排线的焊点检测装置的制作方法
本发明涉及检测设备,尤其是一种排线的焊点检测装置。
背景技术:
1、为实现连接器的电连接以及通讯,通常需要在连接器的电路板上焊接排线,而排线与电路板间焊点质量的好坏直接决定了连接器的性能。
2、为防止排线与电路板的焊接区域裸露,还会在排线的焊接位置区域粘贴保护纸,在焊点检测之前,需要先由人工将保护纸撕离,再由人工进行焊点检测。而基于大批量焊点排线百分百的完整检测的需求,需要投入的人工成本高。
技术实现思路
1、本发明的目的在于提供一种撕纸效率高的排线的焊点检测装置。
2、本发明的目的通过以下技术方案来实现:
3、一种排线的焊点检测装置,包括:
4、输送平台,所述输送平台用于承载和输送载具和所述载具上的电路板、排线,以及按照所述排线的焊点检测工序依次排列的
5、顶升杆,所述顶升杆至少部分设于所述输送平台的下方,所述顶升杆做上下升降运动以顶起所述排线的保护纸的边缘;
6、撕纸机构,所述撕纸机构设于所述输送平台的上方,所述撕纸机构包括夹持组件以及与所述夹持组件连接的第一驱动组件,所述第一驱动组件被配置为驱动所述夹持组件相对所述排线移动以撕离所述排线上的所述保护纸;
7、检测机构,所述检测机构用于对所述排线进行焊点检测。
8、作为本发明进一步改进的技术方案,所述夹持组件包括:
9、安装座;
10、第一夹持部件,所述第一夹持部件设于所述安装座的一端的底部;
11、第二夹持部件,所述第二夹持部件的中部与所述安装座的一端枢接,且所述第二夹持部件相对所述第一夹持部件开合设置;
12、第一驱动件,所述第一驱动件设于所述安装座的另一端,所述第一驱动件的输出端连接有连杆,所述连杆与所述第二夹持部件枢接,所述第一驱动件驱动所述第二夹持部件相对所述第一夹持部件转动。
13、作为本发明进一步改进的技术方案,所述安装座包括支撑主体,所述支撑主体与所述第一驱动组件连接,所述第一夹持部件沿相对于所述支撑主体远离的方向延伸。
14、作为本发明进一步改进的技术方案,所述第一夹持部件包括向靠近所述第二夹持部件方向延伸的第一夹持部,所述第二夹持部件包括向靠近所述第一夹持部件方向延伸的第二夹持部,所述第一夹持部和所述第二夹持部相互配合以夹持/松开所述保护纸。
15、作为本发明进一步改进的技术方案,所述第一驱动组件包括座体,所述座体形成“z”形,所述座体的底部连接至所述输送平台;
16、所述第一驱动组件还包括平移驱动件和连接组件,所述平移驱动件安装在所述座体的顶部,所述连接组件的一端与所述平移驱动件的输出端连接,另一端与所述安装座连接,所述第一夹持部件和所述第二夹持部件朝向所述平移驱动件设置。
17、作为本发明进一步改进的技术方案,所述连接组件包括第一连接部件、与所述第一连接部件连接的第二连接部件,所述第一连接部件通过连接板与所述平移驱动件的输出端连接,所述第一连接部件上设有第一连接孔,第一螺栓穿过所述第一连接孔与所述平移驱动件锁紧,所述第二连接部件上设有第二连接孔,第二螺栓穿过所述第二连接孔与所述支撑主体锁紧,所述第一连接孔、所述第二连接孔均为腰型孔。
18、作为本发明进一步改进的技术方案,所述焊点检测装置包括压紧机构,所述压紧机构包括:
19、第二驱动件,所述第二驱动件设于所述输送平台上;
20、传动板,所述传动板连接至所述第二驱动件的输出端,所述第二驱动件驱动所述传动板上下升降;
21、多根第一压条,多根所述第一压条被配置为沿着所述载具的流转方向间隔开设置;
22、第二压条,所述第二压条的一端连接至其中一根所述第一压条,另一端朝向靠近所述夹持组件的方向延伸至所述排线的上方。
23、作为本发明进一步改进的技术方案,所述输送平台包括:
24、底座,所述底座上设置第一升降气缸和平移气缸,所述第一升降气缸通过连接块连接至所述平移气缸的输出端;
25、两个相对设置的引导杆,所述引导杆通过支撑块连接至所述底座,所述引导杆被配置为沿着所述排线的流转方向延伸;
26、本体,所述本体设于两个所述引导杆之间的下方,所述第一升降气缸的输出端连接至所述本体,所述本体上间隔开设有若干隔挡,若干所述隔挡形成有多对,所述隔挡用于定位移动所述载具;
27、引导板,所述引导板连接在其中一个所述引导杆的外侧端。
28、作为本发明进一步改进的技术方案,还包括下料机构,所述下料机构设于所述检测机构的下游,所述下料机构包括下料组件,所述隔挡的朝向所述下料组件一侧形成为两根支柱,两根所述支柱间隔开设置形成容纳所述下料组件的夹头的空间。
29、作为本发明进一步改进的技术方案,所述下料机构还包括设于所述下料组件上游的预顶起组件;
30、所述预顶起组件设于所述本体的一侧,所述预顶起组件包括顶起气缸和顶杆,所述顶起气缸驱动所述顶杆做上下升降运动以使所述排线从所述载具脱离。
31、相较于现有技术,本发明的有益效果在于:
32、1、本发明的排线的焊点检测装置通过在输送平台上依次地设置顶升机构、撕纸机构、检测机构,从而实现了排线上焊点的自动检测,提高了自动化程度,且通过在撕纸机构的上游设置顶升机构,使得保护纸与基材脱离,便于撕纸机构撕纸,提高了撕纸成功率。
33、2、在撕纸过程中,本发明的夹持组件的第一夹持部件相对于第二夹持部件静止,第二夹持部件相对于第一夹持部件转动以实现夹持和松开,从而可以便于第一夹持部件、第二夹持部件夹持住保护纸的边缘,相较于现有技术的夹持组件,本发明的夹持组件可以避免夹持部件夹空,进一步提高撕纸成功率。
技术特征:
1.一种排线的焊点检测装置,其特征在于,包括:
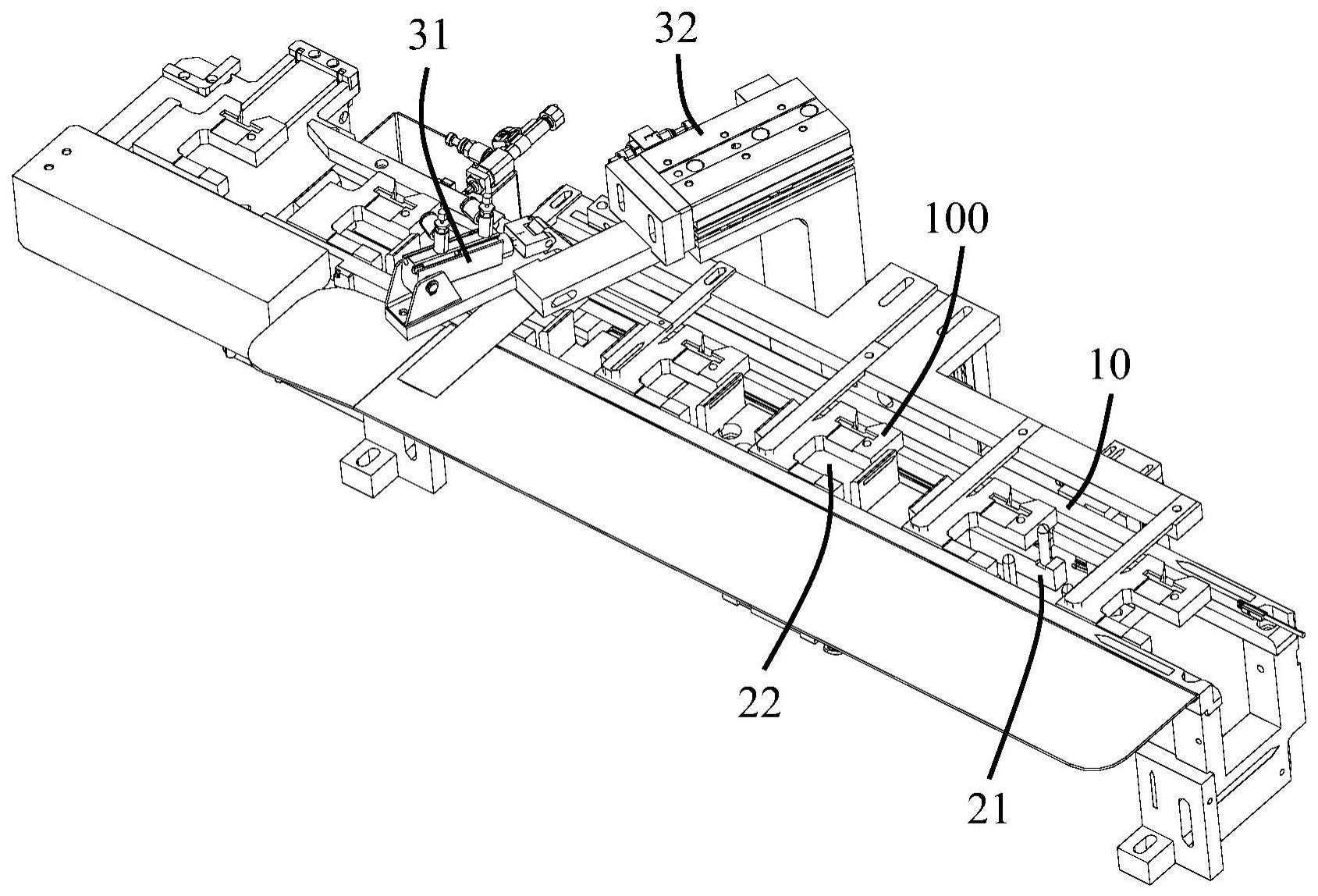
2.根据权利要求1所述的排线的焊点检测装置,其特征在于,所述夹持组件(31)包括:
3.根据权利要求2所述的排线的焊点检测装置,其特征在于,所述安装座(311)包括支撑主体(3111),所述支撑主体(3111)与所述第一驱动组件(32)连接,所述第一夹持部件(312)沿相对于所述支撑主体(3111)远离的方向延伸。
4.根据权利要求3所述的排线的焊点检测装置,其特征在于,所述第一夹持部件(312)包括向靠近所述第二夹持部件(313)方向延伸的第一夹持部(3121),所述第二夹持部件(313)包括向靠近所述第一夹持部件(312)方向延伸的第二夹持部(3131),所述第一夹持部(3121)和所述第二夹持部(3131)相互配合以夹持/松开所述保护纸。
5.根据权利要求2所述的排线的焊点检测装置,其特征在于,所述第一驱动组件(32)包括座体(323),所述座体(323)形成“z”形,所述座体(323)的底部连接至所述输送平台(2);
6.根据权利要求5所述的排线的焊点检测装置,其特征在于,所述连接组件(322)包括第一连接部件(3221)、与所述第一连接部件(3221)连接的第二连接部件(3222),所述第一连接部件(3221)通过连接板与所述平移驱动件(321)的输出端连接,所述第一连接部件(3221)上设有第一连接孔(3220),第一螺栓穿过所述第一连接孔(3220)与所述平移驱动件(321)锁紧,所述第二连接部件(3222)上设有第二连接孔(3220`),第二螺栓穿过所述第二连接孔(3220`)与所述支撑主体(3111)锁紧,所述第一连接孔(3220)、所述第二连接孔(3220`)均为腰型孔。
7.根据权利要求1所述的排线的焊点检测装置,其特征在于,所述焊点检测装置包括压紧机构(6),所述压紧机构(6)包括:
8.根据权利要求1所述的排线的焊点检测装置,其特征在于,所述输送平台(2)包括:
9.根据权利要求8所述的排线的焊点检测装置,其特征在于,还包括下料机构(7),所述下料机构(7)设于所述检测机构(5)的下游,所述下料机构(7)包括下料组件(71),所述隔挡(212)朝向所述下料组件(71)的一侧形成为两根支柱(213),两根所述支柱(213)间隔开设置形成容纳所述下料组件(71)的夹头的空间。
10.根据权利要求9所述的排线的焊点检测装置,其特征在于,所述下料机构(7)还包括设于所述下料组件(71)上游的预顶起组件(70);
技术总结
一种排线的焊点检测装置,包括输送平台,输送平台用于承载、和输送载具和载具上的电路板、排线,以及按照排线的焊点检测工序依次排列的顶升杆、撕纸机构、检测机构,顶升杆至少部分设于输送平台的下方,顶升杆做上下升降运动以顶起排线上的保护纸的边缘;撕纸机构设于输送平台的上方,撕纸机构包括夹持组件以及与夹持组件连接的第一驱动组件,第一驱动组件驱动夹持组件相对排线移动以撕离保护纸,检测机构用于对排线进行焊点检测。本发明的排线的焊点检测装置的撕纸机构具有便于撕纸的优点,提高了撕纸成功率。
技术研发人员:潘扬敬,赵泽顺,钱学俊
受保护的技术使用者:江苏立讯机器人有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!