一种预氧化纤维预氧化程度的检测方法及装置与流程
本技术涉及预氧化纤维性能检测,且特别涉及一种预氧化纤维预氧化程度的检测方法及装置。
背景技术:
1、预氧化过程是碳纤维生产的中间环节,在预氧化过程中发生多种化学反应,大家认同的主要反应有环化、氧化和脱氢三大类型,在此过程中纤维结构由线型分子链转化为具有耐热梯型结构,提高了预氧化纤维的热稳定性能。预氧化过程中分子链的结构转变对碳纤维的性能具有十分重要的影响,预氧化工艺不匹配产成的结构缺陷也会遗传至碳纤维,降低碳纤维拉伸性能。此外,预氧化过程是碳纤维生产耗时最长和能耗最高的工段,故而预氧化过程的精细调控在碳纤维生产过程中具有十分重要的意义。
2、随着碳纤维技术的不断进步,对预氧化纤维预氧化程度的评价方法也在逐步丰富。比如通过密度梯度管法测量预氧化密度,通过元素分析仪测量氧含量的变化评估预氧程度,通过红外光谱、dsc和xrd等手段评价芳构化指数(环化度)。其中,最常用的是根据密度梯度管法测得的预氧化密度评估预氧化程度及预氧工艺的匹配性。然而在该方法种,试样投入后需要1h-12h静置时间,不利于生产线快速判断预氧化工艺的匹配性,延长了不同预氧化工艺调整间隔。现有技术中,碳纤维碳化生产线在开车期间或碳纤维产品切换期间,预氧化温度等工艺调整频繁,需要一种预氧丝预氧化程度的快速判断方法。预氧丝垂直点燃法虽然也是一种常用的评价预氧化程度的方法,但需要丰富的实践经验,仅适用于定性评判,无法进行量化评估。
技术实现思路
1、针对现有技术的不足,本技术实施例的目的之一在于提供一种预氧化纤维预氧化程度的检测方法,以改善现有技术中预氧丝预氧化程度测定时间长,导致工艺调整速度慢,或切换时间长的技术问题。
2、为实现上述目的之一,本技术采取的技术方案如下:
3、一种预氧化纤维预氧化程度的检测方法,包括:在不同工艺条件下,测定并获得预氧丝的火焰收缩保持率和预氧化密度,将火焰收缩保持率与预氧丝密度进行拟合获得两者的曲线关系式。
4、(1)测定预氧丝的火焰收缩保持率
5、s11.将预设长度的预氧丝固定于测试支架上,标记测试区间预氧丝的长度,记为l0;
6、s12.在非测试区域点燃固定在履带上的本生灯,并控制燃气进气量保持火焰呈橙色,本生灯以恒定的移动速率通过l0标定区域后关闭本生灯,并测量标记测试区间预氧丝的长度,记为l1;
7、s13.计算火焰收缩保持率,火焰收缩保持率=l1/l0*100%;
8、(2)测定不同火焰收缩率下预氧丝的预氧化密度;
9、(3)拟合标准曲线。
10、将上述测定的不同工艺条件下的预氧丝的火焰收缩保持率,以及相应条件下预氧丝的预氧化密度进行拟合获得两者的曲线关系式。
11、目前预氧化密度对于预氧化程度高低的评估更精确;预氧化程度高,预氧化密度更大,用预氧化密度评价预氧化程度才更准确,但常规预氧化密度测试方法(比如密度柱法)耗时时间长,因此本技术通过建立预氧化密度与火焰收缩保持率的标准线性相关曲线式,通过快速准确测定预氧丝的火焰收缩率,将其带入上述标准线性相关曲线式中,就可以得到相应条件下的预氧化密度值,进而可以更准确的指导生产一线的预氧工艺调整,提高生产效率。进一步的,在预氧化程度的测定中,纤维热收缩率的测量偏差在径向上受火焰温度差异的影响,在横向上受移动速度均匀性的影响,因此本技术采用本生灯对预氧丝进行烘烤,通过固定燃气流量来获得稳定的火焰高度,即稳定的火焰温度,进而实现对火焰温度的均匀控制;进一步的,通过将本生灯固定的放置在传送履带上,并通过动力组件控制履带的移动速度,使本生灯在履带上进行匀速往复运动,进而使在测试区间内的预氧丝纤维均匀受热,如此可快速准确的对预氧丝的火焰收缩保持率进行测定。
12、在本技术的一些实施例中,本生灯的温度为295-305℃。聚丙烯腈基碳纤维预氧化工艺温度通常在200~300℃,处理速度约1cm/s。在预氧化程度的测定中,纤维热收缩率的测量偏差在径向上受火焰温度差异的影响,本技术基于时温等效效应,选取约300℃的本生灯内焰温度处理不同工艺下预氧化纤维,可以实现对火焰温度的均匀控制,进而实现测定区域内纤维的均匀受热。然后再根据预氧纤维的收缩率来推算该工艺温度下的预氧化密度,即可快速准确的推算出该工艺温度下的预氧化纤维预氧化程度。
13、在本技术的一些实施例中,测试区间预氧丝的长度l0为15-30cm。预氧丝长度太短,收缩率的测量误差大;长度太长,火焰处理的时间长,也可能引入大的测试量误差,因此在15-30cm为合适范围。
14、在本技术的一些实施例中,步骤s11中,预设长度为20-40cm。在此长度范围内,纤维中心位置垂度合适,因此本生灯水平移动时,纤维受热温度均匀,测试误差小。在本技术的一些实施例中,履带的移动速率为0.6-1.2m/min。履带的移动速率过快会导致本生灯对预氧丝纤维烘烤的时间不足,会导致预氧丝的处理不充分(即预氧丝可能未被烧透,预氧丝纤维束通常为12000根或者24000根),达不到预期的效果;而履带的移动速率过慢,易导致本生灯对预氧丝纤维局部热处理过度,进而损伤纤维;因此本生灯的移动速率在上述范围内为合适范围,可以使预氧丝(纤维束通常为12000根或者24000根)能被火焰均匀处理。
15、在本技术的一些实施例中,当预氧丝的预设长度为60-70cm,测试区间预氧丝的长度l0为15-30cm以及履带的移动速率为0.6-1.2m/min时,预氧丝的火焰收缩保持率与预氧化密度的曲线关系式为y=kx+b,其中x为火焰收缩保持率,y为预氧化密度;k为0.002-0.004,b为1.100-1.130。
16、本技术实施例的目的之二在于提供一种预氧化纤维预氧化程度的检测装置。
17、为实现上述目的之二,本技术采取的技术方案如下:
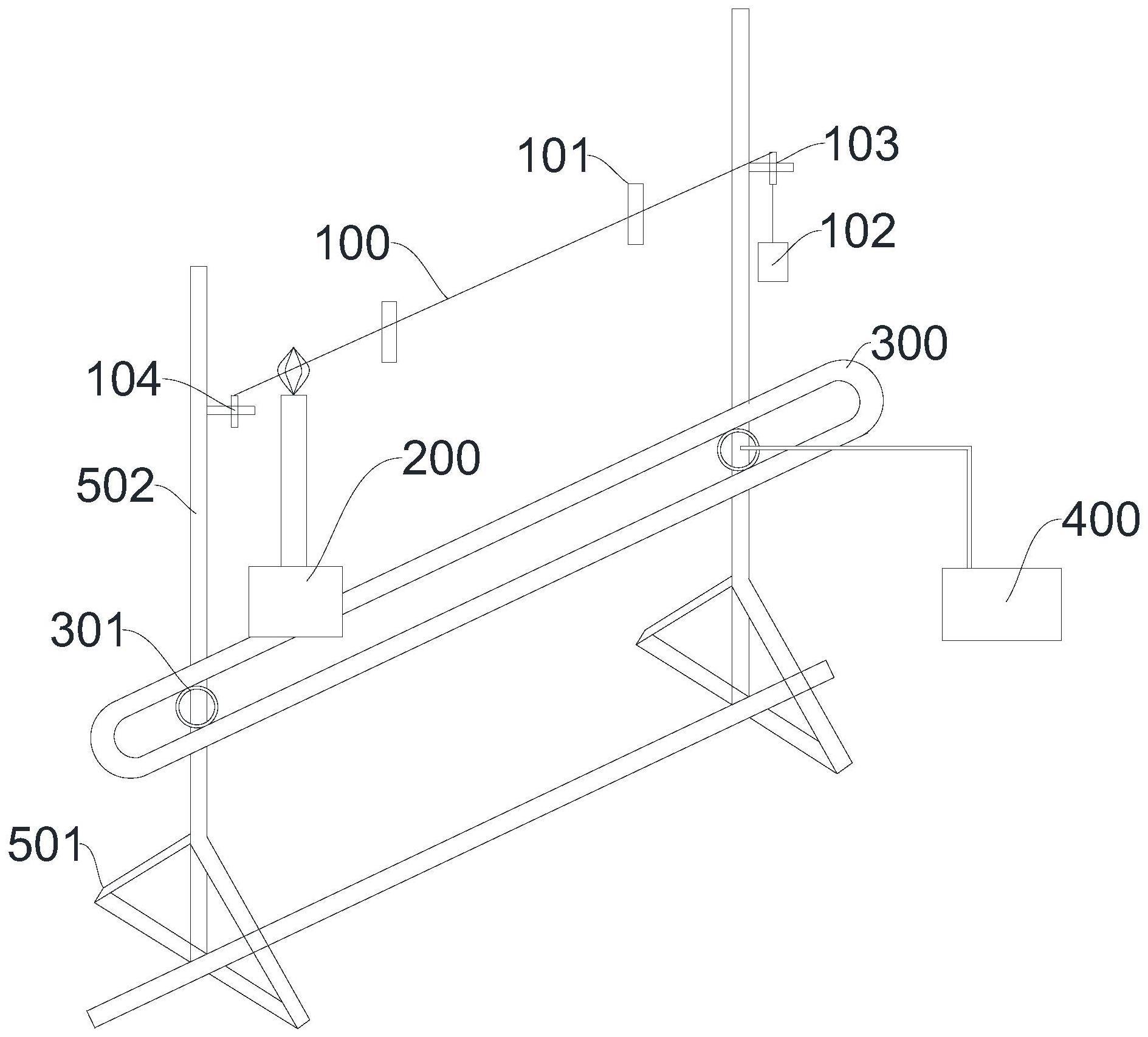
18、一种预氧化纤维预氧化程度的检测装置,包括:
19、支撑组件,支撑组件包括底座和设置于底座两端的支撑杆;
20、固定组件,固定组件设置于支撑杆上,用于固定预氧丝;
21、传动组件,传动组件包括传送履带和与传送履带相适配的传送导轮组,传动带和导轮组设置于支撑杆上;
22、本生灯,本生灯设固定置于传送履带上;以及
23、动力组件,动力组件与传动组件电性连接。
24、该装置结构简单,易于操作,可快速准确地测定预氧丝的火焰收缩保持率。
25、在本技术的一些实施例中,预氧丝的一端悬挂有配重,配重的重量为3-6g。悬挂配重的目的是为了使预氧丝可以处于绷直状态。
26、在本技术的一些实施例中,履带为双向履带。由于履带的移动速率不能过快或者过慢,需要以一定的速率运动,在这个情况下在使用本生灯对预氧丝烘烤时,需要一个来回;即本生灯对预氧丝烘烤时,需要从测试区间的起始点到终点,再从测试区间的终点回到起始点,才能达到使预氧丝纤维均匀受热的一个目的,因此需要设置成双向履带。
- 还没有人留言评论。精彩留言会获得点赞!