一种钢轨焊缝轨底打磨凹陷的检测方法及装置与流程
本发明涉及钢轨焊接质量检测,特别涉及一种钢轨焊缝轨底打磨凹陷的检测方法及装置。
背景技术:
1、钢轨焊接基地在钢轨焊接后需要对钢轨进行焊接整形和外形精整等打磨工序,根据tb/t 1632.1《钢轨焊接第1部分:通用技术条件》的标准要求,对母材的打磨深度宜小于0.5mm。钢轨的焊缝为铁路轨道的薄弱环节,当打磨量过大时,可能会造成焊缝拉开,严重时造成列车脱轨风险,因此有效监控焊缝轨底打磨后尺寸具有重要意义。
2、现有技术中,对于钢轨焊缝的检测方法主要是通过对钢轨廓形进行检测,以及对焊缝错边量、焊筋高度进行检测,以此判断焊缝质量是否合格。上述两种检测方法均未考虑焊缝轨底打磨凹陷对焊缝质量的影响。
3、有鉴于此,本发明人根据多年从事本领域和相关领域的生产设计经验,经过反复试验设计出一种钢轨焊缝轨底打磨凹陷的检测方法及装置,以期解决现有技术存在的问题。
技术实现思路
1、本发明的目的在于提供一种钢轨焊缝轨底打磨凹陷的检测方法及装置,能够快速判断焊缝轨底打磨凹陷对钢轨接头寿命的影响。
2、为达到上述目的,本发明提出一种钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,所述检测方法包括:
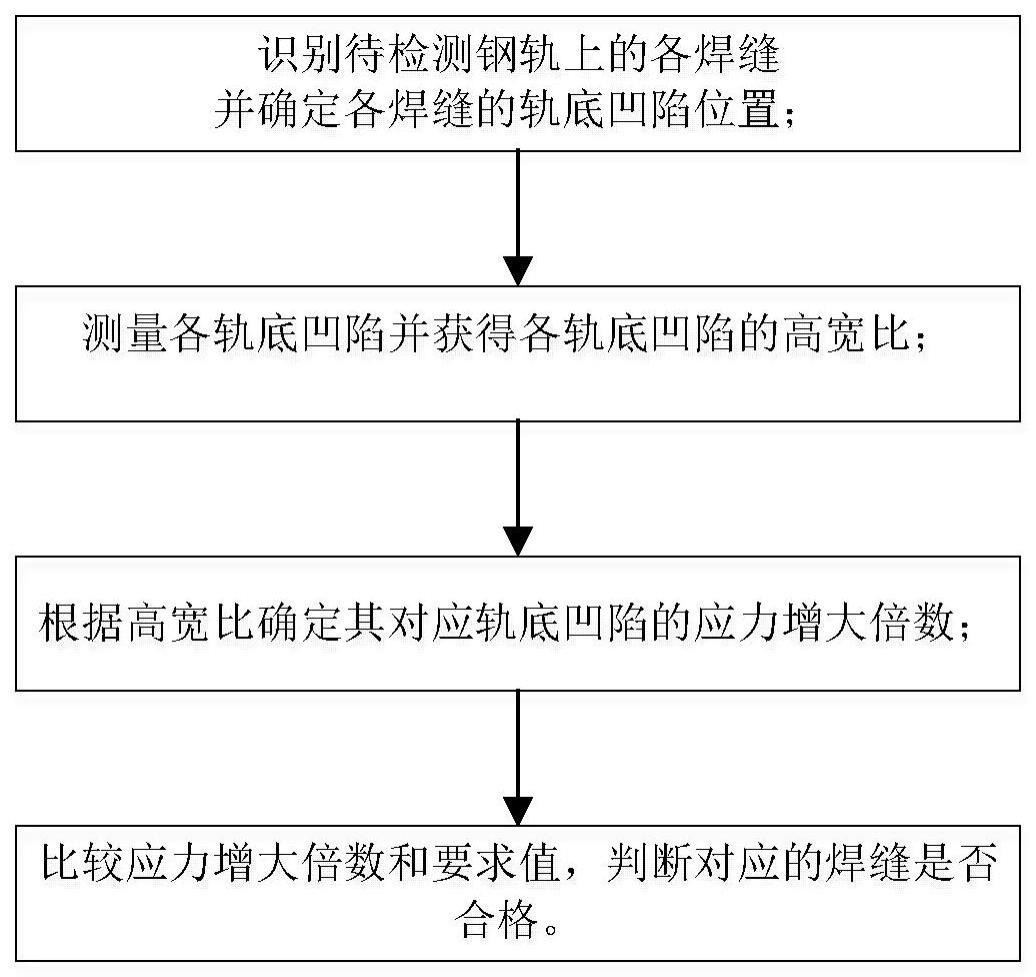
3、识别待检测钢轨上的各焊缝并确定各所述焊缝的轨底凹陷位置;
4、测量各所述轨底凹陷并获得各所述轨底凹陷的高宽比;
5、根据所述高宽比确定其对应轨底凹陷的应力增大倍数;
6、比较所述应力增大倍数和要求值,判断对应的所述焊缝是否合格。
7、本发明还提出一种钢轨焊缝轨底打磨凹陷的检测装置,其中,所述检测装置包括:
8、焊缝识别单元,用于识别待检测钢轨上的各焊缝并确定各所述焊缝的轨底凹陷位置;
9、检测单元,用于测量各所述轨底凹陷并获得各所述轨底凹陷的高宽比;
10、计算单元,根据所述高宽比确定其对应轨底凹陷的应力增大倍数,比较所述应力增大倍数和要求值,并判断对应的所述焊缝是否合格。
11、本发明还提出一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如上所述的钢轨焊缝轨底打磨凹陷的检测方法。
12、本发明还提出一种计算机可读存储介质,其中,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上所述的钢轨焊缝轨底打磨凹陷的检测方法。
13、本发明还提出一种计算机程序产品,其中,所述计算机程序产品包括计算机程序,所述计算机程序被处理器执行时实现如上所述的钢轨焊缝轨底打磨凹陷的检测方法。
14、与现有技术相比,本发明具有以下特点和优点:
15、本发明提出的钢轨焊缝轨底打磨凹陷的检测方法及装置,充分考虑了焊缝打磨后轨底凹陷对焊缝质量的影响,对钢轨焊缝的轨底凹陷的高宽比进行检测,并通过检测到的高宽比判断焊缝是否合格。
技术特征:
1.一种钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,所述检测方法包括:
2.如权利要求1所述的钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,通过工业相机识别待检测钢轨上的各所述焊缝。
3.如权利要求2所述的钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,所述工业相机的帧率不低于30f/s,分辨率不低于1080p。
4.如权利要求1所述的钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,通过激光测距仪测量所述轨底凹陷的高度和宽度,根据所述高度和所述宽度计算所述高宽比。
5.如权利要求1所述的钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,根据所述高宽比确定其对应轨底凹陷的应力增大倍数,包括:
6.如权利要求1所述的钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,所述要求值为预设的应力增大倍数的阈值。
7.如权利要求6所述的钢轨焊缝轨底打磨凹陷的检测方法,其特征在于,所述应力增大倍数为所述轨底凹陷的应力值与平直轨底应力值的比值,当所述应力增大倍数超过1.1倍时,,则判断所述轨底凹陷不符合标准并发出报警提示。
8.一种钢轨焊缝轨底打磨凹陷的检测装置,其特征在于,所述检测方法包括:
9.如权利要求8所述的钢轨焊缝轨底打磨凹陷的检测装置,其特征在于,所述焊缝识别单元为工业相机。
10.如权利要求8所述的钢轨焊缝轨底打磨凹陷的检测装置,其特征在于,所述检测单元包括支架和至少两个激光测距仪,两个所述激光测距仪安装在所述支架上并分别位于待检测钢轨的两侧。
11.一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至7任一所述的钢轨焊缝轨底打磨凹陷的检测方法。
12.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现权利要求1至7任一所述的钢轨焊缝轨底打磨凹陷的检测方法。
13.一种计算机程序产品,其特征在于,所述计算机程序产品包括计算机程序,所述计算机程序被处理器执行时实现权利要求1至7任一所述的钢轨焊缝轨底打磨凹陷的检测方法。
技术总结
本发明提出一种钢轨焊缝轨底打磨凹陷的检测方法及装置,涉及钢轨焊接质量检测技术领域,该检测方法包括:识别待检测钢轨上的各焊缝并确定各所述焊缝的轨底凹陷位置;测量各所述轨底凹陷并获得各所述轨底凹陷的高宽比;根据所述高宽比确定其对应轨底凹陷的应力增大倍数;比较所述应力增大倍数和要求值,判断对应的所述焊缝是否合格。本发明提出的钢轨焊缝轨底打磨凹陷的检测方法及装置,能够快速判断焊缝轨底打磨凹陷对钢轨接头寿命的影响。
技术研发人员:王玉婷,徐超,吕晶,杨其全,许鑫,张倩,胡杰,王晨阳,孙旭文,王雪娜,曹欣旺,冯博宇
受保护的技术使用者:中国铁道科学研究院集团有限公司金属及化学研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!