一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法与流程
本发明涉及铝及铝合金挤压焊缝焊合性能检验方法,具体为一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法。
背景技术:
1、颗粒状挤压焊缝断口是粗晶层的挤压焊缝断口表现形式,目前gb/t32790中对于挤压焊缝断口只收录了两种断口形貌,分别为纤维状断口及平齐状断口,而纤维状挤压焊缝断口则是细晶的挤压焊缝断口表现形式,在实际生产检验过程中发现存在另一种断口形貌,即颗粒状断口,通过对断口处取样进行各项力学试验及耐蚀性试验发现,颗粒状断口具有降低材料各项力学性能特征,所以建议对颗粒状断口进行判定,以达到检验的准确性。
2、目前国内各大车辆机车厂对粗晶要求标准并不相同,所以造成材料性能各不相同,而细晶强化是提高铝型材性能的一个重要强化方式,细小再结晶晶粒的各项性能远高于粗大再结晶晶粒,之前多从金属材料金相组织角度判定晶粒尺寸大小对组织性能影响,从挤压焊缝断口颗粒层厚度角度进行判定目前还处于空白阶段,而挤压焊缝检测是挤压铝型材一个重要检项,可直观的判定性能好坏,在挤压焊缝断口中晶粒直接体现为在纤维状和颗粒状断口,目前针对颗粒状挤压焊缝断口并无相关标准控制,而通过各项试验可知颗粒状挤压焊缝这种特征断口较纤维状挤压焊缝断口的各项力学性能降低,而铝型材挤压焊缝性能检验是挤压铝型材性能的一个重要检项,目前相关标准中并未针对颗粒状挤压焊缝断口做出相关要求。
技术实现思路
1、本发明的技术任务是针对以上现有技术的不足,而提供一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法。
2、本发明解决其技术问题所采用的技术方案是:一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,测量铝合金型材挤压焊缝颗粒状断口的颗粒层厚度t及铝合金型材壁厚t,若t<1/2t,则判定铝合金型材挤压断口检测性能合格,若t>1/2t,则判定铝合金型材挤压断口检测性能不合格。
3、进一步地,当t=1/2t时,为铝合金型材挤压断口弯曲极限临界点,判定铝合金型材挤压断口检测性能不合格。
4、进一步地,所述铝合金型材壁厚即为铝合金型材厚度。
5、进一步地,所述铝合金型材挤压焊缝颗粒状断口的颗粒层厚度的测量方法为:对铝合金型材进行腐蚀使焊缝显现,采用液压式压力试验机,通过压头连续下压焊缝位置,直至焊缝断裂,使用放大镜或显微镜测量颗粒层厚度。
6、进一步地,当颗粒状断口的颗粒层厚度达到壁厚总厚度的1/2时铝合金型材弯曲试验出现微裂纹;当颗粒状断口的颗粒层厚度达到壁厚总厚度的2/3时铝合金型材弯曲试验出现裂纹;当颗粒状断口颗粒层厚度等于壁厚厚度时铝合金型材弯曲试验断裂,折弯试验性能严重降低。
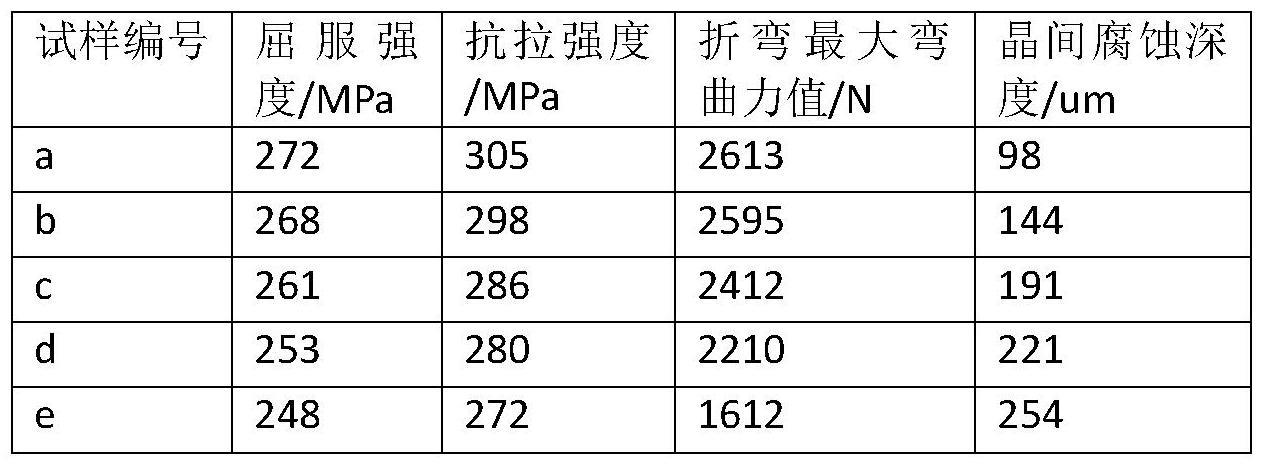
7、进一步地,铝合金型材随着断口颗粒层厚度的不断增加其力学拉伸性能及材料耐蚀性逐渐降低;随着断口颗粒层厚度不断增加其弯曲性能逐渐降低,材料表面裂纹逐渐加重,直至断裂;折弯性能随着断口颗粒层厚度的不断增加也逐渐降低。
8、本发明通过增加对于颗粒状挤压焊缝断口的颗粒层厚度控制在小于壁厚的1/2的这种缺陷判定,使之前不合格的2/3壁厚颗粒层断口产品质量提高到1/2壁厚颗粒层所带来的产品质量提升分别为:断口力学屈服强度提高2-6%,抗拉强度提高2-4%,折弯最大弯曲力值提高6-10%,耐蚀性能提高6-15%,颗粒状断口颗粒层厚度等于壁厚总厚度的这种断口到1/2壁厚颗粒层所带来的产品质量提升分别为:力学屈服强度提高5-10%,抗拉强度提高5-8%,折弯最大弯曲力值提高40-60%,耐蚀性能提高20-30%。颗粒层是铝合金在挤压过程中不可避免产生的缺陷,生产中应控制颗粒层的存在,对于颗粒状挤压挤压焊缝断口的颗粒层厚度应控制在小于壁厚的1/2。
9、与现有技术相比,本发明的有益效果为:
10、目前铝型材挤压焊缝检测相关标准中没有针对颗粒状断口的判定要求,通过各种试验可知颗粒状挤压焊缝存在降低材料性能现象,本发明提出挤压焊缝颗粒状断口的颗粒层厚度在产品质量检验过程中应控制在小于壁厚的1/2。从而提高了检验准确性,进而提高产品整体质量,为铝型材挤压焊缝性能检测增加一种新的判定方式。
技术特征:
1.一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,其特征在于:测量铝合金型材挤压焊缝颗粒状断口的颗粒层厚度t及铝合金型材壁厚t,若t<1/2t,则判定铝合金型材挤压断口检测性能合格,若t>1/2t,则判定铝合金型材挤压断口检测性能不合格。
2.根据权利要求1所述的一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,其特征在于:当t=1/2t时,为铝合金型材挤压断口弯曲极限临界点,判定铝合金型材挤压断口检测性能不合格。
3.根据权利要求1所述的一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,其特征在于:所述铝合金型材壁厚即为铝合金型材厚度。
4.根据权利要求1所述的一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,其特征在于:所述铝合金型材挤压焊缝颗粒状断口的颗粒层厚度的测量方法为:对铝合金型材进行腐蚀使焊缝显现,采用液压式压力试验机,通过压头连续下压焊缝位置,直至焊缝断裂,使用放大镜或显微镜测量颗粒层厚度。
5.根据权利要求1所述的一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,其特征在于:当颗粒状断口的颗粒层厚度达到壁厚总厚度的1/2时铝合金型材弯曲试验出现微裂纹;当颗粒状断口的颗粒层厚度达到壁厚总厚度的2/3时铝合金型材弯曲试验出现裂纹;当颗粒状断口颗粒层厚度等于壁厚厚度时铝合金型材弯曲试验断裂。
6.根据权利要求1所述的一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,其特征在于:铝合金型材随着断口颗粒层厚度的不断增加其力学拉伸性能及材料耐蚀性逐渐降低;随着断口颗粒层厚度不断增加其弯曲性能逐渐降低,材料表面裂纹逐渐加重;折弯性能随着断口颗粒层厚度的不断增加也逐渐降低。
技术总结
本发明提供一种铝型材挤压焊缝颗粒状断口缺陷检验的判定方法,测量铝合金型材挤压焊缝颗粒状断口的颗粒层厚度t及铝合金型材壁厚T,若t<1/2T,则判定铝合金型材挤压断口检测性能合格,若t≥1/2T,则判定铝合金型材挤压断口检测性能不合格。目前铝型材挤压焊缝检测相关标准中没有针对颗粒状断口的判定要求,通过各种试验可知颗粒状挤压焊缝存在降低材料性能现象,本发明提出挤压焊缝颗粒状断口的颗粒层厚度在产品质量检验过程中应控制在小于壁厚的1/2。从而提高了检验准确性,进而提高产品整体质量,为铝型材挤压焊缝性能检测增加一种新的判定方式。
技术研发人员:张富亮,徐宁,陆宏韬,王周冰,王宇,李恩波,李朔,杨旭君
受保护的技术使用者:辽宁忠旺集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!