移动式管道环形焊缝质量检测装置及检测方法
本发明属于管道质量检测的,尤其涉及一种移动式管道环形焊缝质量检测装置及检测方法。
背景技术:
1、在人们的工作和生活中,管道的使用十分普遍,在日常生活中使用的管道包括:饮用水管道、煤气管道等,工业企业使用的管道包括:蒸汽管道、输油管道、天然气管道等。由于大部分管道在使用时,管道内部存在高压,有些工业管道使用时的工作压力更高,因此对于管道的质量要求较高。为了减少和避免安全事故的发生,施工人员对管道焊接质量的控制和检测十分严格。
2、目前,管道的对接大多采用环形焊接方式,施工人员对管道环形焊缝的焊接质量检测主要采用无损检查的方法,无损检测是通过采用无损检测仪,检测管道环形焊缝的内部和表面是否存在焊接缺陷。由于管道距离长,焊接量大,当手动操作对管道环形焊缝逐个检测时,焊缝检测的速度慢、耗时长。因此,人们希望采用专用的检测装置对管道焊缝进行检测。现有的管道焊缝检测装置虽然提高了检测速度,但由于无法区别管道本体和管道焊缝,因此在得到的检测数据中,只有少部分数据是管道焊缝的检测数据,工作人员需要花费大量的时间和精力进行筛选,导致数据筛选工作量大、工作效率低的问题。如果使用专用检测装置进行长距离管道焊缝的检测,存在检测成本高的问题。
3、因此,如何解决现有管道焊缝检测装置,存在数据筛选工作量大、工作效率低、检测成本高的问题,成为人们亟待解决的问题。
技术实现思路
1、鉴于此,本发明公开提供了一种移动式管道环形焊缝质量检测装置及检测方法,以至少解决现有管道焊缝检测装置,存在数据筛选工作量大、工作效率低以及检测成本高等问题。
2、本发明提供了一种移动式管道环形焊缝质量检测装置,包括:动力机构、万向节和检测机构;
3、所述动力机构上设置有探测装置和行走装置,所述探测装置用于探测环形焊缝;
4、所述检测机构上设置有检测器和从动装置,所述检测器用于检测环形焊缝的质量;
5、所述万向节的一端与所述动力机构连接,所述万向节的另一端与所述检测机构连接;
6、所述动力机构中的探测装置与所述检测机构中检测器的控制电路电性连接。
7、作为上述方案的进一步描述,所述探测装置包括:控制器和探测器;
8、所述探测器设置于所述动力机构的壳体外部,用于探测环形焊缝;所述控制器设置于所述动力机构的壳体内部,所述控制器的输入端与所述探测器的输出端电性连接,所述控制器的输出端与所述检测器的控制电路电性连接。
9、作为上述方案的进一步描述,所述探测器的个数为多个,且多个所述探测器分别沿着所述动力机构的壳体周向间隔设置。
10、作为上述方案的进一步描述,所述检测器具有工作状态和非工作状态,当探测装置检测到管道的环形焊缝时,探测装置向检测器发送唤醒信号,此时检测器处于正常工作状态;当检测器进入工作状态经过预定时间后,检测器自动切换为低功耗非工作状态。
11、作为上述方案的进一步描述,所述行走装置包括:主动行走单元、从动行走单元以及驱动电机;
12、所述主动行走单元包括:第一支架、主动车轴以及两个主动车轮;所述第一支架设置有两个,每个所述第一支架的顶端与所述动力机构的壳体底部固定连接,所述主动车轴与两个所述第一支架的下端转动连接,且在两个第一支架之间的主动车轴上还设置有第一齿轮,两个所述主动车轮分别套装于所述主动车轴的两端;
13、所述从动行走单元包括:第二支架、从动车轴以及两个从动车轮;所述第二支架的上端与所述动力机构的底部固定连接,所述从动车轴与所述第二支架的下端转动连接,两个所述从动车轮套装于所述从动车轴的两端;
14、所述驱动电机设置在动力机构的壳体内,所述驱动电机的转动轴上设置有转动杆,所述转动杆的底部设置有传动齿轮,所述转动杆向下伸出动力机构的壳体,且转动杆的底部传动齿轮与所述主动车轴上的第一齿轮相啮合。
15、作为上述方案的进一步描述,所述从动装置包括:第三支架、第三转轴以及两个第三车轮;所述第三支架设置有两个,每个所述第三支架的上端与所述检测机构的壳体底部固定连接,所述第三转轴与所述第三支架的下端转动连接,两个所述第三车轮分别套装于所述第三转轴的两端。
16、作为上述方案的进一步描述,还包括:两个定位装置,两个所述定位装置分别与所述动力机构的壳体顶部以及所述检测机构的壳体顶部固定连接;
17、且每个所述定位装置均包括:支撑杆以及第四车轮;所述支撑杆的下端分别与对应的动力机构的顶部或检测机构的顶部固定连接,所述第四车轮转动安装于所述支撑杆的上端。
18、作为上述方案的进一步描述,所述传动齿轮和第一齿轮为锥形齿轮;多个所述探测器之间的间隔角度为30°。
19、一种管道环形焊缝的质量检测方法,所述方法使用于上述的管道环形焊缝检测装置,包括如下步骤:
20、步骤一:将管道环形焊缝检测装置放入管道中,启动驱动电机,使得管道环形焊缝检测装置在管道内沿管道的轴向进行移动,且管道环形焊缝检测装置中的检测器处于断电状态;
21、步骤二:当多个所述探测器均探测到管道中的环形焊缝时,探测装置向检测器发送唤醒信号,检测器进入工作状态,并对接收的环形焊缝数据进行处理,判断焊缝质量;
22、步骤三:重复步骤二,直至整个管道检测完毕。
23、作为上述方案的进一步描述,所述步骤二检测器进入工作状态时,若探测装置在10秒内无唤醒信号发送,则检测器自动动进入低功耗非工作状态。则检测器自动动进入低功耗非工作状态。
24、优点及效果
25、本发明提供的移动式管道环形焊缝质量检测装置,由动力机构、万向节以及检测机构组成,其中,动力机构和检测机构通过万向节连接成一个整体,通过在动力机构设置有行走装置,使得动力机构能够带动检测机构一同在管道内沿轴向移动。通过在动力机构设置的探测装置确定环形焊缝位置,当多个探测装置均探测到焊缝时,向检测器发送唤醒信号,检测器开启进行数据采集,否则检测器一直处于低功耗非工作状态,进而确保了检测器收集的检测数据均为环形焊缝的检测数据,无需进行后续的数据筛分,进而提高了工作效率。此外,该移动式管道环形焊缝质量检测装置中的检测器由于无需全程开启,因此,可降低检测装置的整体能耗,进而降低检测成本。
26、本发明提供的一种管道环形焊缝的质量检测方法,该方法使用了上述的移动式管道环形焊缝质量检测装置,具有数据筛选工作量小、工作效率高等优点。
27、附图说明
28、此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
29、为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
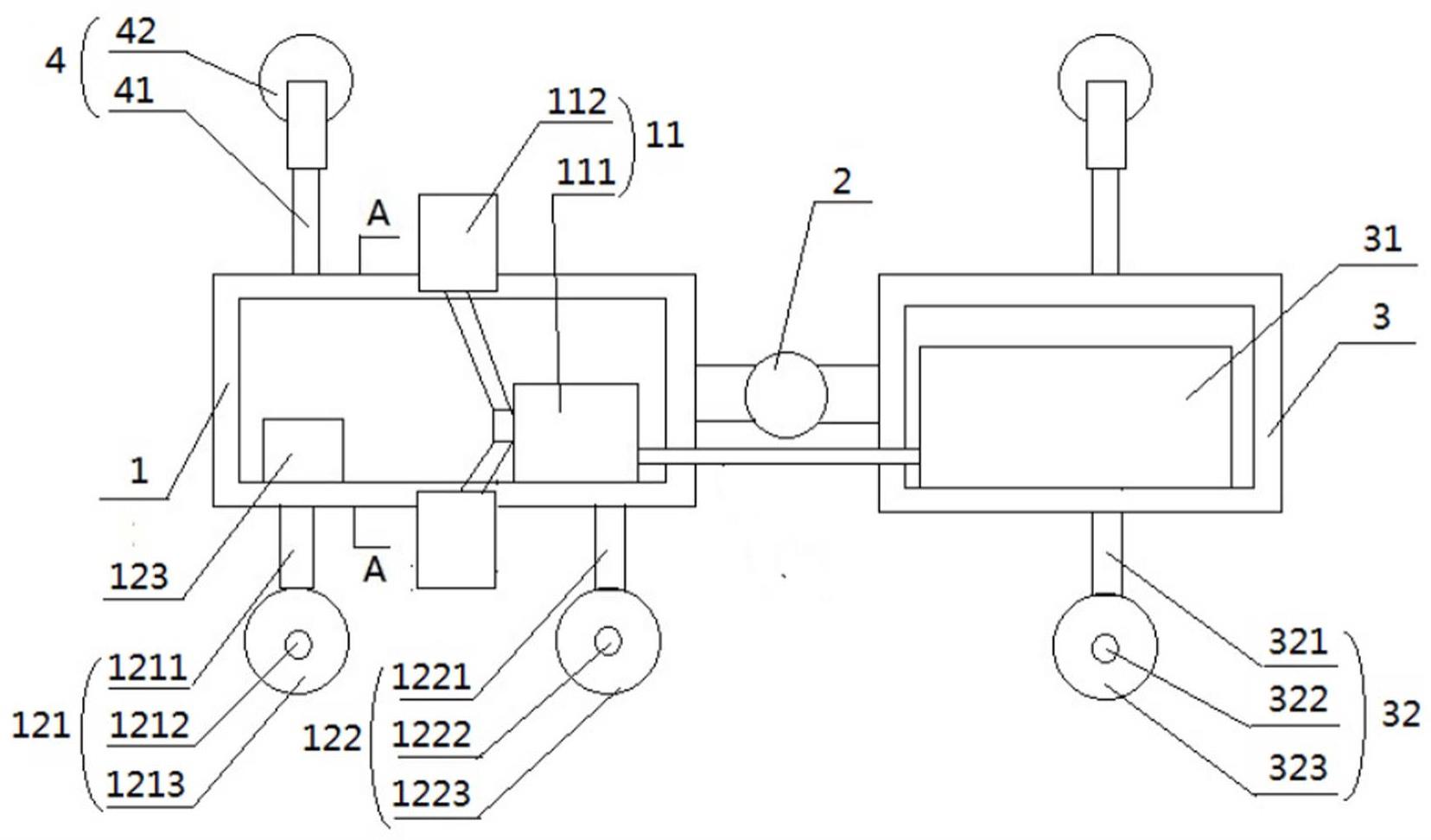
30、图1为本发明公开实施例的一种移动式管道环形焊缝质量检测装置的结构示意图;
31、图2为本发明公开实施例的一种移动式管道环形焊缝质量检测装置的a-a刨面图;
32、图3为本发明公开实施例的检测器的控制原理图。
- 还没有人留言评论。精彩留言会获得点赞!