焊接缺陷的检测方法及焊接缺陷的检测装置与流程
本发明涉及焊接,具体涉及一种焊接缺陷的检测方法及焊接缺陷的检测装置。
背景技术:
1、在空调领域不锈钢四通阀逐步代替铜质四通阀,但整机在焊接中需要铜与不锈钢焊接工艺连接,连接处所产生的缺陷不易被人工发现。而目前检测的位置通常是在焊接后的工位,比如检漏岗位和测试岗位。但是检漏岗位和测试岗位只能检漏冷媒、焊堵缺陷,其他缺陷如:气泡、熔深不足等缺陷是无法通过人工检测出来的。
2、由于人工无法检测出气泡、熔深不足等缺陷,所以极容易造成空调冷媒泄漏、堵塞等情况。
技术实现思路
1、有鉴于此,本发明提供了一种焊接缺陷的检测方法及焊接缺陷的检测装置,以解决人工无法检测出气泡、熔深不足等缺陷的问题。
2、第一方面,本发明提供了一种焊接缺陷的检测方法,该检测方法包括:
3、在焊接工件之前,对工件的焊接区域进行x射线扫描,判断所述工件安装是否合格;
4、在所述工件安装合格后,对焊丝机构、焊接燃气机构进行参数检测;
5、若所述焊丝机构、所述焊接燃气机构的工作参数处于正常范围,则进行焊接;
6、焊接工件之后,对工件的焊接区域进行x射线扫描,确定扫描到焊接缺陷的类型。
7、有益效果:本发明实施例通过x射线检测进行识别焊接缺陷,能够准确检测出焊接缺陷,进而技术人员可以根据焊接缺陷的类型自行制定针对性的修复措施,从而能够避免出现空调冷媒泄漏、堵塞等情况,同时也极大地提高了产品的合格率。
8、在一种可选的实施方式中,所述对焊接燃气机构进行参数检测,包括:
9、获取焊接燃气、氧气、氮气的实际压力;
10、判断焊接燃气、氧气、氮气的实际压力是否均处于正常压力区间;
11、若是,则对所述焊丝机构进行参数检测。
12、在一种可选的实施方式中,所述对焊丝机构进行参数检测,包括:
13、获取所述焊料的实际位置;
14、判断所述焊料是否处于预设安装位置;
15、若是,则对焊接点进行预热,准备焊接。
16、在一种可选的实施方式中,在焊接时,包括:
17、在启动焊接时,焊枪开始点火;
18、将钎焊火焰自动调节为中性焰;
19、并同时对焊接区域进行温度监控。
20、在一种可选的实施方式中,所述中性焰的内焰长度为30~40mm。
21、在一种可选的实施方式中,火焰采用走“z”字型的路线向下摆动均匀加热。
22、在一种可选的实施方式中,当所述工件为不锈钢四通阀与空调铜管,当空调铜管加热为暗红色即温度达到550~580度接入焊丝。
23、在一种可选的实施方式中,内配管外径在φ9时,加热时间1.5~2.5s;内配管外径在φ12时,加热时间3.5~4.5s。
24、第二方面,本发明还提供了一种焊接缺陷的检测装置,该检测装置包括:
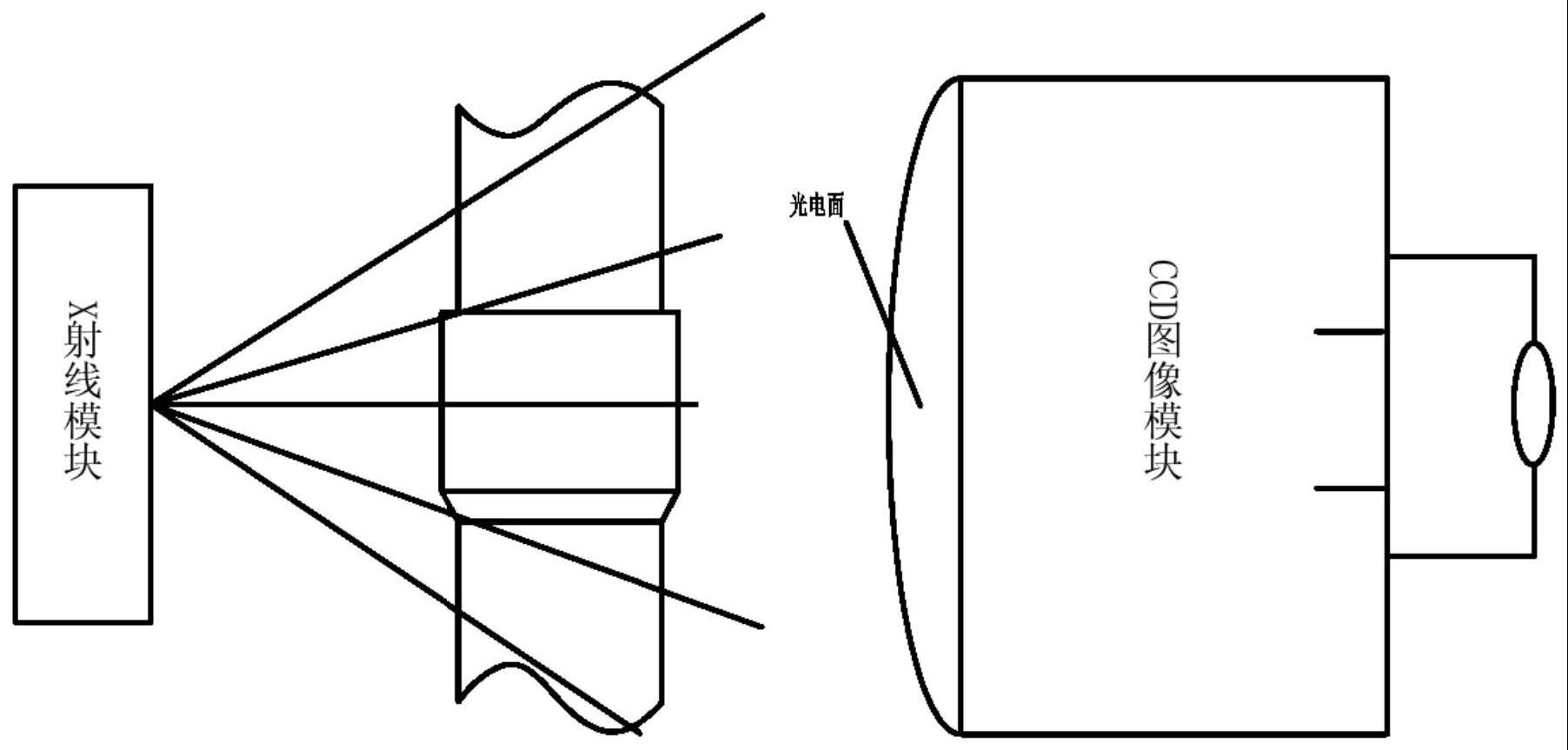
25、x射线模块,用于在焊接工件之前,对工件的焊接区域进行x射线扫描;焊接工件之后,对工件的焊接区域进行x射线扫描,确定扫描到焊接缺陷的类型;
26、处理模块,用于判断所述工件安装是否合格;
27、检测模块,用于在所述工件安装合格后,对焊丝机构、焊接燃气机构进行参数检测;
28、焊接模块,用于若所述焊丝机构、所述焊接燃气机构的工作参数处于正常范围,则进行焊接。
29、第三方面,本发明还提供了一种电子设备,该电子设备包括:存储器和处理器,所述存储器和所述处理器之间互相通信连接,所述存储器中存储有计算机指令,所述处理器通过执行所述计算机指令,从而执行上述任一项实施例所述的检测方法。
30、第四方面,本发明还提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使所述计算机执行上述任一项实施例所述的检测方法。
技术特征:
1.一种焊接缺陷的检测方法,其特征在于,包括:
2.根据权利要求1所述的检测方法,其特征在于,所述对焊接燃气机构进行参数检测,包括:
3.根据权利要求2所述的检测方法,其特征在于,所述对焊丝机构进行参数检测,包括:
4.根据权利要求2或3所述的检测方法,其特征在于,在焊接时,包括:
5.根据权利要求4所述的检测方法,其特征在于,所述中性焰的内焰长度为30~40mm。
6.根据权利要求5所述的检测方法,其特征在于,火焰采用走“z”字型的路线向下摆动均匀加热。
7.根据权利要求5或6所述的检测方法,其特征在于,当所述工件为不锈钢四通阀与空调铜管,当空调铜管加热为暗红色即温度达到550~580度接入焊丝。
8.根据权利要求7所述的检测方法,其特征在于,内配管外径在φ9时,加热时间1.5~2.5s;内配管外径在φ12时,加热时间3.5~4.5s。
9.一种焊接缺陷的检测装置,其特征在于,包括:
10.一种电子设备,其特征在于,包括:存储器和处理器,所述存储器和所述处理器之间互相通信连接,所述存储器中存储有计算机指令,所述处理器通过执行所述计算机指令,从而执行权利要求1至8中任一项所述的检测方法。
技术总结
本发明涉及焊接技术领域,公开了一种焊接缺陷的检测方法及焊接缺陷的检测装置,该检测方法包括:在焊接工件之前,对工件的焊接区域进行X射线扫描,判断所述工件安装是否合格;在所述工件安装合格后,对焊丝机构、焊接燃气机构进行参数检测;若所述焊丝机构、所述焊接燃气机构的工作参数处于正常范围,则进行焊接;焊接工件之后,对工件的焊接区域进行X射线扫描,确定扫描到焊接缺陷的类型。本发明实施例通过X射线检测进行识别焊接缺陷,能够准确检测出焊接缺陷,进而技术人员可以根据焊接缺陷的类型自行制定针对性的修复措施,从而能够避免出现空调冷媒泄漏、堵塞等情况,同时也极大地提高了产品的合格率。
技术研发人员:甘立荣,谭本波,魏全顺,眭敏,冯会朋,杨玉丽
受保护的技术使用者:珠海格力智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!