一种移载旋转装置及检测装置的制作方法
本发明涉及产品自动化生产设备领域,具体涉及一种移载旋转装置及检测装置。
背景技术:
1、在自动化生产设备领域,通常通过治具来对工件进行移载,具体为工件装设于治具的连接上;在某些产品的自动化生产中,为方便检测或加工,需要对连接件进行旋转以带动工件旋转,现有技术中,通过一个治具配套一个与连接件止转配合的驱动件来实现,这就导致成本较高;但若仅在对应工位处设置驱动件,那么治具移载过程中可能会因为机台震动或其他原因导致连接件转动,从而导致工件转动,得不到理想的加工状况或检测状况。
技术实现思路
1、本发明的目的在于克服背景技术中存在的上述缺陷或问题,提供一种移载旋转装置及检测装置。
2、为达成上述目的,本发明采用如下技术方案:
3、方案一,一种移载旋转装置,其用于将工件移送至基座上的工作位,并驱动位于工作位的工件转动;包括:
4、治具,其包括座体、连接件、顶块和复位件,所述座体适于相对所述基座运动以将所述工件移送至所述工作位,所述连接件与所述基座转动连接并适于与所述工件可拆卸地连接,其转动轴线被配置为与工件的转动轴线重合;所述连接件设有第一配合部和至少一个第二配合部,所述第一配合部位于所述连接件沿其转动轴线的一端;所述顶块沿与所述转动轴线相交的方向相对所述座体滑动于第一位置和第二位置,所述顶块设有第三配合部和第四配合部,所述第三配合部与所述第一配合部同一朝向,所述第四配合部在所述顶块运动至第一位置时与所述第二配合部止转配合以使所述连接件无法转动,并在顶块运动至第二位置时远离所述第二配合部以允许所述连接件转动;所述复位件位于所述移载件与所述顶块间,以向所述顶块施加使其保持于第一位置的弹性力;
5、驱动装置,其包括第一驱动件、第二驱动件和推块,所述第一驱动件固接于所述基座靠近所述工作位的位置,所述第一驱动件用于驱动所述第二驱动件和所述推块沿位于所述工作位的工件的转动轴线方向运动,以使所述第二驱动件的输出端与所述第一配合部建立止转配合关系,并使所述推块通过与所述第三配合部斜面配合驱动所述顶块克服所述复位件的弹性力运动至第二位置,所述第二驱动件适于驱动所述连接件带动所述工件转动。
6、方案二,基于方案一,所述连接件设有止转部,所述止转部表现为凸起或者凹槽,所述止转部适于与所述工件止转连接,以使得所述连接件带动所述工件转动。
7、方案三,基于方案二,所述连接件还包括固定部,所述固定部包括两个相互间隔的固定片,所述固定部适于插入所述工件的孔中并使两所述固定片间的间隔减小,两所述固定片在各自的复位力的作用下紧抵所述工件的孔壁以固定所述工件。
8、方案四,一种检测装置,其适于对继电器半成品进行移载并检测,所述继电器半成品包括基体、线圈和引脚;所述基体还设有沿其转动轴线的方向延伸的铁芯孔,所述线圈绕其转动轴线缠绕于所述基体并与所述引脚电连接;所述基体沿其转动轴线的正侧装设有所述引脚;所述沿其转动轴线的背侧包括止转面和脱料槽,所述脱料槽表现为凹槽且开口于所述基体的周面;所述基体的侧面还设有标识;包括
9、如方案一至方案三任一项所述的一种移载旋转装置;和
10、线扫检测机构,其包括线扫相机,所述线扫相机的接收光线与所述继电器半成品位于线扫工位时的转动轴线相垂直,所述线扫相机适于在所述第二驱动件驱动所述连接件并带动所述继电器半成品转动的整圈图像,以对所述继电器半成品的线圈外观进行检测。
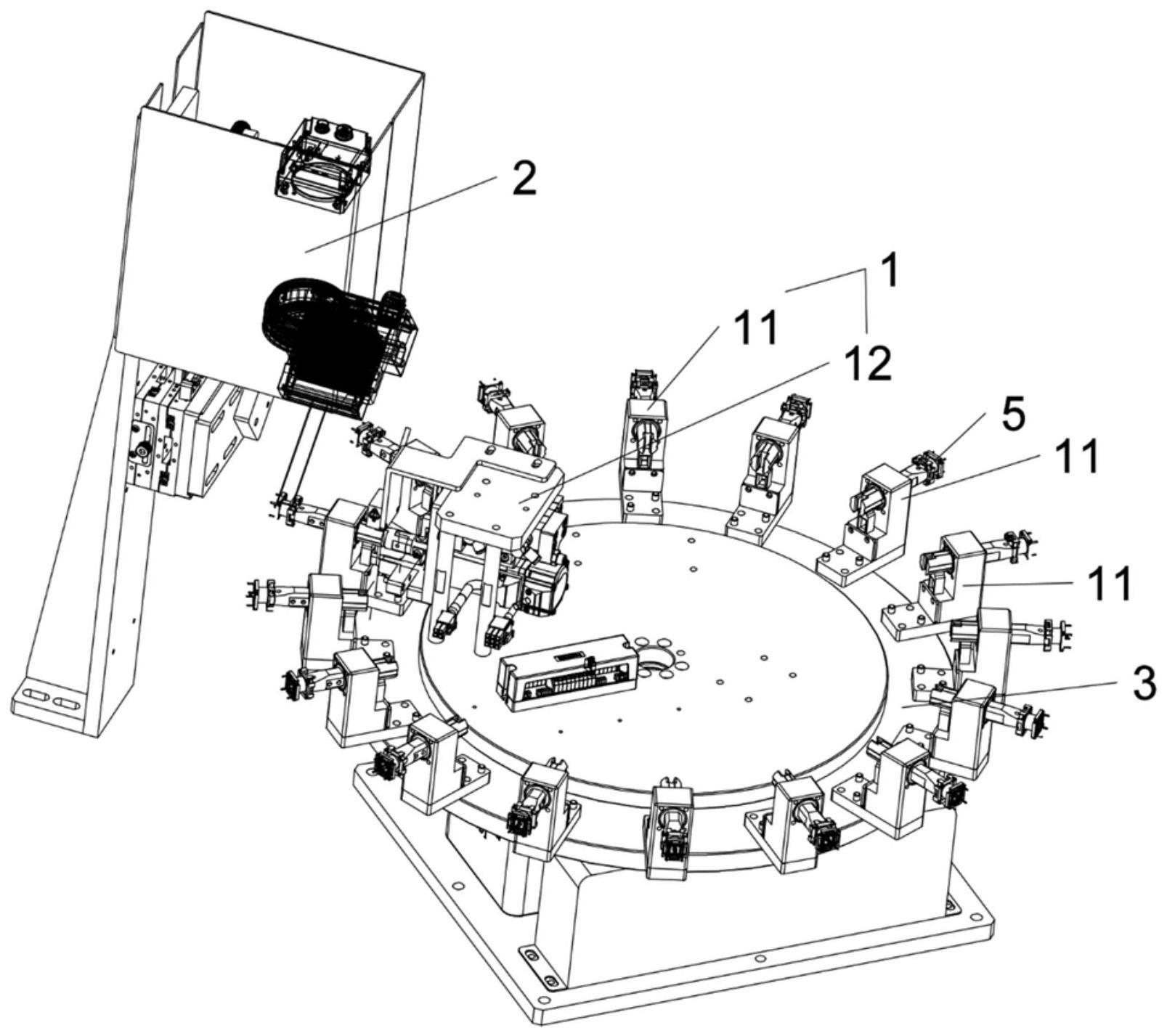
11、方案五,基于方案四,还包括多工位转盘、上料机构、ok品下料机构和ng品下料机构;所述治具数量若干并对应所述多工位转盘的各工位一一设置;
12、所述上料机构用于将所述继电器半成品装设于上料工位的所述治具上;
13、所述ok品下料机构适于对所述继电器半成品的外观判定为ok时对该所述继电器半成品进行下料;
14、所述ng品下料机构适于对所述继电器半成品的外观判定为ng时对该所述继电器半成品进行下料。
15、方案六,基于方案五,所述ok品下料机构包括第一运动件、第二运动件和移载板;所述第一运动件适于驱动所述第二运动件沿位于ok品下料工位的继电器半成品的转动轴线方向运动;所述移载板设有座落面和凸设于所述座落面的脱料凸块、第一导向板、第二导向板和限位板,所述第一导向板和所述第二导向板相向间隔设置,所述限位板与所述脱料凸块相向间隔设置,所述第二运动件适于驱动所述移载板沿竖直方向相对所述继电器半成品运动于第三位置;于所述第三位置时,所述座落面供所述继电器半成品座落且所述脱料凸块插入所述脱料槽,所述第一运动件适于在所述移载板于所述第三位置时,驱动所述第二运动件沿该转动轴线方向并沿远离所述治具的方向运动以使所述脱料凸块将所述继电器半成品由所述治具上推出。
16、方案七,基于方案六,所述脱料凸块的数量为多个,各所述脱料凸块沿垂直于转动轴线和竖直方向的第二方向布设,所述第一导向板、所述第二导向板和所述限位板数量与所述脱料凸块适配;所述ok品下料机构还包括第三运动件,所述第三运动件适于驱动所述第一运动件沿第二方向运动以切换各所述脱料凸块与所述ok品下料工位的继电器半成品对应。
17、方案八,基于方案五,还包括第一检测机构、第二检测机构、第三检测机构、第四检测机构、第五检测机构和第六检测机构;
18、所述第一检测机构适于获取所述基体的正面图像,以检测所述基体的注塑成型状况;
19、所述第二检测机构适于获取所述基体的背面图像,以检测所述基体与所述引脚的插接状况;所述第三检测机构适于获取所述基体的顶面图像,以检测所述基体是否变形和所述基体的标识以防止混料;
20、所述第四检测机构适于获取所述基体的顶面图像,以检测顶部的所述引脚的焊锡状况;
21、所述第五检测机构适于获取所述基体的底面图像,以检测底部的所述引脚的焊锡状况;
22、所述第六检测机构适于获取所述基体的顶面图像,以检测两个引脚是否与所述基体的背面角度垂直和所述线圈的直径。
23、方案九,基于方案八,所述驱动装置为两个,分别为第一驱动装置和第二驱动装置,所述第一驱动装置对应所述第三检测机构的工位设置以驱使与该工位对应的所述连接件转动并带动所述继电器半成品转动至使所述标识朝上;
24、所述第二驱动件对应线扫工位设置并被配置为驱使与该工位对应的所述连接件转动360°的基础上继续转动以使所述脱料槽于所述基体的周面的开口朝下。
25、方案十,基于方案九,还包括相互电连接的传感器、控制器和报警器,所述第一配合部表现为止转槽,所述止转槽两端延伸至所述连接件的周面;所述传感器的时序位于所述ok品下料机构所对应的时序之前在所述第六检测机构所对应的时序之后,所述传感器通过检测与所述止转槽的距离,以检测所述脱料槽于所述基体的周面的开口是否朝下,并在所述脱料槽于所述基体的周面的开口不朝下时发出警告信号,所述控制器接收所述警告信号时控制所述报警器报警并暂停所述检测装置。
26、由上述对本发明的描述可知,相对于现有技术,本发明具有的如下有益效果:
27、1、方案一,第一驱动件用于驱动第二驱动件和推块沿位于工作位的工件的转动轴线方向运动,从而使得第二驱动件的输出端朝向连接件运动,并且与第一配合部建立止转配合关系。且推块也朝向顶块滑动,直至通过与第三配合部斜面配合从而驱动顶块克服复位件的弹性力运动至第二位置,通过斜面作用,对顶块施加竖直向下的分量的力,从而使得顶块能运动至第二位置,此时,第二驱动件可以驱动连接件带动工件转动从而实现检测或者加工。
28、当第一驱动件带动第二驱动件和推块沿远离治具的方向滑动时,第二驱动件的输出端和推块脱离治具,从而使得治具能够随多工位转盘继续移载,不会与驱动装置形成干涉,此时通过复位件作用,顶块自动复位至锁定状态,治具再继续移载的过程中,连接件不会转动,则工件不会转动,不影响后续工位的进行。
29、第一驱动件同时带动第二驱动件和推块同时滑动,相比第二驱动件和推块独自滑动更加节省能源。并且驱动装置只要在对应工位设置即可,无需与治具一一对应,节省成本。
30、2、方案二,连接件设有止转部,止转部适于与工件止转连接,止转部表现为凹槽或凸起,从而与工件实现止转配合关系,以使得连接件带动工件转动,实现止转的同时方便工件安装或脱出于连接件,在特定场合,止转部还实现支撑的作用。
31、3、方案三,固定部插入工件的孔中从而实现对工件的支撑,并且增加工件于固定部的装配力,防止轻易脱离。
32、4、方案四,一种检测装置,该检测装置包括上述的一种移载旋转装置和线扫检测机构,其包括线扫相机,线扫相机的接收光线与继电器半成品位于线扫工位时的转动轴线相垂直,从而使得获取整个线圈的图像,当治具于线扫工位时,第二驱动件驱动连接件并带动继电器半成品,线扫相机获取整圈图像,以对继电器半成品的线圈外观进行检测,从而防止线圈外观上有赃物、锡焊导致最终产品导电不良或易损的问题。
33、5、方案五,还包括多工位转盘、上料机构、ok品下料机构和ng品下料机构;治具数量若干并对应多工位转盘的各工位一一设置,多工位转盘结构紧凑,占地空间小。上料机构用于将继电器半成品装设于上料工位的治具上并使止转面与止转部止转配合、固定部插入铁芯孔中;ok品下料机构和ng品下料机构从而对产品进行分类,从而实现自动化生产。
34、6、方案六,采用脱料凸块将继电器半成品由治具上推出的方式,其可以预先工件的下方进行等待,只需上移和后退两个步骤即可将工件脱离,相比机械手需要上移(或前进)、夹住和后退步骤更少,效率更高,且不会夹坏工件。
35、7、方案七,脱料凸块的数量为多个,第三运动件适于驱动第一运动件沿第二方向运动以切换各脱料凸块与ok品下料工位的继电器半成品对应,从而可收集多个ok品后进行统一移载至ok品放置处,节省能源。
36、8、方案八,第一检测机构保证基体无白边,从而保证基体强度;第二检测机构防止引脚在后续过程中脱落;第三检测机构防止混料导致ok品下料机构的干涉和防止产品变形导致后续的装配问题;第四检测机构、第五检测机构防止导电不良;第六检测机构防止引脚弯折导致后续装配时的断裂和防止线圈多绕或少绕导致同一产品的磁通量不同;从而对半成品继电器干涉进行相应检测,已在半成品阶段控制产品质量,防止ng品流至后续流程导致的工艺浪费。
37、9、方案九,驱动装置为两个,分别为第一驱动装置和第二驱动装置,第一驱动装置对应第三检测机构的工位设置以驱使与该工位对应的连接件转动并带动继电器半成品转动至使标识朝上以便后续的检测机构能够从上方或下方获取想要的图像,更加方便。第二驱动件对应线扫工位设置并被配置为驱使与该工位对应的连接件转动360°的基础上继续转动以使脱料槽于基体的周面的开口朝下,从而防止ok品下料机构与半成品继电器干涉。
38、10、方案十,通过设置传感器,防止中途断电、停机等导致的半成品继电器姿态不对,而后续没有驱动装置进行调整,当到达ok品下料工位时,ok品下料机构与半成品继电器干涉,导致损坏。
- 还没有人留言评论。精彩留言会获得点赞!