一种焊缝质量检测方法、系统及平台与流程
本发明涉及焊缝检测,特别是涉及一种焊缝质量检测方法、系统及平台。
背景技术:
1、随着焊接技术的不断进步与发展,焊接工艺应用场合也逐步广泛,焊接技术对于材料的连接起着至关重要的作用。对于有密封要求的焊缝需要检测焊缝质量,以判断该焊缝是否合格。而焊缝是指利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝,在焊接的过程中,焊缝会产生缺陷,需要根据检测的要求对产品的焊缝进行检测,并且分析缺陷产生的原因。
2、目前在新能源领域中,新能源汽车用的电池包往往外形采用金属板材将若干电芯、电路板以及其他电子元器件的集合在金属板材形成的壳体中,而金属板材之间的连接、若干电芯之间的连接以及电路板与其他电子元器件之间的连接等通常采用焊接的方式进行连接,特别是金属板材之间的焊接连接的质量将直接影响该电池包后续使用的安全性。为判断该焊缝的焊接情况,现有技术往往采用视觉检测的方式完成焊缝焊接情况的检测。
3、然而,传统的视觉检测方法在对产品的电池包外金属板材的焊缝进行检测时,由于检测方法不合理,检测装置结构设计的不合理,特别是视觉相机的设置往往达不到精确扫描产品外观各个焊接区域的要求,导致视觉相机扫描后得到的数据在计算机的识别判断下,不能精确地反应出产品焊缝的焊接质量,存在误判率高的问题,不能较好的满足目前对产品焊缝的高质量检测要求。
技术实现思路
1、基于此,有必要针对如何提高焊缝检测效率和检测质量的技术问题,提供一种焊缝质量检测方法、系统及平台。
2、一种焊缝质量检测方法,包括如下步骤:
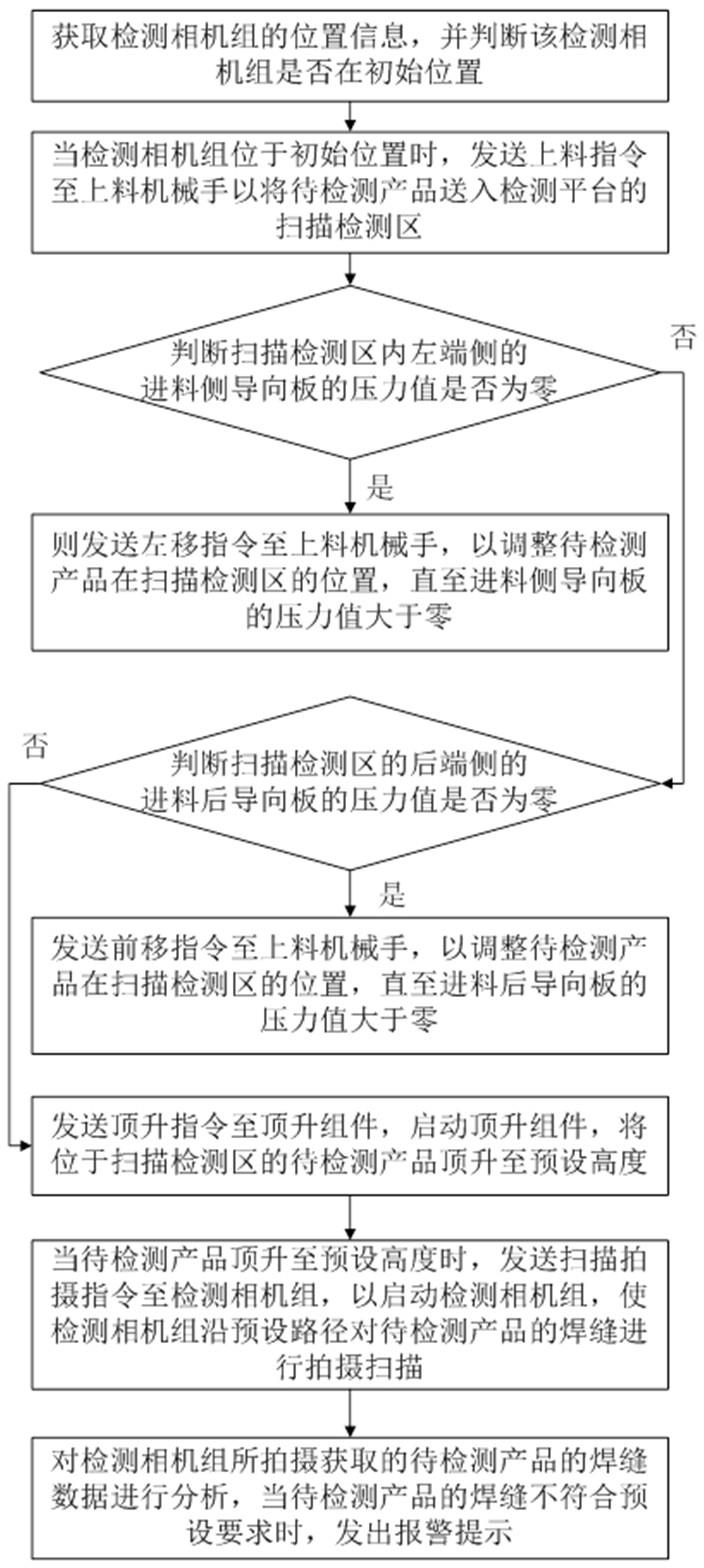
3、获取相机组件的位置信息,并判断该相机组件是否在初始位置;
4、当相机组件位于初始位置时,发送上料指令至上料机械手以将待检测产品送入检测平台的扫描检测区;
5、判断扫描检测区内左端侧的进料侧导向板的压力值是否为零;
6、若是,则发送左移指令至上料机械手,以调整待检测产品在扫描检测区的位置,直至进料侧导向板的压力值大于零;
7、若否,则判断扫描检测区的后端侧的进料后导向板的压力值是否为零;
8、若是,则发送前移指令至上料机械手,以调整待检测产品在扫描检测区的位置,直至进料后导向板的压力值大于零;
9、若否,则发送顶升指令至顶升组件,以启动顶升组件,将位于扫描检测区的待检测产品顶升至预设高度;
10、当待检测产品顶升至预设高度时,发送扫描拍摄指令至相机组件,以启动相机组件,使相机组件沿预设路径对待检测产品的焊缝进行拍摄扫描;
11、对相机组件所拍摄获取的待检测产品的焊缝数据进行分析,当待检测产品的焊缝不符合预设要求时,发出报警提示。
12、在其中一个实施例中,所述当相机组件位于初始位置时,发送上料指令至上料机械手以将待检测产品送入检测平台的扫描检测区的步骤,包括:
13、解除上料禁止警告,以关闭电气柜上的警告灯;
14、发送上料指令至上料机械手以将待检测产品送入检测平台的扫描检测区。
15、在其中一个实施例中,所述获取相机组件的位置信息,并判断该相机组件是否在初始位置的步骤,包括:
16、获取x轴模组、y轴模组以及z轴模组的运行数据;
17、根据运行数据分析得出相机组件的当前位置信息,将当前位置信息与初始位置信息比对而得出判断。
18、在其中一个实施例中,若该相机组件不在初始位置,则发送初始位置调整指令至x轴模组、y轴模组以及z轴模组,以使x轴模组、y轴模组以及z轴模组共同将相机组件运送至初始位置。
19、一种焊缝质量检测系统,包括:
20、获取模块,用于获取相机组件的位置信息,并判断该相机组件是否在初始位置;
21、第一发送模块,用于当相机组件位于初始位置时,发送上料指令至上料机械手以将待检测产品送入检测平台的扫描检测区;
22、第一判断模块,用于判断扫描检测区内左端侧的进料侧导向板的压力值是否为零;
23、第二发送模块,用于当进料侧导向板的压力值为零时,发送左移指令至上料机械手,以调整待检测产品在扫描检测区的位置,直至进料侧导向板的压力值大于零;
24、第二判断模块,用于当进料侧导向板的压力值大于零时,判断扫描检测区的后端侧的进料后导向板的压力值是否为零;
25、第三发送模块,用于当进料后导向板的压力值为零时,发送前移指令至上料机械手,以调整待检测产品在扫描检测区的位置,直至进料后导向板的压力值大于零;
26、第四发送模块,用于当进料后导向板的压力值大于零时,发送顶升指令至顶升组件,以启动顶升组件,将位于扫描检测区的待检测产品顶升至预设高度;
27、第五发送模块,用于当待检测产品顶升至预设高度时,发送扫描拍摄指令至相机组件,以启动相机组件,使相机组件沿预设路径对待检测产品的焊缝进行拍摄扫描;
28、分析模块,用于对相机组件所拍摄获取的待检测产品的焊缝数据进行分析,当待检测产品的焊缝不符合预设要求时,发出报警提示。
29、在其中一个实施例中,所述第一发送模块包括:
30、解除子模块,用于解除上料禁止警告,以关闭电气柜上的警告灯;
31、第一发送子模块,用于发送上料指令至上料机械手以将待检测产品送入检测平台的扫描检测区。
32、在其中一个实施例中,所述获取模块包括:
33、获取子模块,用于获取x轴模组、y轴模组以及z轴模组的运行数据;
34、比对模块,用于根据运行数据分析得出相机组件的当前位置信息,将当前位置信息与初始位置信息比对而得出判断。
35、在其中一个实施例中,所述获取模块还包括调整模块,用于当该相机组件不在初始位置时,发送初始位置调整指令至x轴模组、y轴模组以及z轴模组,以使x轴模组、y轴模组以及z轴模组共同将相机组件运送至初始位置。
36、一种焊缝质量检测平台,包括焊缝质量检测设备以及计算机设备,所述计算机设备安装设置在所述焊缝质量检测设备中,所述计算机设备包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述任一个实施例中所述的方法的步骤。
37、一种焊缝质量检测平台,包括焊缝质量检测设备以及计算机可读存储介质,所述焊缝质量检测设备具有处理器,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述任一个实施例中所述的方法的步骤。
38、上述焊缝质量检测方法、系统及平台,通过判断相机组件在初始位置的情况后再决定是否进行待检测产品的上料作业,以避免待检测产品在上料过程损坏未在初始位置的相机组件,更安全可靠的完成上料作业;而在上料过程中,通过获取进料侧导向板以及进料后导向板的压力值,可判断出待检测产品在扫描检测区中是否经过粗定位,当没有进行粗定位时由机械手再次调整待检测产品以完成粗定位;而当完成粗定位后则启动顶升组件进行精准定位,以使得扫描检测区上方的相机组件对放置在扫描检测区上的待检测产品进行全方位的扫描,以精准地扫描检测该待检测产品的焊缝的焊接情况,并对扫描拍照的数据进行分析,当待检测产品的焊缝不符合预设要求时,发出报警提示,从而使得产品焊缝质量检测在高效率和高精度下进行。该焊缝质量检测方法、系统及平台提高了焊缝检测的效率和检测的质量。
- 还没有人留言评论。精彩留言会获得点赞!