al2o3•
2sio2和cao
•
sio2的室温杨氏模量和平均原子体积,得到线性关系:
[0091]
以上除cao和mgo外均符合该规律,这是因为cao和mgo是离子晶体,结构与其他氧化物不同,但含cao和mgo的复合氧化物不是离子晶体,因此可以通过该方法计算复合氧化物的室温杨氏模量。
[0092]
使用回归方程计算了钢中夹杂物的室温杨氏模量,其中复合氧化物的密度由以下公式获得:
[0093]
其中ρ
cm
是复合氧化物的密度(kg
•
m-3
),ρi是纯氧化物i的密度(kg
•
m-3
),ωi是纯氧化物i在复合氧化物中的质量分数。
[0094]
图17为氧化物室温杨氏模量与平均原子体积的关系。
[0095]
图18、图19、图20依次为1200 ℃热压缩后cao-sio
2-al2o
3-mgo, mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物和cao-sio
2-al2o
3-mgo + mgo-al2o
3-tiox-cr2o
3-mno型复合相夹杂物的室温杨氏模量与长宽比的关系。
[0096]
由图18、图19、图20可知,cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的长宽比均随室温杨氏模量的减小而增大。长宽比》3的mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物占比少于总数的1%,其数据有较大浮动故忽略,可以认为它们基本不变形。然而,三种类型夹杂物的杨氏模量存在显著差异,mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物》复合相夹杂物》cao-sio
2-al2o
3-mgo型夹杂物,最易变形(长宽比》5)的复合相夹杂物与难变形(长宽比《1.5)的cao-sio
2-al2o
3-mgo型夹杂物具有接近的室温杨氏模量,因此该方法无法衡量不同类型夹杂物的变形能力。
[0097]
如图21、图22、图23、图24、图25、图26所示,根据factsage 8.1的计算结果,经1200℃压缩后cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的长宽比均随固相线温度降低而增大,但与液相线温度没有显著关系。绝大多数(》99%)的mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物长宽比均《3,可以认为它们基本不变形,其固相线温度通常高于1200℃。然而,对于cao-sio
2-al2o
3-mgo型夹杂物,固相线温度低于1200℃时通常可以变形(长宽比》3),而对于复合相夹杂物,即使长宽比《1.5的夹杂物,固相线温度通常也低于1200℃,因此该方法无法衡量不同类型夹杂物的变形能力。
[0098]
本技术提出一种新的方法来衡量氧化物夹杂在高温(1200℃)下的变形能力,由于钢基体在此温度下变形应力很小,认为只有液化和软化的夹杂物氧化物夹杂才能在热加工过程中变形。对于1200℃下液化的夹杂物,其变形应力接近于0,在加工过程中能够任意变形,对于1300℃下液化的夹杂物,其在1200℃下很可能已经软化,在加工过程中很可能能够变形。
[0099]
对于cao-sio
2-al2o
3-mgo型单相夹杂物和mgo-al2o
3-tio
x-cr2o
3-mno型单相夹杂物,其在1473 k(1200 ℃)和1573 k(1300 ℃)下液化率可直接由factsage 8.1计算获得。而对于复合相夹杂物,提出以下公式用于计算其液化率:
[0100]
其中l
mi
是复合相夹杂物的液化率(%),a
mi
是复合相夹杂物的面积(μm2),li是相i的液化率(%),ai是复合相夹杂物中相i的面积(μ积2)。夹杂物的变形能力应取决于其中可变形部分(熔化或软化)所占的体积,而在统计中夹杂物的体积分数可近似为面积分数。
[0101]
如图27、图28、图29、图30、图31、图32所示,经1200℃压缩后cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的长宽比均随液化率升高而增大,长宽比》3的夹杂物1200℃下的平均液化率均高于40%,1300℃下的平均液化率均高于60%;而mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物1200℃和1300℃下液化率都很低,因此其基本不变形。
[0102]
此后,使用样品t-11中的检测结果对上述方法进行了验证,结果如图33和图34所示。经1100℃压缩后cao-sio
2-al2o
3-mgo型夹杂物和复合相夹杂物的长宽比均随液化率升高而增大,长宽比》3的夹杂物1100℃下的平均液化率均高于35%,1200℃下的平均液化率均高于60%;而mgo-al2o
3-tio
x-cr2o
3-mno型夹杂物1100℃和1200℃下液化率都很低,因此其基本不变形。1100℃与1200℃压缩结果的些许差异主要是因为钢基体的变形应力随温度降低而升高,对于不同的钢基体属性和热轧温度,可以通过实验得到各自的用于预测夹杂物变形能力的液化率指标。
[0103]
基于以上结果,认为液化率能够用于预测不同类型夹杂物在热加工过程中的变形能力,计算结果与实验现象吻合较好,明显优于通过室温杨氏模量和固液相线温度进行预测。由此证明,该方法对于预测430铁素体不锈钢中夹杂物在热轧过程中的变形能力具有很好的有效性和适用性,具有重要的实验和生产指导作用及良好的应用推广前景。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1