一种测量薄片晶圆翘曲的方法与流程
1.本发明涉及半导体技术领域,特别涉及一种测量薄片晶圆翘曲的方法。
背景技术:
2.功率器件应用于计算机领域、网络通信领域、消费电子领域、工业控制领域等。功率器件为降低阻抗提高散热性能在背金工艺制程中需要对晶圆进行研磨减薄,减薄后的晶圆(即薄片晶圆)容易发生变形、翘曲等问题,若变形、翘曲严重时机台会出现报警停机。
3.目前,通常采用塞规量测薄片晶圆的翘曲,但是这种量测方式不能反映薄片晶圆在机台上跑货时翘曲的情况。另外,由于翘曲大的缘故容易造成晶圆碎片的风险,因此不能采用传统的厚片晶圆(减薄前的晶圆)所使用的量测机台进行量测,且厚片晶圆翘曲的量测一般需要支撑厚片晶圆背面的中间区域,而背金制程中薄片晶圆正面朝下,机台在接触薄片晶圆时一般都是在薄片晶圆的边缘,这样一方面不能反映薄片晶圆在机台里面的翘曲,另一方面厚片晶圆的量测机台中可能会造成薄片晶圆表面的擦伤,而目前并未有合适的量测机台来表征薄片晶圆的翘曲。另外,薄片晶圆在机台运行过程中翘曲的产生的主要因素为重力原因,而现有的量测方式无法真实反映出薄片晶圆在机台中的翘曲程度,不能提前预判薄片晶圆的翘曲程度是否对机台造成影响,也无法准确评判机台对薄片晶圆的跑货能力。
技术实现要素:
4.本发明的目的在于,提供一种测量薄片晶圆翘曲的方法,可以快速量测薄片晶圆的翘曲,并真实反映出薄片晶圆的翘曲程度,减少宕机并提升产能。
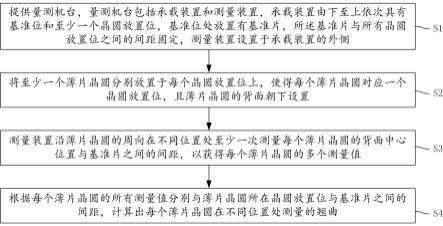
5.为了解决上述问题,本发明提供一种测量薄片晶圆翘曲的方法,包括以下步骤:步骤s1:提供量测机台,所述量测机台包括承载装置和测量装置,所述承载装置由下至上依次具有基准位和至少一个晶圆放置位,所述基准位处放置有基准片,所述基准片与所有所述晶圆放置位之间的间距固定,所述测量装置设置于所述承载装置的外侧;步骤s2:将至少一个薄片晶圆分别放置于每个所述晶圆放置位上,使得每个所述薄片晶圆对应一个所述晶圆放置位,且所述薄片晶圆的背面朝下设置;步骤s3:所述测量装置沿所述薄片晶圆的周向在不同位置处至少一次测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的多个测量值;以及步骤s4:根据每个所述薄片晶圆的所有所述测量值分别与所述薄片晶圆所在所述晶圆放置位与所述基准片之间的间距,计算出每个所述薄片晶圆在不同位置处测量的翘曲。
6.可选的,所述测量装置包括扫射直线光源、光线接收屏和计算模块,所述扫射直线光源和光线接收屏正对设置在所述承载装置的两侧,所述扫射直线光源发出的光线与所述光线接收屏垂直设置,使得所述扫射直线光源发出的光线垂直入射至所述光线接收屏上,
所述计算模块用于记录所述扫射直线光源的光线扫射至所述光线接收屏上的位置。
7.进一步的,所述扫射直线光源能够上下移动。
8.进一步的,所述承载装置可旋转和/或所述测量装置绕所述承载装置可旋转。
9.进一步的,步骤s3包括:s31:所述扫射直线光源从所述基准片的下方由下至上移动并开始扫射,其中,所述扫射直线光源发出的光线与所述薄片晶圆在所述基准片上投影靠近所述薄片晶圆的圆心;s32:所述测量装置在第一位置处,测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的第一个测量值;以及s33:至少一次旋转所述承载装置和/或所述测量装置,并重复步骤s31和步骤s32,使得所述扫射直线光源的光线能够在不同位置处测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,并获得每个所述薄片晶圆的至少一个测量值。
10.进一步的,s32包括:当所述扫射直线光源移动至所述基准片的上表面时,光线开始被所述光线接收屏接收,同时所述计算模块开始记录初始高度;当所述扫射直线光源移动至第一个晶圆放置位时,光线被第一个薄片晶圆挡住,所述光线接收屏接收不到光线,此时,所述计算模块记录第一个薄片晶圆的第一个测量值;所述扫射直线光源继续向上移动至第二个晶圆放置位时,光线被第二个所述薄片晶圆挡住,所述光线接收屏接收不到光线,此时,所述计算模块记录第二个薄片晶圆的第一个测量值;以及所述扫射直线光源继续向上移动,并得到剩余薄片晶圆的第一测量值。
11.进一步的,所述扫射直线光源发出的光线与所述薄片晶圆在所述基准片上投影经过所述薄片晶圆的圆心。
12.可选的,在步骤s4之后,还包括:选择各所述薄片晶圆翘曲最小并且取值最稳定的位置,并对所述薄片晶圆进行记录录入。
13.可选的,所述基准片为厚片晶圆。
14.与现有技术相比,本发明具有以下有益效果:本发明提供一种测量薄片晶圆翘曲的方法,包括以下步骤:步骤s1:提供量测机台,所述量测机台包括承载装置和测量装置,所述承载装置由下至上依次具有基准位和至少一个晶圆放置位,所述基准位处放置有基准片,所述基准片与所有所述晶圆放置位之间的间距固定,所述测量装置设置于所述承载装置的外侧;步骤s2:将至少一个薄片晶圆分别放置于每个所述晶圆放置位上,使得每个所述薄片晶圆对应一个所述晶圆放置位,且所述薄片晶圆的背面朝下设置;步骤s3:所述测量装置沿所述薄片晶圆的周向在不同位置处至少一次测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的多个测量值;以及步骤s4:根据每个所述薄片晶圆的所有所述测量值分别与所述薄片晶圆所在所述晶圆放置位与所述基准片之间的间距,计算出每个所述薄片晶圆在不同位置处测量的翘曲,以快速量测薄片晶圆的翘曲,并真实反映出薄片晶圆的翘曲程度,减少宕机并提升产能。
附图说明
15.图1为本发明一实施例提供的一种测量薄片晶圆翘曲的方法的流程示意图;图2-3为本发明一实施例提供的薄片晶圆置于承载装置上时的结构示意图;图4为本发明一实施例提供的薄片晶圆与扫射直线光源的光线之间的位置关系的结构示意图。
16.附图标记说明:10-承载装置;11-基准片;20-薄片晶圆;21-第一薄片晶圆;22-第二薄片晶圆;31-扫射直线光源;32-光线接收屏;a-notch角。
具体实施方式
17.以下将对本发明的一种测量薄片晶圆翘曲的方法作进一步的详细描述。下面将参照附图对本发明进行更详细的描述,其中表示了本发明的优选实施例,应该理解本领域技术人员可以修改在此描述的本发明而仍然实现本发明的有利效果。因此,下列描述应当被理解为对于本领域技术人员的广泛知道,而并不作为对本发明的限制。
18.为了清楚,不描述实际实施例的全部特征。在下列描述中,不详细描述公知的功能和结构,因为它们会使本发明由于不必要的细节而混乱。应当认为在任何实际实施例的开发中,必须做出大量实施细节以实现开发者的特定目标,例如按照有关系统或有关商业的限制,由一个实施例改变为另一个实施例。另外,应当认为这种开发工作可能是复杂和耗费时间的,但是对于本领域技术人员来说仅仅是常规工作。
19.为使本发明的目的、特征更明显易懂,下面结合附图对本发明的具体实施方式作进一步的说明。需说明的是,附图均采用非常简化的形式且均使用非精准的比率,仅用以方便、明晰地辅助说明本发明实施例的目的。
20.图1为本实施例提供的一种测量薄片晶圆翘曲的方法的流程示意图。如图1所示,本实施例提供一种测量薄片晶圆翘曲的方法,包括以下步骤:步骤s1:提供量测机台,所述量测机台包括承载装置和测量装置,所述承载装置由下至上依次具有基准位和至少一个晶圆放置位,所述基准位处放置有基准片,所述基准片与所有所述晶圆放置位之间的间距固定,所述测量装置设置于所述承载装置的外侧;步骤s2:将至少一个薄片晶圆分别放置于每个所述晶圆放置位上,使得每个所述薄片晶圆对应一个所述晶圆放置位,且所述薄片晶圆的背面朝下设置;步骤s3:所述测量装置沿所述薄片晶圆的周向在不同位置处至少一次测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的多个测量值;以及步骤s4:根据每个所述薄片晶圆的所有所述测量值分别与所述薄片晶圆所在所述晶圆放置位与所述基准片之间的间距,计算出每个所述薄片晶圆在不同位置处测量的翘曲。
21.以下结合图2-4对本实施例提供的一种测量薄片晶圆翘曲的方法进行详细说明。
22.如图2-3所示,首先执行步骤s1:提供量测机台,所述量测机台包括承载装置10和测量装置,所述承载装置10由下至上依次具有基准位和至少一个晶圆放置位,所述基准位处放置有基准片,所述基准片11与所有所述晶圆放置位之间的间距固定,所述测量装置设
置于所述承载装置10的外侧。
23.所述承载装置10包括基准位和位于所述基准位上多个晶圆放置位,所有所述晶圆放置位以固定间隔由下至上依次排列,使得每个所述晶圆放置位与所述基准片11之间的间距固定。其中,所述晶圆放置位用于放置需量测的薄片晶圆。
24.在本实施例中,所述承载装置10包括基准位和位于所述基准位上的两个晶圆放置位,例如分别为第一晶圆放置位和第二晶圆放置位,所述第一晶圆放置位位于所述基准位和第二晶圆放置位之间,所述第一晶圆放置位和基准片11之间的间距为d1,所述基准片11和第二晶圆放置位之间的间距为d2。所述基准片11例如是厚片晶圆(即减薄前的晶圆),所述第一晶圆放置位和第二晶圆放置位分别可以放置薄片晶圆(即减薄后的晶圆)。
25.所述测量装置包括扫射直线光源31、光线接收屏32和计算模块,所述扫射直线光源31和光线接收屏32正对设置在所述承载装置10的两侧,所述扫射直线光源31发出的光线与所述光线接收屏32垂直设置,使得所述扫射直线光源31发出的光线可以垂直入射至所述光线接收屏32上,所述扫射直线光源31可以上下移动。所述计算模块用于记录所述扫射直线光源31的光线扫射至所述光线接收屏32上的位置。
26.在本实施例中,所述承载装置10可以旋转和/或所述测量装置可以绕所述承载装置10旋转。
27.请继续参阅图2-3,接着执行步骤s2,将至少一个薄片晶圆分别放置于每个所述晶圆放置位上,每个所述薄片晶圆对应一个所述晶圆放置位,且所述薄片晶圆的背面朝下设置。
28.所述薄片晶圆包括相对设置的正面和背面,其中,所述背面为厚片晶圆在减薄工艺中的减薄面。
29.在本实施例中,将两个薄片晶圆(即第一薄片晶圆21和第二薄片晶圆22)分别放置在两个晶圆放置位,即将第一薄片晶圆21放置在第一晶圆放置位,将第二薄片晶圆22放置在第二晶圆放置位,且所述第一薄片晶圆21的背面和第二薄片晶圆22的背面均朝下(即朝向所述基准片11)。
30.如图4所示,同时请参阅图2-3,接着执行步骤s3,所述测量装置沿所述薄片晶圆的周向在不同位置处至少一次测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的多个测量值。
31.本步骤具体包括:步骤s31,所述扫射直线光源31从所述基准片的下方由下至上的移动并开始扫射,且所述扫射直线光源31发出的光线与所述薄片晶圆在所述基准片11上投影靠近所述薄片晶圆的圆心,优选的,所述扫射直线光源31发出的光线与所述薄片晶圆在所述基准片11上投影经过所述薄片晶圆的圆心,此时,所述扫射直线光源31发出的光线与所述薄片晶圆的notch角a之间的夹角为第一夹角,所述第一夹角可以是0
°
,也可以不是0
°
。
32.步骤s32,所述测量装置在第一位置处,测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的第一个测量值。具体的,当所述扫射直线光源31移动至所述基准片11的上表面时,光线开始被所述光线接收屏32接收,同时所述计算模块开始记录初始高度;当所述扫射直线光源31移动至第一个晶圆放置位时,光线被第一个薄片晶圆挡住,所述光线接收屏32接收不到光线,此时,所述计算模块记录第一个薄
片晶圆的第一个测量值;所述扫射直线光源31继续向上移动至第二个晶圆放置位时,光线被第二个所述薄片晶圆挡住,所述光线接收屏32接收不到光线,此时,所述计算模块记录第二个薄片晶圆的第一个测量值;以及所述扫射直线光源31继续向上移动,并得到剩余薄片晶圆的第一测量值。
33.在本实施例中,当所述扫射直线光源31移动至所述基准片的上表面时,光线开始被所述光线接收屏32接收,同时所述计算模块记录开始记录初始高度,当所述扫射直线光源31移动至第一晶圆放置位时,光线被第一薄片晶圆21挡住,所述光线接收屏32接收不到光线,此时,计算模块记录第一薄片晶圆21的第一个测量值d1,所述扫射直线光源31继续向上移动,接着光线被第二薄片晶圆22挡住,所述光线接收屏32接收不到光线,此时,计算模块记录第二薄片晶圆22的第一个测量值d2。
34.步骤s33,至少一次旋转所述承载装置10和/或所述测量装置,重复步骤s31和步骤s32,使得所述扫射直线光源31的光线能够在与所述薄片晶圆20的切口角(即notch角)a之间在不同夹角处测量每个所述薄片晶圆20的背面中心位置与所述基准片11之间的间距,并获得每个所述薄片晶圆20的至少一个测量值。
35.在本实施例中,一次旋转所述承载装置10和/或所述测量装置,使得所述扫射直线光源31在与所述薄片晶圆的切口角(即notch角)a之间在第二夹角处,重复步骤s31和步骤s32,以在第二夹角处测量每个所述薄片晶圆的背面中心位置与所述基准片11之间的间距,并获得个所述薄片晶圆的第二个测量值,即本实施例中的第一薄片晶圆21的第二个测量值d1'、第二薄片晶圆22的第二个测量值d2'。
36.接着执行步骤s4,根据每个所述薄片晶圆的所有测量值分别与所述薄片晶圆所在晶圆放置位与所述基准片11之间固定的间距,计算出每个所述薄片晶圆在不同位置处测量的翘曲,快速量测薄片晶圆的翘曲,并真实反映出薄片晶圆的翘曲程度。
37.在本实施例中,根据所述第一晶圆放置位和基准片11之间的间距d1、所述基准片11和第二晶圆放置位之间的间距d2、第一薄片晶圆21的第一个测量值d1、第二薄片晶圆22的第一个测量值d2、第一薄片晶圆21的第二个测量值d1'、第二薄片晶圆22的第二个测量值d2',计算两个薄片晶圆分别在第一夹角位置处和第二夹角位置处的翘曲,即第一薄片晶圆21在第一夹角位置处的翘曲w1以及在第二夹角位置处的翘曲w1',第二薄片晶圆22在第一夹角位置处的翘曲w2以及在第二夹角位置处的翘曲w2'。也就是,w1= d1
‑ꢀ
d1;w1'= d1
‑ꢀ
d1';w2= d2
‑ꢀ
d2;w2'= d2
‑ꢀ
d2'。
38.接着,选择各薄片晶圆翘曲最小并且取值最稳定的位置,并对所述薄片晶圆进行mapping(即记录录入),以使得薄片晶圆可以一次性mapping成功,从而减少宕机并提升产能。
39.以厚片晶圆置于foup(晶舟)中作为基准片为例,1个待量测的薄片晶圆置于离厚片晶圆距离已知(20cm)的位置处,量测出厚片晶圆和薄片晶圆之间的距离,以得到测量值,再用20cm减去测量值即为薄片晶圆在该角度位置的翘曲,依此方法旋转薄片晶圆至需要量测的多个位置处,找出薄片晶圆的翘曲中最小并且取值最稳定的位置,并将所有测量后的薄片晶圆放在foup中固定位置,这样根据找出的薄片晶圆的翘曲中最小并且取值最稳定的位置对薄片晶圆进行mapping,可以一次性mapping成功。
40.综上所述,本发明提供一种测量薄片晶圆翘曲的方法,包括以下步骤:步骤s1:提供量测机台,所述量测机台包括承载装置和测量装置,所述承载装置由下至上依次具有基准位和至少一个晶圆放置位,所述基准位处放置有基准片,所述基准片与所有所述晶圆放置位之间的间距固定,所述测量装置设置于所述承载装置的外侧;步骤s2:将至少一个薄片晶圆分别放置于每个所述晶圆放置位上,使得每个所述薄片晶圆对应一个所述晶圆放置位,且所述薄片晶圆的背面朝下设置;步骤s3:所述测量装置沿所述薄片晶圆的周向在不同位置处至少一次测量每个所述薄片晶圆的背面中心位置与所述基准片之间的间距,以获得每个所述薄片晶圆的多个测量值;以及步骤s4:根据每个所述薄片晶圆的所有所述测量值分别与所述薄片晶圆所在所述晶圆放置位与所述基准片之间的间距,计算出每个所述薄片晶圆在不同位置处测量的翘曲,以快速量测薄片晶圆的翘曲,并真实反映出薄片晶圆的翘曲程度,减少宕机并提升产能。
41.此外,需要说明的是,除非特别说明或者指出,否则说明书中的术语
ꢀ“
第一”、“第二”等的描述仅仅用于区分说明书中的各个组件、元素、步骤等,而不是用于表示各个组件、元素、步骤之间的逻辑关系或者顺序关系等。
42.可以理解的是,虽然本发明已以较佳实施例披露如上,然而上述实施例并非用以限定本发明。对于任何熟悉本领域的技术人员而言,在不脱离本发明技术方案范围情况下,都可利用上述揭示的技术内容对本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1