刹车管用螺栓检测设备的制作方法
本发明涉及汽车零件加工的,具体是涉及一种刹车管用螺栓检测设备。
背景技术:
1、汽车刹车管作为汽车制动系统中的关键结构,将相关结构部件管路连接,是确保汽车安全运行的主要结构,因此,确保刹车管的安装品质直接影响了汽车的行驶安全。
2、目前,市面上现有的刹车管包括有一快速接头,如专利cn215204848u公开的刹车制动管多方位定位接头,其套管为阶梯型管,套管直径小的一端连接有接头,接头设置有相互平行且间隔的上平面和下平面,且接头上开设有贯穿上平面和下平面的套孔,接头的一侧壁上开设有连通套孔的插孔,套管直径小的一端插设于插孔内并固定,安装时,管用螺栓插入至接头的套孔内,并且,管用螺栓的螺纹端沿其轴向开设有导液通道,同时,管用螺栓的侧壁上开设有连通导液通道的导液孔,当管用螺栓插入至接头的套孔后,管用螺栓的螺纹端连接于制动器等制动部件上,导液孔与接头上的插孔连通,即制动液能在导液通道、导液孔中流动,既能满足刹车管在制动部件上的安装需求,又能同时满足制动液在刹车管和制动部件之间流动需求。上述结构可以看出,管用螺栓既能作为固定安装的结构,又能作为管路连通的结构,因此,其本身的产品品质直接关乎了刹车管的安装品质,需要确保管用螺栓的品质。
3、现有管用螺栓加工过程中,通常会在加工完成后对其进行品质检测,包括长度检测、螺纹检测、孔深度检测以及防漏防堵检测,且检测过程通常为人工借助量具、型规对其进行检测,不仅工作负担重,而且整个检测过程中的结果完全凭借人眼观察获得,检测标准不统一,存在较大误差,也存在较大的误判风险,不利于对管用螺栓进行品质检测。
技术实现思路
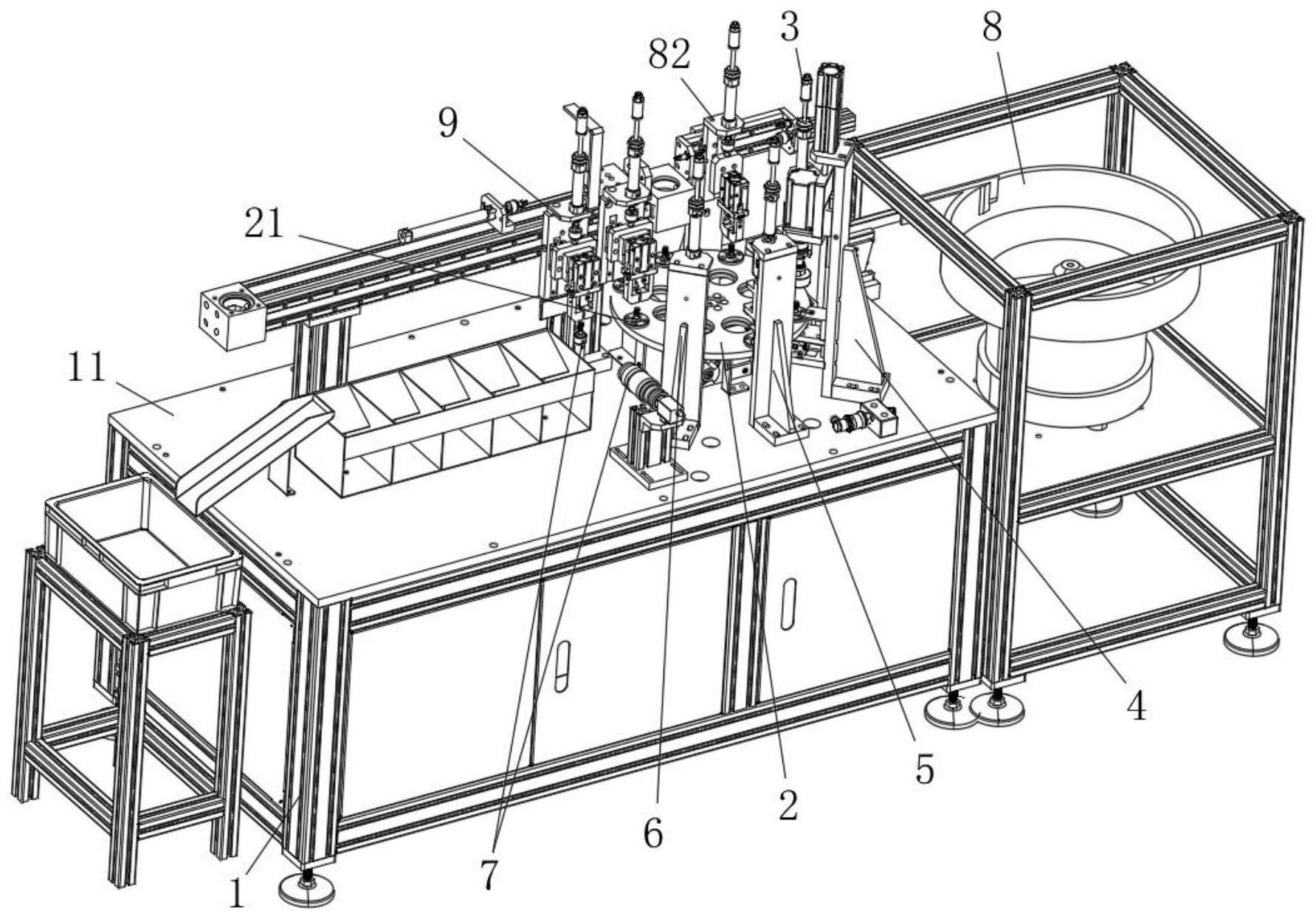
1、针对现有技术中存在的上述问题,现旨在提供一种刹车管用螺栓检测设备,以在工作台上设置有转盘,转盘的旁侧依次布置有长度检测机构、螺纹检测机构、孔深度检测机构、防漏防堵检测机构以及螺纹配合段检测机构,并于工作台上还设置有上料机构和下料机构,能自动实现对管用螺栓的长度、螺纹、孔深度、侧孔数量和通断、螺纹配合段长度的检测,并能实现自动上下料,无需人工操作,既能减轻工作负担,提高工作效率,而且还能实现检测标准的统一,确保了同批次产品的品质能统一,有效降低了检测误差率,提升了检测准确度,利于管用螺栓的品质检测。
2、具体技术方案如下:
3、一种刹车管用螺栓检测设备,具有这样的特征,包括:
4、工作台,工作台具有一台板;
5、转盘,转盘转动安装于台板上,且转盘上呈环形阵列分布有若干检测工位;
6、长度检测机构,长度检测机构包括长度检测升降架以及长度检测传感器,长度检测升降架设置于台板上且上端延伸至转盘的上方,并在转盘转动时,依次与每一检测工位在竖直方向上正对,长度检测传感器竖直朝下安装于长度检测升降架的上端;
7、螺纹检测机构,螺纹检测机构安装于台板上且设置于长度检测机构的旁侧,包括螺纹检测升降架、旋转执行器、扭力检测传感器以及螺纹规,螺纹检测升降架安装于台板上且上端延伸至转盘的上方,且在转盘转动时,依次与每一检测工位在竖直方向上的正对,旋转执行器竖直朝下安装于螺纹检测升降架的上端,同时,旋转执行器的旋转轴上安装有扭力检测传感器,并于扭力检测传感器上安装有螺纹规;
8、孔深度检测机构,孔深度检测机构包括孔深检测升降架、深度检测传感器以及插针,孔深检测升降架安装于台板上且设置于螺纹检测机构背离长度检测机构的一侧,孔深检测升降架的上端延伸至转盘的上方并在转盘转动时依次与每一检测工位在竖直方向上正对,深度检测传感器竖直朝下安装于孔深检测升降架的上端,插针安装于深度检测传感器的下端;
9、防漏防堵检测机构,防漏防堵检测机构包括压力检测升降架、充压机、套接头、压力检测传感器以及连接管,压力检测升降架安装于台板上且设置于孔深检测机构背离螺纹检测机构的一侧,压力检测升降架的上端延伸至转盘的上方并在转盘转动时依次与每一检测工位在竖直方向上正对,套接头设置于压力检测升降架上,充压机安装于工作台上且与套接头通过连接管连通,压力检测传感器设置于套接头或连接管上;
10、螺纹配合段检测机构,螺纹配合段检测机构包括安装架、检测台以及视觉相机,安装架安装于台板上且设置于防漏防堵检测机构背离孔深检测机构的一侧,检测台设置于台板上且位于安装架的旁侧,检测台具有一检测工位,视觉相机安装于安装架上且朝向检测台布置。
11、上述的一种刹车管用螺栓检测设备,其中,还包括上料机构,上料机构包括送料组件和上料转运组件,送料组件设置于工作台的旁侧,送料组件具有一延伸至转盘边沿处的送料导轨,上料转运组件设置于台板上且在转盘和送料导轨之间做往复运动。
12、上述的一种刹车管用螺栓检测设备,其中,送料组件为振动上料盘,送料导轨靠近转盘的一端的端部设置有一夹持座,夹持座安装于台板上,夹持座具有一竖直朝上布置的夹持爪,夹持爪的爪口正对送料导轨的送料通道。
13、上述的一种刹车管用螺栓检测设备,其中,上料转运组件包括上料支架、上料横向滑轨、上料横向滑板、上料竖向滑轨、上料竖向滑板、上料夹爪、第一上料驱动器以及第二上料驱动器,上料支架的下端安装于台板上,上料支架的上端安装有水平布置的上料横向滑轨,上料横向滑轨上滑设有上料横向滑板,第一上料驱动器安装于上料支架或上料横向滑轨上且驱动轴与上料横向滑板连接,上料竖向滑轨沿竖直方向安装于上料横向滑板上,上料竖向滑轨上滑设有上料竖向滑板,第二上料驱动器安装于上料横向滑板上且驱动轴与上料竖向滑板连接,上料夹爪安装于上料竖向滑板上。
14、上述的一种刹车管用螺栓检测设备,其中,还包括下料机构,下料机构包括分类收纳箱和下料转运组件,分类收纳箱设置于台板上且位于转盘的一侧,分类收纳箱具有若干个沿一方向依次布置的独立收纳腔,下料转运组件设置于台板上且位于转盘的一侧,同时,下料转运组件沿若干独立收纳腔的布置方向做往复移动。
15、上述的一种刹车管用螺栓检测设备,其中,下料转运组件包括下料滑架、第一转移组件和第二转移组件,下料滑架设置于台板上且位于分类收纳箱的旁侧,下料滑架沿若干独立收纳腔的布置方向安装,第一转移组件和第二转移组件均滑设于下料滑架上,并且,第一转移组件的移动行程范围为螺纹配合段检测机构和转盘之间,第二移动组件的移动行程范围为螺纹配合段检测机构至任一独立收纳腔之间。
16、上述的一种刹车管用螺栓检测设备,其中,下料滑架包括底架、直线模组、下料导轨、下料滑块以及伸缩驱动器,底架的底部固定安装于台板上,直线模组安装于底架的上部且沿若干独立收纳腔的布置方向安装,下料导轨平行设置于直线模组上,下料滑块设置有两组且均滑设于下料导轨上,并且,伸缩驱动器安装于直线模组上且沿直线模组的布置方向做伸缩运动,同时,一组下料滑块与直线模组动力连接并于其上安装有第二转移组件,另一组下料滑块与伸缩驱动器动力连接并于其上安装有第一转移组件。
17、上述的一种刹车管用螺栓检测设备,其中,第一转移组件和第二转移组件均包括滑移板、升降导轨、升降滑块以及卸料夹爪,滑移板安装于一组下料滑块上,升降导轨竖直安装于滑移板上,同时,升降导轨上滑设有升降滑块,升降滑块上安装有竖直朝下布置的卸料夹爪。
18、上述的一种刹车管用螺栓检测设备,其中,套接头包括螺纹套管、套接螺母以及密封套,螺纹套管的上端安装于压力检测升降架上且与充压机连接的连接管连接,螺纹套管的下端设置有外螺纹,套接螺母螺纹连接于螺纹套管的下端,且套接螺母的下端的内孔的孔沿上设置有朝向内孔中突出的环形挡沿,密封套安装于套接螺母中,且密封套的上端抵靠于螺纹套管的下端端面上,密封套的下端抵靠于环形挡沿上。
19、上述的一种刹车管用螺栓检测设备,其中,长度检测升降架、螺纹检测升降架、孔深检测升降架以及压力检测升降架均包括立架、升降滑轨、升降滑台以及直线驱动器,立架的下端固定于台板上,立架的上端沿竖直方向安装有升降滑轨,升降滑台滑设于升降滑轨上,同时,于立架上设置有沿竖直方向布置的直线驱动器,且直线驱动器的驱动轴与升降滑台连接。
20、上述技术方案的积极效果是:
21、上述的刹车管用螺栓检测设备,通过在工作台上设置带有若干检测工位的转盘,同时,于工作台上且位于转盘的周围依次布置有长度检测机构、螺纹检测机构、孔深度检测机构、防漏防堵检测机构以及螺纹配合段检测机构,分别实现了对管用螺栓的长度、螺纹、孔深度、侧孔数量和通断、螺纹配合段长度的检测,无需人工操作,检测效率更高,检测负担减轻,并且无需人工肉眼或经验判断,误差更小,检测准确率更高,实现了检测标准的统一,从而确保了同批次产品的品质能维持统一,利于管用螺栓的品质检测。
- 还没有人留言评论。精彩留言会获得点赞!