一种导轨毛坯件检测装置及检测方法
本申请涉及天窗导轨毛坯件,具体涉及一种导轨毛坯件检测装置及检测方法。
背景技术:
1、天窗导轨毛坯件用于制造生产导轨成品,该导轨成品广泛应用于汽车等交通工具中,导轨毛坯件的直线度是指元件两侧的延伸方向是否在同一条直线上,其是判断毛坯件性能优良的指标;
2、现有技术中,申请号为cn202211144649.1的专利中在导轨毛坯进入冲压生产线前,未设置检测其直线度的环节,所以未能及时将缺陷毛坯件剔除,这导致缺陷毛坯件混入生产线,会产生毛坯件无法适配冲压生产线内冲压槽等情况,降低生产效率,浪费生产资源。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,本申请旨在提供导轨毛坯件检测装置及检测方法。
2、第一方面本申请提供导轨毛坯件检测装置,用于在导轨毛坯件进入下一生产线前检测其性能,包括:
3、基座本体,所述基座本体设于所述生产线入口侧;
4、检测平台,所述检测平台设于所述基座本体上,且可沿第一方向在所述基座本体上滑动,所述检测平台远离所述基座本体侧设有待检测导轨毛坯组,所述导轨毛坯组包括沿所述第一方向分布排列的两个导轨毛坯件,各所述导轨毛坯件的延伸方向为第二方向,所述第二方向与所述第一方向垂直;
5、第一传感组件,所述第一传感组件设于所述检测平台远离所述基座本体侧且沿所述第一方向设于所述导轨毛坯组的两侧,所述第一传感组件用于检测各所述导轨毛坯件的直线度;
6、第一驱动组件,所述第一驱动组件用于在所述直线度满足生产要求的情况下驱动所述检测平台向靠近所述生产线侧滑动,之后所述导轨毛坯组被运送至所述生产线上。
7、根据本申请实施例提供的技术方案,所述基座本体与所述生产线之间具有第一空间,所述第一空间内设有抓取组件;所述检测平台具有第一状态和第二状态,当处于所述第一状态下,所述检测平台置于所述基座本体上,当处于所述第二状态下,所述检测平台置于所述第一空间内,此时所述抓取组件可抓取所述导轨毛坯组进入所述生产线;所述第一驱动组件驱动所述检测平台滑动从而在所述第一状态和所述第二状态之间切换。
8、根据本申请实施例提供的技术方案,所述检测平台远离所述基座本体侧设有第二传感组件,所述第二传感组件沿所述第二方向设于各所述导轨毛坯件的两端,所述第二传感组件用于检测各所述导轨毛坯件的长度;当所述检测平台能由所述第一状态切换至所述第二状态时,所述导轨毛坯件的长度符合装配要求。
9、根据本申请实施例提供的技术方案,所述检测平台远离所述基座本体侧设有第三传感组件,所述第三传感组件用于检测各所述导轨毛坯件上是否设有第一锥形孔,所述第一锥形孔用于向所述导轨毛坯件装配其他部件;当所述检测平台能由所述第一状态切换至所述第二状态时,各所述导轨毛坯件上设有所述第一锥形孔。
10、根据本申请实施例提供的技术方案,所述检测平台上设有沿所述第一方向分布设置的两个支撑元件,各所述支撑元件远离所述检测平台上设有多个第一吸盘,各所述第一吸盘远离所述支撑元件侧设有所述导轨毛坯件,所述第一吸盘用于吸紧所述导轨毛坯件。
11、根据本申请实施例提供的技术方案,所述检测平台远离所述基座本体侧设有第一夹紧件,所述第一夹紧件沿所述第二方向设于各所述导轨毛坯件的两端,所述第一夹紧件用于固定所述导轨毛坯件。
12、根据本申请实施例提供的技术方案,所述第一驱动组件包括:
13、第一滑板,所述第一滑板设于所述检测平台靠近所述基座本体侧,所述第一滑板远离所述检测平台侧且沿所述第二方向分布设有两个第一滑块;
14、两个第一滑轨,所述第一滑轨设于所述基座本体靠近所述检测平台侧,各所述第一滑轨的延伸方向为所述第一方向,各所述第一滑块在与其相应的所述第一滑轨上滑动并带动所述检测平台滑动;
15、第一推杆,所述第一推杆用于推动所述第一滑板滑动。
16、根据本申请实施例提供的技术方案,各所述第一滑轨远离所述生产线侧设有第一限位件,所述第一限位件用于限制所述第一滑动板从所述第一滑轨中脱出。
17、根据本申请实施例提供的技术方案,所述检测平台远离所述基座本体侧设有指示组件,所述指示组件用于指示所述检测平台处于所述第一状态或所述第二状态。
18、第二方面本申请提供一种导轨毛坯件检测装置的检测方法,包括如下步骤:
19、s101.放置标准导轨毛坯件于所述承载面上;
20、s102.启动所述第一传感组件进行标定,获取所述直线度标准值;
21、s103.取下所述标准导轨毛坯件,放置待检测的所述导轨毛坯件于所述承载面上;
22、s104.获取待检测的所述导轨毛坯件的所述直线度;
23、s105.设定满足生产需求的标准公差;
24、s106.判断所述导轨毛坯件的所述直线度与直线度标准值的差值绝对值小于或等于所述标准公差,发出推动信号;
25、s107.所述第一驱动组件响应所述推动信号,将所述检测平台向靠近所述生产线侧推动。
26、综上所述,本申请提出一种导轨毛坯件的检测装置及检测方法,该装置用于在导轨毛坯件进入下一生产线前检测其性能,下一生产线为冲压生产线,是导轨毛坯件生产为导轨成品的必要环节,该装置包括基座本体设于生产线入口侧,检测平台设于基座本体上,且可沿第一方向在基座本体上滑动,检测平台远离基座本体侧设有待检测导轨毛坯组,导轨毛坯组包括沿第一方向分布排列的两个导轨毛坯件,各导轨毛坯件的延伸方向为第二方向,第一传感组件设于检测平台远离基座本体侧且沿第一方向设于导轨毛坯组的两侧,用于检测各导轨毛坯件的直线度,第一驱动组件用于驱动所述检测平台滑动,该方案在导轨毛坯件进入冲压生产线前对其直线度进行预检测,及时剔除缺陷毛坯件,提高生产效率,充分利用生产资源。
技术特征:
1.一种导轨毛坯件检测装置,用于在导轨毛坯件进入生产线(21)前检测其性能,其特征在于,包括:
2.根据权利要求1所述的导轨毛坯件检测装置,其特征在于:所述基座本体(1)与所述生产线(21)之间具有第一空间,所述第一空间内设有抓取组件(20);所述检测平台(2)具有第一状态和第二状态,当处于所述第一状态下,所述检测平台(2)置于所述基座本体(1)上,当处于所述第二状态下,所述检测平台(2)置于所述第一空间内,此时所述抓取组件(20)可抓取所述导轨毛坯组进入所述生产线(21);所述第一驱动组件驱动所述检测平台(2)滑动从而在所述第一状态和所述第二状态之间切换。
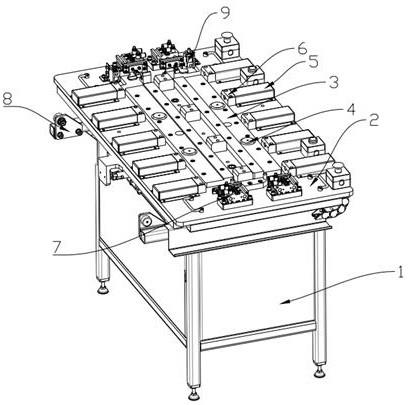
3.根据权利要求2所述的导轨毛坯件检测装置,其特征在于:所述检测平台(2)远离所述基座本体(1)侧设有第二传感组件(9),所述第二传感组件(9)沿所述第二方向设于各所述导轨毛坯件(22)的两端,所述第二传感组件(9)用于检测各所述导轨毛坯件(22)的长度;当所述检测平台(2)能由所述第一状态切换至所述第二状态时,所述导轨毛坯件(22)的长度符合装配要求。
4.根据权利要求3所述的导轨毛坯件检测装置,其特征在于:所述检测平台(2)远离所述基座本体(1)侧设有第三传感组件(15),所述第三传感组件(15)用于检测各所述导轨毛坯件(22)上是否设有第一锥形孔,所述第一锥形孔用于向所述导轨毛坯件(22)装配其他部件;当所述检测平台(2)能由所述第一状态切换至所述第二状态时,各所述导轨毛坯件(22)上设有所述第一锥形孔。
5.根据权利要求1所述的导轨毛坯件检测装置,其特征在于:所述检测平台(2)上设有沿所述第一方向分布设置的两个支撑元件(3),各所述支撑元件(3)远离所述检测平台(2)上设有多个第一吸盘(4),各所述第一吸盘(4)远离所述支撑元件(3)侧设有所述导轨毛坯件(22),所述第一吸盘(4)用于吸紧所述导轨毛坯件(22)。
6.根据权利要求5所述的导轨毛坯件检测装置,其特征在于:所述检测平台(2)远离所述基座本体(1)侧设有第一夹紧件(7),所述第一夹紧件(7)沿所述第二方向设于各所述导轨毛坯件(22)的两端,所述第一夹紧件(7)用于固定所述导轨毛坯件(22)。
7.根据权利要求1所述的导轨毛坯件检测装置,其特征在于,所述第一驱动组件包括:
8.根据权利要求7所述的导轨毛坯件检测装置,其特征在于:各所述第一滑轨(13)远离所述生产线(21)侧设有第一限位件(8),所述第一限位件(8)用于限制所述第一滑动板从所述第一滑轨(13)中脱出。
9.根据权利要求2所述的导轨毛坯件检测装置,其特征在于:所述检测平台(2)远离所述基座本体(1)侧设有指示组件(19),所述指示组件(19)用于指示所述检测平台(2)处于所述第一状态或所述第二状态。
10.一种权利要求1-9任一项中所述的导轨毛坯件检测装置的检测方法,其特征在于,包括如下步骤:
技术总结
本申请提供一种导轨毛坯件检测装置及检测方法,该装置用于在导轨毛坯进入下一生产线前检测其性能,包括基座本体设于生产线入口侧,检测平台设于基座本体上,且可沿第一方向在基座本体上滑动,检测平台远离基座本体侧设有待检测导轨毛坯组,延伸方向为第二方向,第一传感组件设于检测平台远离基座本体侧且沿第一方向设于导轨毛坯组的两侧,用于检测各导轨毛坯件的直线度,第一驱动组件用于当直线度满足生产要求时驱动检测平台向靠近生产线侧滑动,之后导轨毛坯组被运送至所述生产线上,该方案在导轨毛坯件进入冲压生产线前对其直线度进行预检测,及时剔除缺陷毛坯件,提高生产效率,充分利用生产资源。
技术研发人员:刘宝华,赵保亚,张增良
受保护的技术使用者:北华航天工业学院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!