新能源汽车腔体部件密封测试方法与流程
本发明涉及新能源汽车,特别涉及新能源汽车腔体部件密封测试方法,属于新能源汽车。
背景技术:
1、汽车制造业作已进入新的发展阶段,汽车零部件生产要求越来越严格,尤其是在新能源汽车领域,汽车零部件的密封性是衡量质量的硬性标准,因为汽车零部件如果密封性不够,内部会出现渗油或者电器短路,从而导致整个汽车工作系统崩溃,危害使用者人身安全。
2、在生产中对汽车零部件进行气密性检测是必不可少的,随着气密性检测技术的应用和发展,目前测试技术基本都是针对独立单一的产品,如果需要对形状复杂,需要测试多个腔体的产品进行测试,则需要多个工位,多台设备,这无疑是增加生产成本,降低效率。
技术实现思路
1、本发明的目的在于提供新能源汽车腔体部件密封测试方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:包括以下步骤:
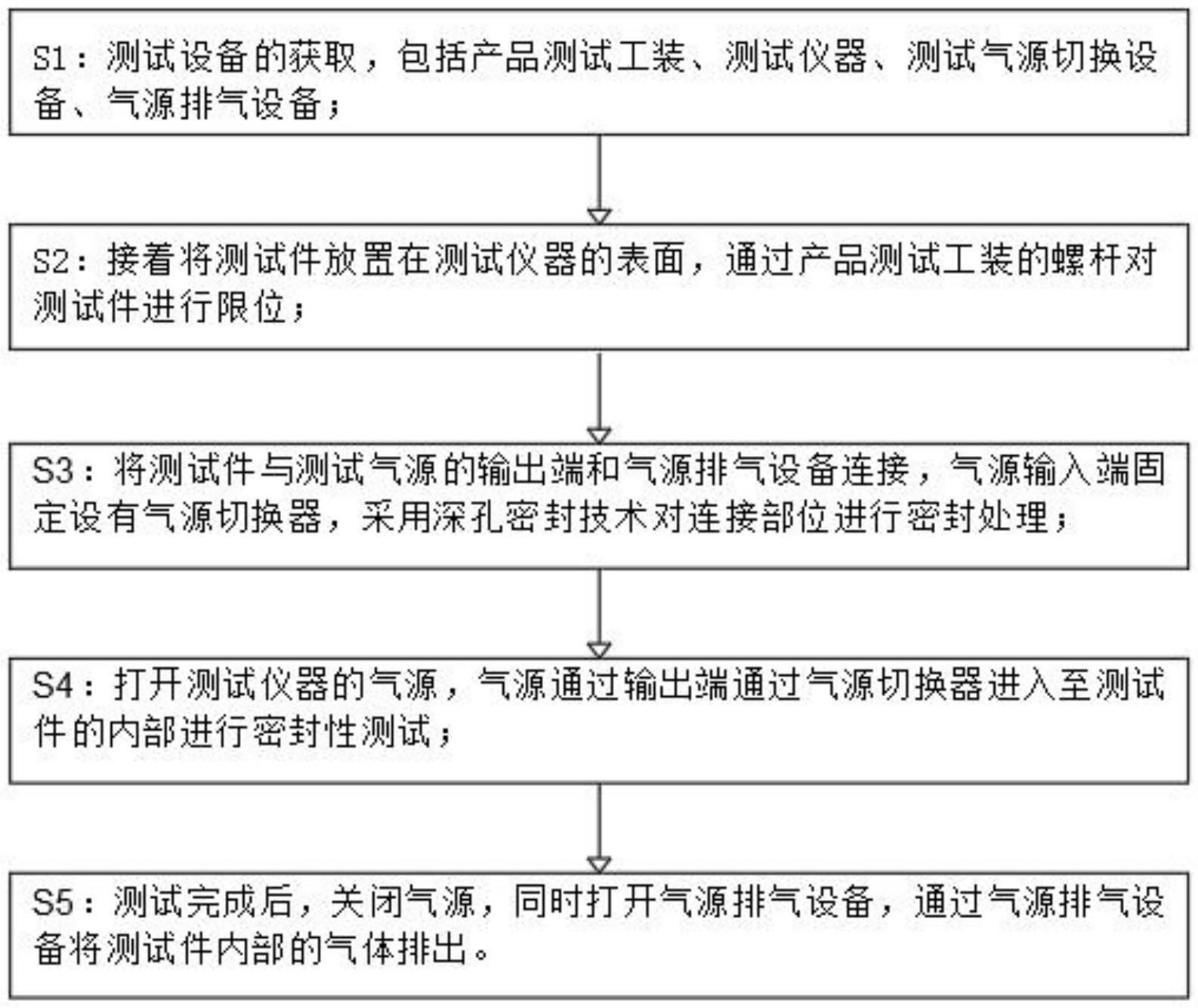
3、s1:测试设备的获取,包括产品测试工装、测试仪器、测试气源切换设备、气源排气设备;
4、s2:接着将测试件放置在测试仪器的表面,通过产品测试工装的螺杆对测试件进行限位;
5、s3:将测试件与测试气源的输出端和气源排气设备连接,气源输入端固定设有气源切换器,采用深孔密封技术对连接部位进行密封处理;
6、s4:打开测试仪器的气源,气源通过输出端通过气源切换器进入至测试件的内部进行密封性测试;
7、s5:测试完成后,关闭气源,同时打开气源排气设备,通过气源排气设备将测试件内部的气体排出。
8、作为本发明的一种优选技术方案,所述步骤s2中的产品测试工装压紧力为实际所需的2-3倍,产品测试工装的调节精度为0.01mm。
9、作为本发明的一种优选技术方案,所述深孔密封技术具体为:在测试件与测试气源的输出端连接处涂设优力胶,并在优力胶的表面套设o型圈,利用优力胶膨胀原理,使得o型圈密封住深孔内壁,提高了o型圈使用寿命。
10、作为本发明的一种优选技术方案,所述优力胶按照重量份数的如下组分:多元醇60-65份;固化剂30-35份;硫化剂12-15份。
11、作为本发明的一种优选技术方案,所述气源切换器具体为:利用精密y阀,实现多个腔体测试气源之间进行切换。
12、作为本发明的一种优选技术方案,所述步骤s4中的气源测试气压最高为18bar,产品测试误差小于10%,测试腔体体积误差小于10%。
13、作为本发明的一种优选技术方案,所述产品测试工装分为多个模块,多个模块集合到一个工位上进行安装。
14、与现有技术相比,本发明的有益效果是:本发明在密封测试的过程中,通过气源排气设备和测试气源切换设备的设置,气源排气设备在测试完成后,提前排掉测试气体,防止气体回流,降低对测试仪器的损害,测试气源切换设备利用精密y阀,实现多个腔体测试气源之间进行切换,降低了产品装夹次数,提高了产品测试效率,两者结合在实现多腔测试的同时,能有效识别腔体之间是否存在内部泄露点,采用一个工位完成多个腔体测试,实现一次装夹就可以完成整个测试过程,新能源汽车多腔体部件密封测试方法应用降低了设备开发成本,提高了生产效率。
技术特征:
1.新能源汽车腔体部件密封测试方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的新能源汽车腔体部件密封测试方法,其特征在于:所述步骤s2中的产品测试工装压紧力为实际所需的2-3倍,产品测试工装的调节精度为0.01mm。
3.根据权利要求2所述的新能源汽车腔体部件密封测试方法,其特征在于:所述深孔密封技术具体为:在测试件与测试气源的输出端连接处涂设优力胶,并在优力胶的表面套设o型圈,利用优力胶膨胀原理,使得o型圈密封住深孔内壁,提高了o型圈使用寿命。
4.根据权利要求1所述的新能源汽车腔体部件密封测试方法,其特征在于:所述优力胶按照重量份数的如下组分:多元醇60-65份;固化剂30-35份;硫化剂13-16份。
5.根据权利要求1所述的新能源汽车腔体部件密封测试方法,其特征在于:所述气源切换器具体为:利用精密y阀,实现多个腔体测试气源之间进行切换。
6.根据权利要求1所述的新能源汽车腔体部件密封测试方法,其特征在于:所述步骤s4中的气源测试气压最高为18bar,产品测试误差小于10%,测试腔体体积误差小于10%。
7.根据权利要求1所述的新能源汽车腔体部件密封测试方法,其特征在于:所述产品测试工装分为多个模块,多个模块集合到一个工位上进行安装。
技术总结
本发明公开了新能源汽车腔体部件密封测试方法,包括以下步骤:S1:测试设备的获取,包括产品测试工装、测试仪器、测试气源切换设备、气源排气设备;S2:接着将测试件放置在测试仪器的表面,通过产品测试工装的螺杆对测试件进行限位。本发明在密封测试的过程中,通过气源排气设备和测试气源切换设备的设置,气源排气设备在测试完成后,提前排掉测试气体,防止气体回流,降低对测试仪器的损害,测试气源切换设备利用精密Y阀,实现多个腔体测试气源之间进行切换,降低了产品装夹次数,提高了产品测试效率,两者结合在实现多腔测试的同时,能有效识别腔体之间是否存在内部泄露点。
技术研发人员:邓洪云,杨秋宏,曹钟炎,常胜利
受保护的技术使用者:惠州市华阳精机有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!