一种热镀锌生产线炉鼻子溢流检测装置及其检测方法与流程
本发明属于热镀锌生产线,更具体地说,是涉及一种热镀锌生产线炉鼻子溢流检测装置,本发明还涉及一种热镀锌生产线炉鼻子溢流检测方法。
背景技术:
1、在冶金行业热镀锌生产线,炉鼻子作为冷轧带钢镀锌生产线中的关键设备,其产品质量至关重要。炉鼻子产品的技术测试指标主要包括安装尺寸、摆动角度、炉渣泵试电运转、抽渣效果、炉渣坝空间尺寸等,炉鼻子作为专业设备,其结构较为复杂且特殊,内部开口较小,传统的测量器具无法测量这种空间尺寸,仅靠零部件加工焊接的精度无法保证渣坝定位的准确性,导致装配后无法测量,不能确保每次生产的炉渣坝尺寸高度一致,并且炉鼻子下线后,也无法准确测出炉渣坝高度方向的变形量;摆动角度、抽渣效果等指标都要在现场实际安装使用后通过板带情况才能简单反应,且现场环境恶劣不具备测量条件。以上种种问题表明,现有技术无法满足炉鼻子产品质量保证与提升,且现场使用后才发现问题从而返工的情况,也造成了大量的损失。
2、现有技术中有名称为“一种环形溢流炉鼻子平行度检测装置及检测方法”、公开号为“113932755a”的技术,该技术包括横向检测机构和纵向检测机构,横向检测机构包括a字型夹具、横向水平仪及横向挂板组成,横向水平仪安设于a字型夹具底部,横向挂板安设于a字型夹具顶部,两侧置于于中间包两唇口条上;纵向检测机构包括三角形夹具、支板、纵向水平仪和纵向挂板,支板安设于所述三角形夹具的尖端,纵向水平仪安设于支板上,纵向挂板为两块分别安设于三角形两脚端,置于中间包单侧唇口条上,本发明对于提高炉鼻子环形溢流(双面溢流)质量,提升中间包溢流排灰效果意义。
3、然而,该技术没有涉及本申请的技术问题和技术方案。
技术实现思路
1、本发明所要解决的技术问题是:提供一种结构简单,有效解决现有技术中的检测方式无法满足炉鼻子产品质量保证与提升,且现场使用后才发现问题从而返工的情况,通过提高炉鼻子的制造和修复质量,达到提高镀锌线产品质量目的的热镀锌生产线炉鼻子溢流检测装置。
2、要解决以上所述的技术问题,本发明采取的技术方案为:
3、本发明为一种热镀锌生产线炉鼻子溢流检测装置,包括提升调整机构、调节螺栓组、连接法兰、水箱、电子数显倾角仪、炉鼻子,提升调整机构包括机架本体、提升装置、直线导轨、移动箱体、固定底座,调节螺栓组包括螺栓、垫圈、顶起螺母、螺母,连接法兰包括法兰、挂耳。
4、所述的机架本体通过螺栓固定在固定底座上,提升装置安装在机架本体上,直线导轨安装在机架本体两侧,移动箱体安装在直线导轨上。
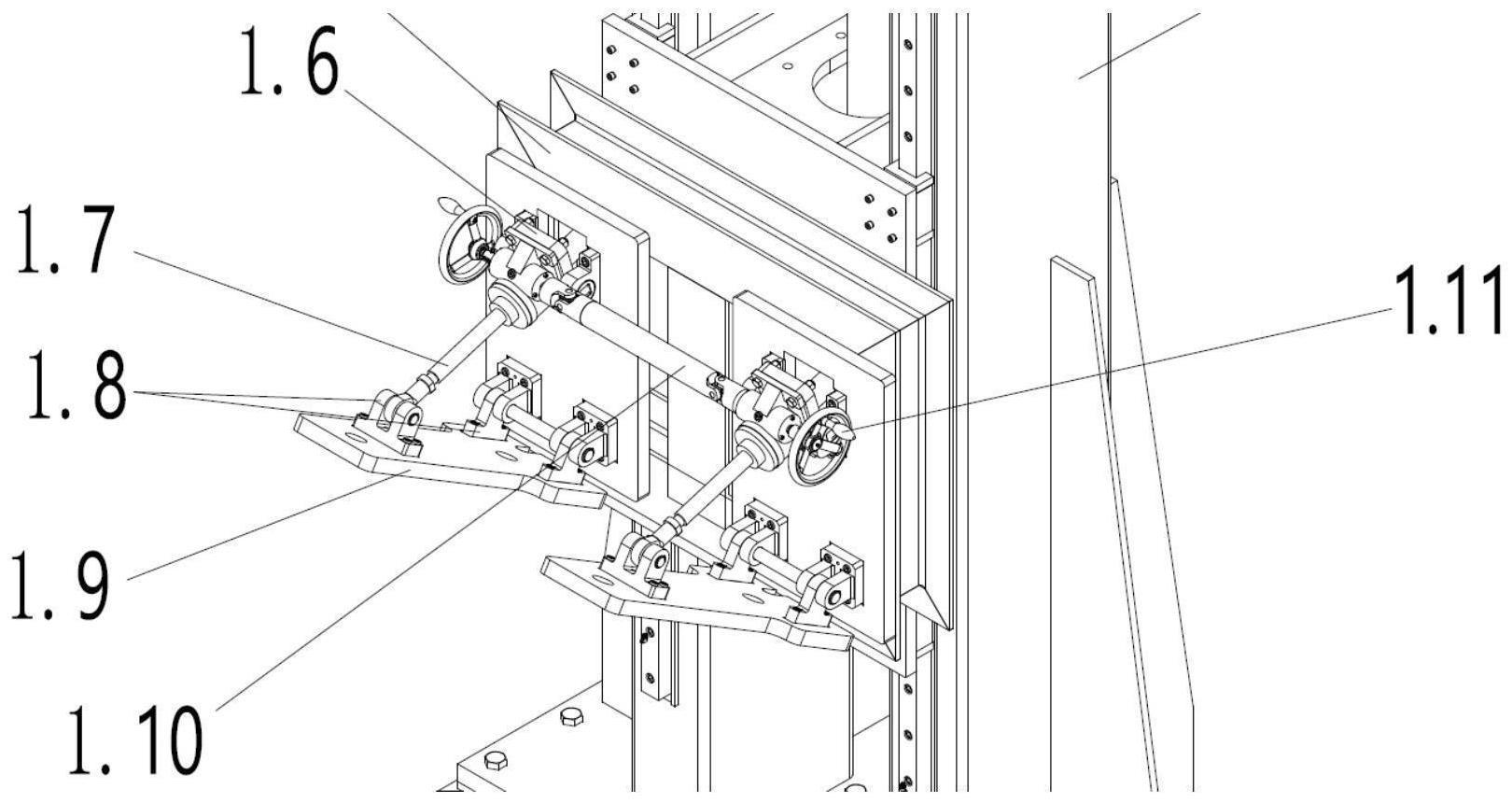
5、所述的提升调整机构还包括旋转底座、摆动丝杠升降机、连接座、安装板、万向联轴器、手轮、螺母装配。
6、所述的提升调整机构的螺母装配安装在移动箱体后侧安装面上,提升装置的提升丝杆穿过螺母装配带动移动箱体在直线导轨上进行上下移动。
7、所述的旋转底座安装在移动箱体上,摆动丝杠升降机通过螺栓安装在旋转底座上,多个连接座安装在安装板上,摆动丝杠升降机通过销轴与连接座连接安装板上端,安装板下端通过销轴连接移动箱体下端,两侧摆动丝杠升降机通过万向联轴器连接,外侧各安装一个手轮。
8、所述的螺母装配通过螺栓安装在移动箱体上,螺母装配包括工作螺母、螺栓、垫圈、螺母支撑座、丝螺母。
9、所述的提升装置包括减速电机、电机安装座、丝杆安装座、提升丝杆。
10、所述的减速电机安装在电机安装座上,电机安装座与丝杠安装座连接,丝杆安装座内部安装有轴承座、轴承及提升丝杆,提升丝杠上部连接减速电机,减速电机驱动提升丝杆进行转动。
11、所述的法兰按照炉鼻子裙边法兰连接面的螺栓分布及形状设计,挂耳用于炉鼻子上挂钩挂住,安装时进行预定位。
12、本发明还涉及一种步骤简单,有效解决现有技术中的检测方式无法满足炉鼻子产品质量保证与提升,且现场使用后才发现问题从而返工的情况,通过提高炉鼻子的制造和修复质量,达到提高镀锌线产品质量目的的热镀锌生产线炉鼻子性能检测方法。
13、所述的热镀锌生产线炉鼻子性能检测方法的检测步骤为:
14、s1.将水箱移出,减速电机驱动提升丝杆通过螺母装配带动移动箱体在直线导轨进行移动,通过驱动减速电机将移动箱体下降至安装位置;
15、s2.将锌鼻子挂钩挂在挂耳上,将锌鼻子裙边法兰与连接法兰通过调节螺栓组及固定螺栓组连接,完成锌鼻子的固定;
16、s3.用手轮摇动摆动丝杠升降机,驱动摆动丝杠升降机的摆动丝杠做往复移动,带动连接法兰及安装的锌鼻子位置变化,使连接法兰3的法兰面角度和锌鼻子角度一致,用电子数显倾角仪测量,通过调整手轮,观察测量数据,使连接法兰两侧保持水平;
17、s4.确定锌鼻子角度位置并固定完成后,驱动减速电机带动提升丝杆将锌鼻子提升,将水箱移回相应位置,再驱动减速电机将锌鼻子下降进入水箱内;
18、s5.在水箱中放水达到设定深度要求,从上方观察锌鼻子渣坝顶面和水箱内的水面是否平齐,水面高度通过加水或放水调节,如果水面不平齐,继续调节;如果平齐,放置电子数显倾角仪测量法兰倾角,检测是否和标准要求一致;
19、s6.锌鼻子检测满足要求后,进行抽渣溢流试验开动锌鼻子的锌渣泵电机,观察水流动情况,并在坝中间加入木屑或纸屑,模拟现场锌渣,观察碎屑的排出情况。
20、采用本发明的技术方案,工作原理及有益效果如下所述:
21、本发明所述的热镀锌生产线炉鼻子溢流检测装置及其检测方法,结构设置时,提升调整机构可实现炉鼻子的上下移动、摆动调整,调节螺栓组连接炉鼻子和提升调整机构,同时可对炉鼻子安装面水平进行微调,连接法兰用于炉鼻子的连接与固定,水箱用于对于炉鼻子进行观察测试,水平测量仪用于测量炉鼻子安装面的水平度。本发明的装置,模拟了现场锌鼻子使用及安装方式,通过减速电机驱动提升丝杆带动锌鼻子实现上下移动。在水平调节上采用了通过手轮调节两侧摆动丝杠升降机,通过摆动丝杠带动安装板带动连接法兰使锌鼻子实现两侧角度调整,两侧摆动丝杠升降机采用万向联轴器连接,保证了两侧的联动性和可调性。同时,安装在安装板与连接法兰上四个位置的调节螺栓组,通过调节顶出螺母可实现法兰面的四点微调。本发明的装置,使用便捷,运行稳定可靠,模拟现场观测,简单直观,渣坝水平尺寸、摆动角度、抽渣效果等指标都能线下测试,且通过更换连接法兰可对不同尺寸的锌鼻子进行测试,有效解决现有技术的问题。
技术特征:
1.一种热镀锌生产线炉鼻子溢流检测装置,其特征在于:包括提升调整机构(1)、调节螺栓组(2)、连接法兰(3)、水箱(4)、电子数显倾角仪(5)、炉鼻子(6),提升调整机构(1)包括机架本体(1.1)、提升装置(1.2)、直线导轨(1.3)、移动箱体(1.4)、固定底座(1.5),调节螺栓组(2)包括螺栓(2.1)、垫圈(2.2)、顶起螺母(2.3)、螺母(2.4),连接法兰(3)包括法兰(3.1)、挂耳(3.2)。
2.根据权利要求1所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的机架本体(1.1)通过螺栓固定在固定底座(1.5)上,提升装置(1.2)安装在机架本体(1.1)上,直线导轨(1.3)安装在机架本体(1.1)两侧,移动箱体(1.4)安装在直线导轨(1.3)上。
3.根据权利要求1或2所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的提升调整机构(1)还包括旋转底座(1.6)、摆动丝杠升降机(1.7)、连接座(1.8)、安装板(1.9)、万向联轴器(1.10)、手轮(1.11)、螺母装配(1.12)。
4.根据权利要求3所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的螺母(1.12)装配安装在移动箱体(1.4)后侧安装面上,提升装置(1.2)的提升丝杆(1.2.4)穿过螺母装配(1.12)带动移动箱体(1.4)在直线导轨(1.3)上进行上下移动。
5.根据权利要求3所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的旋转底座(1.6)安装在移动箱体(1.4)上,摆动丝杠升降机(1.7)通过螺栓安装在旋转底座(1.6)上,多个连接座(1.8)安装在安装板(1.9)上,摆动丝杠升降机(1.7)通过销轴与连接座(1.8)连接安装板(1.9)上端,安装板(1.9)下端通过销轴连接移动箱体(1.4)下端,两侧摆动丝杠升降机(1.7)通过万向联轴器(1.10)连接,外侧各安装一个手轮(1.11)。
6.根据权利要求3所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的螺母装配(1.12)通过螺栓安装在移动箱体(1.4)上,螺母装配(1.12)包括工作螺母(1.12.1)、螺栓(1.12.2)、垫圈(1.12.3)、螺母支撑座(1.12.4)、丝螺母(1.12.5)。
7.根据权利要求1或2所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的提升装置(1.2)包括减速电机(1.2.1)、电机安装座(1.2.2)、丝杆安装座(1.2.3)、提升丝杆(1.2.4)。
8.根据权利要求7所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的减速电机(1.2.1)安装在电机安装座(1.2.2)上,电机安装座(1.2.2)与丝杠安装座(1.2.3连接,丝杆安装座(1.2.3)内部安装有轴承座、轴承及提升丝杆(1.2.4),提升丝杠(1.2.4)上部连接减速电机(1.2.1),减速电机(1.2.1)驱动提升丝杆(1.2.4)进行转动。
9.根据权利要求1或2所述的热镀锌生产线炉鼻子溢流检测装置,其特征在于:所述的连接法兰(3)的法兰(3.1)按照炉鼻子裙边法兰连接面的螺栓分布及形状设计,挂耳(3.2)用于炉鼻子上挂钩挂住,安装时进行预定位。
10.一种热镀锌生产线炉鼻子性能检测方法,其特征在于:所述的热镀锌生产线炉鼻子性能检测方法的检测步骤为:
技术总结
本发明属于热镀锌生产线技术领域的热镀锌生产线炉鼻子溢流检测装置。包括提升调整机构(1)、调节螺栓组(2)、连接法兰(3)、水箱(4)、电子数显倾角仪(5)、炉鼻子(6),提升调整机构(1)包括机架本体(1.1)、提升装置(1.2)、直线导轨(1.3)、移动箱体(1.4)、固定底座(1.5),调节螺栓组(2)包括螺栓(2.1)、垫圈(2.2)、顶起螺母(2.3)、螺母(2.4),连接法兰(3)包括法兰(3.1)、挂耳(3.2)。本发明所述的热镀锌生产线炉鼻子溢流检测装置及其检测方法,通过提高炉鼻子的制造和修复质量,提高镀锌线产品质量。
技术研发人员:严开龙,胡雯雯,叶明成,刘茂林,陈德春,郑志成,徐小龙
受保护的技术使用者:马鞍山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!