一种异种钢焊缝缺陷超声相控阵检测方法与流程
本技术涉及超声无损检测技术的领域,尤其是涉及一种异种钢焊缝缺陷超声相控阵检测方法。
背景技术:
1、随着各类设备和材料的增加,不同材料之间的组合应用日益普遍,尤其是钢材的对接使用更是常见。钢材对接会遇到异种钢焊接问题,由于不同的钢材料在物理、化学等特性上有明显的区别,异种钢的焊接在近年来呈现连年增加的趋势,这主要是因为某些异种钢具有比纯种钢更好的化学性能,例如普通碳钢和不锈钢焊接在一起就可以显著提高其耐腐蚀性能,同时也存在马氏体钢用ni基焊材进行焊接的现象,这样钢材和焊缝也形成了最直接的异种钢(焊缝为奥氏体组织,母材为珠光体或马氏体组织)。例如:9ni钢属于低碳马氏体型的低温用钢用与9ni钢成分相近的焊接材料焊接时(tig焊除外)因焊缝金属含氧量过高焊缝金属的低温韧性很差,因此焊接材料常选择ni基或fe-ni基2种类型。在火电行业也存在大量的普通碳钢/高合金钢和不锈钢焊接,焊接材料也多采用ni基或fe-ni基2种类型,这样也就形成了普通碳钢/高合金钢侧和焊缝也形成了最直接的异种钢(焊缝为奥氏体组织,母材为珠光体或马氏体组织)。
2、异种钢焊缝在现场施工后通常都必须做100%无损检测,由于异种钢多用在lng储罐或超临界火电厂,因此焊缝厚度一般较厚,大多情况下只能采用超声相控阵检测。但超声波在经过异种钢焊缝边界时会因两种材料的性能不同,声速不同产生折射现象,导致测量误差,且误差大小随着焊缝位置不同也会不同,并不是线性关系。
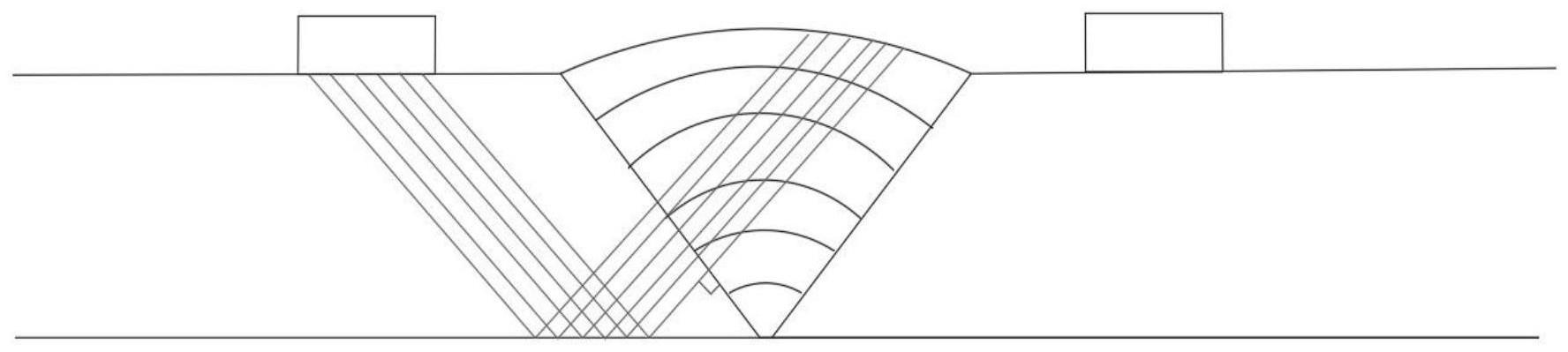
3、如图1所示,超声波经过异种钢界面时,由于两侧的组织不同,声速也会不同,因此会在界面发生折射,超声设备并不知道会产生折射,因此在计算定位时仍然按照未发生折射计算。图中实像就是代表缺陷真实位置,声束的传播路径应该是1→2,在界面发生折射,但是仪器设备的计算方式是3→2,因此计算的缺陷位置为虚像位置,这就造成了在检测此类焊缝时,我们看到的仪器显示定位与真实缺陷位置有差距,而这样的差距会随着深度和角度的不同而不同,这种不同非线性的变化,这种现象类似我们在河边看水里的鱼,其实也是显示的是鱼的虚像。
4、目前针对该类焊缝的超声相控阵检测只能进行粗略的缺陷定位,但这种粗略的缺陷定位很容易造成缺陷的误判或漏判。
5、本技术通过研究异种钢特性,形成异种钢焊缝超声相控阵检测方法,并对其检测结果产生的定位误差予以修正。
技术实现思路
1、为了对异种钢焊缝超声相控阵检测过程中缺陷定位检测容易造成缺陷的误判或漏判的情况,本技术提供一种异种钢焊缝缺陷超声相控阵检测方法。
2、本技术提供的一种异种钢焊缝缺陷超声相控阵检测方法采用如下的技术方案:
3、一种异种钢焊缝缺陷超声相控阵检测方法,包括步骤:
4、确定母材的材料;
5、确定焊缝材料与相邻侧母材的材料的关系;根据焊接材料,判断焊缝每一侧母材的材料与焊缝材料相同与否;
6、确定焊缝的形状;根据焊缝实际情况,确定焊缝坡口形式,确定为v型或x型;
7、放置检测用探头;将经过校准的探头放置在焊缝的两侧;
8、超声相控阵检测;探头从不同的方向对焊缝全部位置进行检测;
9、定位修正;计算出真实缺陷的水平和深度与虚拟的缺陷的水平和深度之差,对仪器检测数值进行修正。
10、通过采用上述技术方案,针对异种钢焊缝在超声相控阵检测过程中,在检测过程中,通过对母材、焊缝的材料的判断、焊缝坡口的判定,进而确定探头的设置、检测的方法,并且,设置了对缺陷定位修正的步骤,从而有效的保证了检测中对缺陷的误判或漏判的规避,以及提高了对检测发现的缺陷位置的精确性的定位。
11、可选的,在放置检测用探头步骤中,
12、针对v型焊缝,在母材的坡口开口较大的一面、且位于焊缝的两侧均设置探头;
13、针对x型焊缝,在母材的两面、且位于焊缝的两侧均设置探头。
14、通过采用上述技术方案,确定了针对不同的焊缝坡口形式,确定不同的探头设置方式,以保证在对应的坡口形态下的检测的有效性和可靠性。
15、可选的,在放置检测用探头步骤中,在焊缝的每侧分别将探头激发声束模式调整为超声线扫描和超声扇扫描模式。
16、通过采用上述技术方案,通过对探头设置两种不同的激发方式,对焊缝的检测有效性和可靠性予以保证。
17、可选的,在超声相控阵检测步骤中,使用相控阵探头激发超声波线性扫描模式在距离焊缝坡口边缘不同距离的位置,该位置的距离要结合声束仿真软件和焊缝形式进行声束模拟来确定,沿焊缝的长度方向进行移动扫查,以对焊缝坡口面检测。
18、通过采用上述技术方案,公开了相控阵探头激发超声波线性扫描模式的检测方法,由于相控阵探头激发超声波线性扫描模式发射的光束宽度有限,因此通过移动相控阵探头激发超声波线性扫描模式与焊缝之间的间距,从而实现对焊缝的全面检测。相控阵探头激发超声波线性扫描模式重点在于发现坡口未熔合缺陷。
19、可选的,在超声相控阵检测步骤中,对于焊缝两侧母材的材料相同、与焊缝材料不相同的,但是金相组织都为非奥氏体组织的焊缝,
20、针对v型焊缝,至少使用相控阵探头激发超声波扇扫描模式分别用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,
21、针对x型焊缝,至少使用相控阵探头激发超声波扇扫描模式使用一次波进行检测;或,在超声相控阵检测步骤中,对于焊缝两侧母材的材料相同、与焊缝材料不相同的,但是金相组织母材为非奥氏体组织,焊缝为奥氏体组织时,
22、针对v型焊缝,至少使用相控阵探头激发超声波扇扫描模式分别用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,还需相控阵探头激发超声波线性扫描模式对该侧的焊缝坡口面检测;
23、针对x型焊缝,至少使用相控阵探头激发超声波扇扫描模式使用一次波进行检测,还需相控阵探头激发超声波线性扫描模式对该侧的焊缝坡口面检测。
24、通过采用上述技术方案,公开了一种母材与焊缝材料关系条件下的焊缝检测的方法。由于这种关系条件下,焊缝的反射关系形成的虚像能够在相控阵探头激发超声波扇扫描模式的情况下就能够检测到,既可以检测到坡口面的融合缺陷,又能够检测到焊缝内部的焊接缺陷。因此可以只采用相控阵探头激发超声波扇扫描模式检测。在焊缝为奥氏体组织时,结合使用相控阵探头激发超声波线性扫描模式进行检测。
25、可选的,在超声相控阵检测步骤中,对于焊缝两侧母材的材料不相同、且其中一侧母材的材料与焊缝的材料相同的,但是金相组织都为非奥氏体组织的焊缝,
26、针对v型焊缝,至少使用母材的材料与焊缝的材料不相同的一侧的相控阵探头激发超声波扇扫描模式用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,针对x型焊缝,至少使用母材的材料与焊缝的材料不相同的一侧的相控阵探头激发超声波扇扫描模式使用一次波进行检测。
27、通过采用上述技术方案,公开了另一种母材与焊缝材料关系条件下的焊缝检测的方法。在这种关系条件下,由于焊缝的反射关系形成的虚像位置不同,根据焊缝与母材的材料相同与否,确定对应的方向上探头的检测方法。对于材料相同的,需要用相控阵探头激发超声波线性扫描模式检测坡口面融合性。
28、可选的,在超声相控阵检测步骤中,对于焊缝两侧母材的材料不相同、且与焊缝的材料均不相同的,且焊缝和母材金相组织均为非奥氏体时,
29、针对v型焊缝,至少使用母材的材料与焊缝的材料不相同的一侧的相控阵探头激发超声波扇扫描模式用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,针对x型焊缝,至少使用母材的材料与焊缝的材料不相同的一侧的相控阵探头激发超声波扇扫描模式使用一次波进行检测;或,
30、在超声相控阵检测步骤中,对于焊缝两侧母材的材料不相同、且与焊缝的材料均不相同的,且焊缝金相组织为奥氏体,母材金相组织均为非奥氏体时,
31、针对v型焊缝,至少使用相控阵探头激发超声波扇扫描模式用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,还需相控阵探头激发超声波线性扫描模式对该侧的焊缝坡口面检测,针对x型焊缝,至少使用相控阵探头激发超声波扇扫描模式使用一次波进行检测,还需相控阵探头激发超声波线性扫描模式对该侧的焊缝坡口面检测;或,
32、在超声相控阵检测步骤中,对于焊缝两侧母材的材料不相同、且与焊缝的材料均不相同的,且焊缝金相组织为奥氏体,母材一侧金相组织为非奥氏体,另一侧时母材金相组织为奥氏体;针对v型焊缝,至少使用母材的金相组织与焊缝的金相组织不相同的一侧的相控阵探头激发超声波扇扫描模式用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,还需相控阵探头激发超声波线性扫描模式对该侧的焊缝坡口面检测;使用母材的金相组织与焊缝的金相组织相同的一侧的相控阵探头激发超声波扇扫描模式用一次波检测焊缝坡口较小部分,用一次底面反射波检测焊缝坡口较大部分,
33、针对x型焊缝,至少使用母材的金相组织与焊缝的金相组织不相同的一侧相控阵探头激发超声波扇扫描模式使用一次波进行检测,还需相控阵探头激发超声波线性扫描模式对该侧的焊缝坡口面检测;使用母材的金相组织与焊缝的金相组织相同的一侧的至少使用相控阵探头激发超声波扇扫描模式使用一次波进行检测。
34、通过采用上述技术方案,公开了又一种母材与焊缝材料关系条件下的焊缝检测的方法。
35、可选的,在定位修正步骤中,通过测量相控阵探头前沿至焊缝坡口边缘距离,并通过检测仪器读取仪器显示的缺陷反射波声程、探头入射角,并结合焊缝坡口固有参数坡口面角度、母材中声速、焊缝中声速、母材厚度,计算出真实缺陷的水平和深度与虚拟的缺陷的水平和深度之差,对仪器检测数值就行修正。
36、通过采用上述技术方案,公开了对焊缝进行修正的步骤。
37、可选的,在定位修正步骤中,针对v型焊缝使用一次波检测,水平和深度修正公式为:
38、
39、
40、针对v型焊缝使用一次反射波检测,水平和深度修正公式为:
41、
42、
43、针对x型焊缝上半部分检测,水平和深度修正公式为:
44、
45、
46、针对x型焊缝下半部分检测,水平和深度修正公式为:
47、
48、
49、其中:l为探头前沿至焊缝坡口边缘距离,s为仪器显示缺陷反射波声程,θ为焊缝坡口面与母材下表面的夹角,θ1为焊缝坡口面与母材上表面的夹角,θ2为焊缝坡口面与母材下表面的夹角,α为探头入射角,t为母材厚度,c1为母材中的声速,c2为焊缝中的声速。
50、通过采用上述技术方案,公开了对焊缝进行修正的计算公式。
51、可选的,在定位修正步骤中的修正公式,集成在检测仪器中;检测仪器设置有输入单元、运算单元、输出单元。
52、通过采用上述技术方案,公开了对焊缝进行修正的计算公式集成在检测仪器中,通过控制检测仪器的输入单元录入相关参数、通过运算单元可以自动计算修正,通过输出单元能够输出修正数据。
53、本技术包括以下至少一种有益技术效果:
54、本技术针对不同厚度的异种钢焊缝,制定超声相控阵检测方法,通过针对类型的异种钢焊缝,形成一套可行可靠的检测方法。
55、本技术针对异种钢焊缝超声相控阵检测时定位误差问题,研究缺陷定位方法的修正方法。
- 还没有人留言评论。精彩留言会获得点赞!