一种具有韧窝的风洞整流罩及其制造方法
本发明涉及风洞整流罩领域,尤其涉及一种具备低阻力和低噪声特性的带有韧窝分布的风洞整流罩及其制造方法。
背景技术:
1、风洞整流罩是风洞风扇段的最重要部件之一,风洞整流罩可以控制风洞内气流的流动,通过控制其表面气流的边界层,抑制边界层分离,减小边界层厚度,可以减小风扇段出口处湍流强度,减小气流旋转幅度,使风洞试验段得到稳定且均匀的气流,对提升风扇段内部全流场品质具有显著作用。
2、随着人们对风洞技术的要求的进一步提高,不仅想要提升流场品质,还期望能进一步降低风洞内噪声。因此人们对风洞整流罩的要求也随之提高。传统的整流罩的整流和降噪能力有限,其中尤其是降噪能力较差。传统的整流罩尾迹气流扰动明显,且存在有湍流,故当尾迹流经风扇时,尾迹与风扇的相互作用明显,产生一定的噪声,对风洞试验的精确度具有影响。
3、为了解决整流罩的降噪能力,现有技术提供了如下方案。一种方案为在整流罩中敷设声学覆盖层(即多孔材料),该方案使用低密度、高孔隙率的多孔材料来吸音降噪,作为被动噪声控制手段来吸收噪声能量,从而实现整流罩的降噪。另一种方案使用有源声控制和结构声主动控制技术,作为主动噪声控制手段来控制噪声,从而实现整流罩的降噪。这些整流罩降噪技术的应用,必然导致整流罩整体质量的增加与有效载荷质量的下降,并且不论是被动降噪技术还是主动降噪技术都会大幅提高整流罩的造价。对于上述方案而言,为了满足整流罩降噪要求,其制造工艺都较为复杂,制造成本高,不利于大规模生产。且上述方案使得整流罩的整体质量增大,不便于安装和使用。综上,现有技术的整流罩工艺复杂、成本高、整体质量大、安装使用不便,无法推广应用。
4、因此,目前,本领域需要对于能够起到有效降低整流罩噪音,提升流场品质,提供稳定均匀气流作用的风洞整流罩装置。
技术实现思路
1、为了解决上述问题,根据本发明的实施方式提供了一种具有韧窝的风洞整流罩及其制造方法。
2、本发明的实施方式提供了一种具有韧窝的风洞整流罩,其实现了减小气动阻力和降低气动噪音能力,且整体质量低、制造工艺简单、制造成本低。
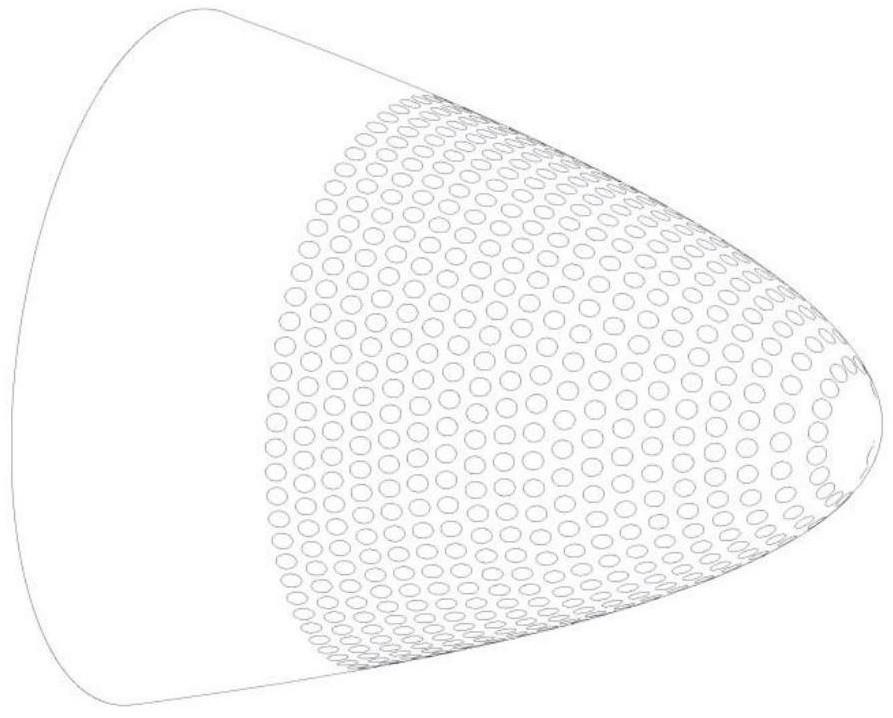
3、风洞整流罩由头罩和尾罩构成,风洞整流罩的头罩和尾罩组成一流线型旋成体,根据本发明的实施方式在整流罩的头罩上形成韧窝。整流罩头罩是以幂函数r(x)=r*(x/l)n为母线绕轴线旋转一周生成的旋成体,x∈[0,l],n=1/2,r为整流罩头罩最大半径,l为整流罩头罩轴线长度,2r=l,并在该整流罩头罩的表面设置包括多个韧窝的韧窝带,韧窝带被布置为沿整流罩轴线方向,从整流罩头罩头部到尾部随着整流罩头罩的半径和周长增大,韧窝带所包括的韧窝数量相应地逐渐增加。韧窝带由在整流罩的表面沿周向(纬向)以带状分布的多个韧窝组成,所述韧窝为风洞整流罩的表面下凹的球面,韧窝的深度、宽度和距离由主体截面直径计算,靠近前缘(即,整流罩尖端前部)的韧窝尺寸较小,而分布在主体尾部的韧窝尺寸较大。在可选的实施方式中,共可设置约二十条韧窝带。
4、根据本发明的实施方式提供了一种具有韧窝的风洞整流罩,其中所述风洞整流罩包括头罩和尾罩,该头罩和尾罩组成一流线型旋成体,所述风洞整流罩的头罩的外轮廓为横截面从头罩的尖端前缘逐渐扩大到直径最大的尾端的钟形形状;所述风洞整流罩的头罩的表面设置有至少一条韧窝带,该韧窝带为沿风洞整流罩表面沿纬度周向成带状分布的多个韧窝,所述韧窝为从风洞整流罩的表面下凹形成的球面,分布在风洞整流罩表面的韧窝的尺寸与该韧窝所处风洞整流罩的位置的截面直径相对应,其中靠近风洞整流罩的尖端前缘的韧窝尺寸较小,且分布在风洞整流罩尾部的韧窝尺寸较大。
5、在可选的实施方式中,所述风洞整流罩的头罩外轮廓以幂函数r(x)=r*(x/l)n为母线绕轴线旋转一周生成旋成体,其中,x∈[0,l],n=1/2,r为整流罩最大半径,l为整流罩轴线长度,2r=l。
6、在可选的实施方式中,所述韧窝被设置成在风洞整流罩的不同位置分布的韧窝的尺寸与风洞整流罩的该位置处的半径成比例关系,包括韧窝的宽度,韧窝的深度及韧窝间距离的韧窝尺寸与该韧窝所位于风洞整流罩的位置处的横截面的关系为
7、b=0.0152·2r(x),
8、c=0.0828·2r(x),
9、k=0.0079·2r(x),
10、其中,c为韧窝的宽度,k为韧窝的深度,b为韧窝间距离,r(x)为风洞整流罩的截面半径。
11、在可选的实施方式中,每条韧窝带的韧窝数量由以下方式获得
12、
13、其中,α为表示韧窝在整流罩横截面上的弧度的一半对应的圆心角,c为韧窝宽度,k为韧窝深度,b为韧窝间距离,r(x)为风洞整流罩的截面半径,p为切削轮廓中心到旋转主体表面的距离。
14、在可选的实施方式中,相邻韧窝带间距h为沿纵向相邻的韧窝带的周向中心线之间的距离,该韧窝带间距为
15、
16、其中,c为韧窝宽度,b为韧窝间距离。
17、根据本发明的实施方式提供了一种具有韧窝的风洞整流罩的制造方法,包括以下步骤:铸造风洞整流罩,所述风洞整流罩包括头罩和尾罩,该头罩和尾罩组成流线型旋成体,所述风洞整流罩的头罩的外轮廓被制造为横截面从头罩的尖端前缘逐渐扩大到直径最大的尾端的钟形形状;形成韧窝,在所述风洞整流罩的头罩上通过切削方式形成从头罩的表面凹进的球面形韧窝,在头罩的表面沿纬度周向形成成带状分布的多个韧窝以构成韧窝带,分布在头罩的表面的韧窝的尺寸与该韧窝所处头罩的位置的截面直径相对应,其中靠近风洞整流罩的尖端前缘的韧窝尺寸较小,且分布在风洞整流罩尾部的韧窝尺寸较大。
18、在可选的实施方式中,铸造风洞整流罩步骤还包括:
19、所述风洞整流罩的头罩轮廓以幂函数r(x)=r*(x/l)n为母线绕轴线旋转一周生成旋成体制成,其中,x∈[0,l],n=1/2,r为整流罩最大半径,l为整流罩轴线长度,2r=l。
20、在可选的实施方式中,所述形成韧窝步骤还包括:
21、使用切削方式在头罩表面不同位置形成不同尺寸的韧窝,所述韧窝被形成为在风洞整流罩的不同位置分布的韧窝的尺寸与风洞整流罩的该位置处的半径成比例关系,包括韧窝的宽度,韧窝的深度及韧窝间距离的韧窝尺寸与该韧窝所位于风洞整流罩的位置处的横截面的关系为
22、b=0.0152·2r(x),
23、c=0.0828·2r(x),
24、k=0.0079·2r(x),
25、其中,c为韧窝的宽度,k为韧窝的深度,b为韧窝间距离,r(x)为头罩的截面半径;
26、每条韧窝带的韧窝数量由以下方式获得
27、
28、其中,α为表示韧窝在整流罩横截面上的弧度的一半对应的圆心角,c为韧窝宽度,k为韧窝深度,b为韧窝间距离,r(x)为风洞整流罩的截面半径,p为切削轮廓中心到旋转主体表面的距离;
29、在形成韧窝带时,相邻韧窝带间距h为沿纵向相邻的韧窝带的周向中心线之间的距离,该韧窝带间距为
30、
31、其中,c为韧窝宽度,b为韧窝间距离。
32、根据韧窝尺寸与整流罩半径的关系设计韧窝,可获得具有较好降噪效果的整流罩表面韧窝分布情况。带有韧窝的风洞整流罩,不同于在整流罩中敷设多孔材料的被动控制法以及使用有源声控制与振动主动控制的主动控制法,通过整流罩表面的韧窝设计,来实现对整流罩表面的边界层的控制,减小尾迹湍流强度,使得整流罩既能减小气动阻力还能实现气动噪声的控制。
33、根据本发明的实施方式提供的风洞整流罩具有至少以下优点,在风洞整流罩表面的韧窝设计,减小气动阻力,实现良好降噪效果,并且不需要额外的附加设备与附加材料,减轻结构重量,便于整流罩的安装与使用,且工艺简单,制造成本低,制造技术要求低,更易于发明的制造与推广。
- 还没有人留言评论。精彩留言会获得点赞!