一种核工业面阵相机高精度2D尺寸测量方法与流程
本发明涉及核工业面阵相机2d尺寸测量,具体是一种核工业面阵相机高精度2d尺寸测量方法。
背景技术:
1、面阵相机可实现的被拍摄物件的像素矩阵拍摄作业。在面阵相机拍摄图像中,表现图像细节不是由像素多少决定的,是由分辨率决定的。分辨率是由选择的镜头焦距决定的,同一种相机,选用不同焦距的镜头,分辨率就不同。像素的多少不决定图像的分辨率(清晰度),面阵相机的应用面较广,广泛应用于面积、形状、尺寸、位置,甚至温度等的测量作业,且面阵相机可以获取二维图像信息,测量图像直观,因此被广泛应用于核工业板材工件的测量工作中。
2、现有技术在使用面阵相机进行核工业所用的板材工件测量作业时,由于测量方法不完善,普遍存在着测量采集效率和工作效率低下、测量尺寸精准度低下且误检率较高、测量数据无法留存和自动分析,存在改善的余地。
技术实现思路
1、本发明的目的在于提供一种核工业面阵相机高精度2d尺寸测量方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种核工业面阵相机高精度2d尺寸测量方法,包括测量方法;所述测量方法包括
3、步骤s1:将工件平整放置于检测台面上移动、准备测量;
4、其中,所述步骤s1包括
5、步骤s11:所述检测台面包括x轴和y轴坐标方向,所述检测平台带动工件沿着x轴和y轴移动;
6、步骤s12:所述x轴和y轴的移动速度极限可达700mm/s,所述检测台面的重复定位精度为±0.005mm;
7、步骤s2:使用光学相机对移动中的工件持续照射、进行测量;
8、其中,所述步骤s2包括
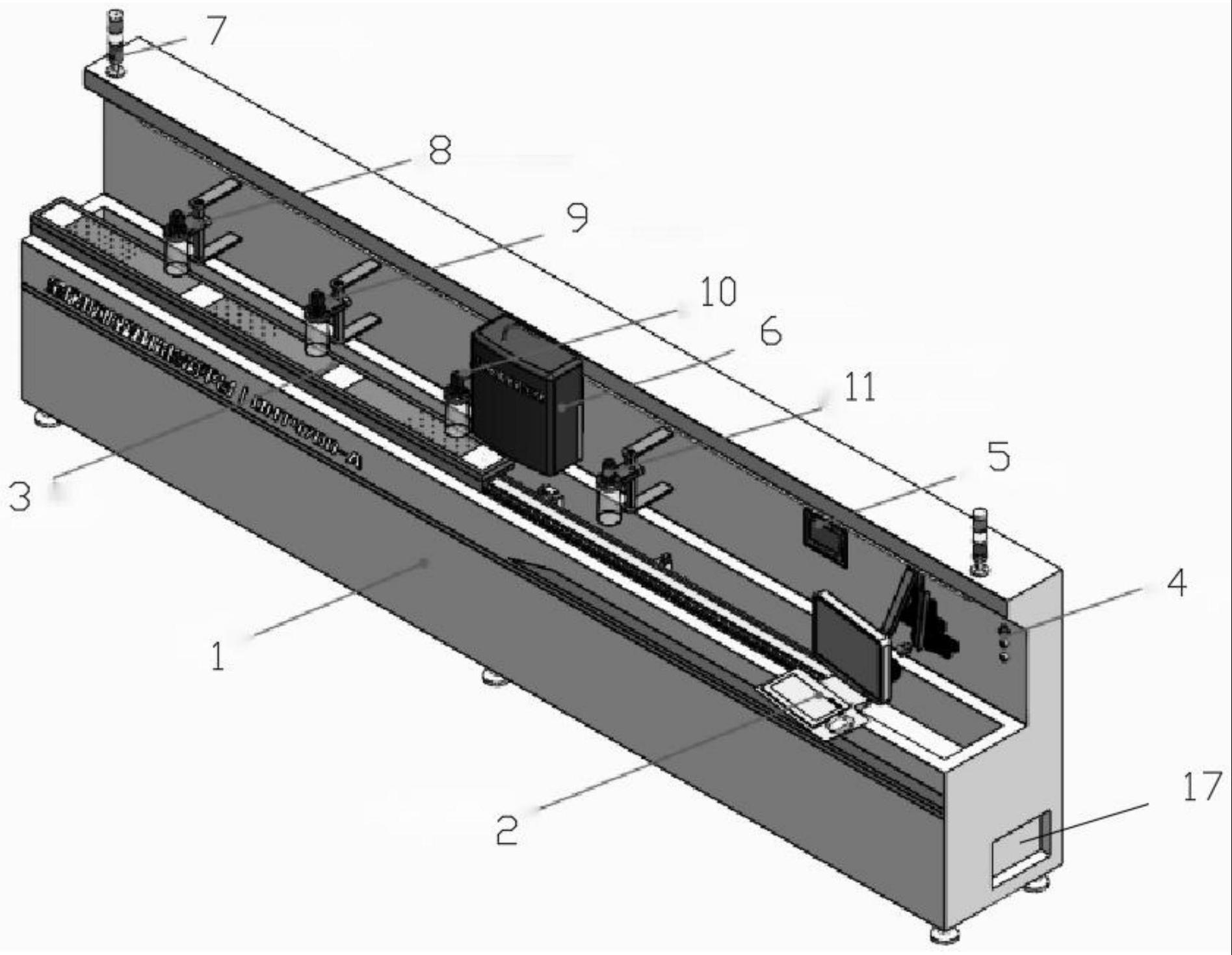
9、步骤s21:所述光学相机包括3d共聚焦线光谱相机(6)、2d面阵相机一(8)、2d面阵相机二(9)、2d面阵相机三(10)和2d面阵相机四(11);
10、步骤s22:所述2d面阵相机一(8)、2d面阵相机二(9)、2d面阵相机三(10)和2d面阵相机四(11)配合进行工件尺寸测量,所述3d共聚焦线光谱相机(6)与检测台面配合进行工件的表面高速扫描和高精度测量
11、步骤s3:记录测量结果并借助测量系统判定工件的测量结果、结束测量;
12、其中,所述步骤s3包括
13、步骤s31:所述测量系统利用人机交互进行工件的动态监测,进行工件的轮廓检测和表面质量检测;
14、步骤s32:所述测量系统检测完毕后进行声光提示,所述测量系统遇不合格品在其内部生成并保留图像、标识工件超标尺寸、缺陷尺寸和工件的类型;
15、步骤s33:所述测量系统生成并输出不合格品的检测报告。
16、作为本发明再进一步的方案:一种核工业面阵相机高精度2d尺寸测量装置,包括机架和检测单元;所述检测单元内设有光学相机和装载平台,所述机架的一侧与装载平台固定连接,所述装载平台的一侧固定连接有背景光源,所述光学相机包括3d共聚焦线光谱相机、2d面阵相机一、2d面阵相机二、2d面阵相机三和2d面阵相机四,所述2d面阵相机一、2d面阵相机二、2d面阵相机三、3d共聚焦线光谱相机和2d面阵相机四沿着机架水平方向由远及近依次排列且均设置在机架上,所述2d面阵相机一、2d面阵相机二、2d面阵相机三和2d面阵相机四的外侧均固定连接有调焦机构。
17、作为本发明再进一步的方案:一种核工业面阵相机高精度2d尺寸测量装置,包括移动单元,所述移动单元包括x方向移动轴、y方向移动轴、大理石平台和支腿,所述移动单元均搭载在机架的一侧,所述支腿与机架固定连接,所述大理石平台与支腿固定连接,所述x方向移动轴和y方向移动轴均与大理石平台活动连接。
18、作为本发明再进一步的方案:一种核工业面阵相机高精度2d尺寸测量装置,所述机架采用碳钢制成,所述机架的表面喷塑处理,所述机架的外侧安装有防护罩。
19、作为本发明再进一步的方案:一种核工业面阵相机高精度2d尺寸测量装置,所述防护罩的外侧固定连接有监控显示器,所述防护罩一侧的一端固定连接有声光报警灯,所述防护罩一侧的另一端固定连接有操作按钮和触摸屏。
20、作为本发明再进一步的方案:一种核工业面阵相机高精度2d尺寸测量工艺,所述工艺包括下述步骤
21、步骤x1:将工件放置到所述装载平台并固定好工件后,驱动操作按钮使设备就绪工作;
22、步骤x2:所述系统接受操作按钮的操作指令,所述2d面阵相机四、2d面阵相机三、2d面阵相机二和2d面阵相机一依次对工件的长度进行测量,工件长度测量完毕后所述x方向移动轴带动工件横向移动并对工件的宽度进行测量;
23、步骤x3:所述装载平台将工件移至表面质量测量起始点,所述系统驱动y方向移动轴运动并使y方向移动轴带动工件纵向平移,所述3d共聚焦线光谱相机工作并对工件表面进行扫描,接着所述x方向移动轴继续带动工件运动,所述y方向移动轴反方向移动并再次带动板材纵向平移,对工件的另一表面进行扫描,重复上述步骤直至工件全表面检测完成;
24、步骤x4:所述测量系统完成工件的尺寸检测和表面质量识别作业并生成检测报告,所述声光报警灯工作提示检测作业完毕并提醒人工将工件下线。
25、作为本发明再进一步的方案:一种核工业面阵相机高精度2d尺寸测量装置,所述机架的一侧设置有电气接口,所述电气接口与外部电源电性连接。
26、与现有技术相比,本发明的有益效果是:
27、1、本技术的测量系统关键运动采用“xy轴精密移动轴+多工位视觉检测”方式,移动轴可以实现700mm/s的扫描速度,且重复定位精度高达±0.005mm,4台2d相机可以快速完成尺寸测量,1台3d共聚焦线光谱与xy轴移动平台配合,可以实现板材工件表面的高速扫描和高精度测量。整个工序分布合理,无冗余动作和节拍瓶颈,检测采用专业相机,采集效率高,因此系统整体节拍好,作业效率高;
28、2、本技术的测量系统从自动化结构设计、检测方式和相机选型上,均以保证测量精度为原则,结构上采用大理石检测平台和重复定位精度较高的光学模组实现,检测方式上使用“光学模组+专业相机”方式,可以实现板材工件轮廓的精准测量和表面质量的精确识别,相机选择上充分考虑测量裕度,尺寸测量精度可保证长度和宽度方向上均≤0.05mm,表面质量测量可保证深度尺寸可重复性达到0.3um。并且进行了大量的前期验证试验,能保证尺寸的精准测量,误检率极低;
29、3、本技术的测量系统在保证测量精度和效率的原则下,充分考虑检测工件多样性的可能性,在设计时x、y轴移动平台均采用伺服系统驱动、控制精密性好精度高,板材装载平台采用组合式快捷安装方式,因此当有非典型工件需要检测时,只需要做些简单硬件调整和软件程序设置即可;
30、4、本技术的测量系统可实现动态检测,在系统设计和人机交互方面,每个工件检测完成后声光提示,不合格品会保留图像,标识出超标尺寸和缺陷尺寸及类型,同时输出检测报告;并且,本方案除了完成工件的尺寸测量和出具报告外,还能对合格品和不合格品进行数据统计,不合格品的超标尺寸数据统计,并对不合格品测量图像进行保留,并标识超标尺寸,以便于样本分析管理以及数据追溯管理。
- 还没有人留言评论。精彩留言会获得点赞!