一种齿轮表面强抛覆盖率测量工艺方法与流程
本发明涉及齿轮加工,具体为一种齿轮表面强抛覆盖率测量工艺方法。
背景技术:
1、齿轮加工时需要进行抛丸强化,以提高齿轮使用寿命,且可以在齿轮表面产生压应力,破坏工件内部本身存在的拉应力,改善齿轮齿根的抗弯曲疲劳性能。在对不同的齿轮进行抛丸时,需要通过检测产品表面覆盖率,来确定产品需要的抛丸时间参数,但是由于产品抛丸强化部位结构复杂,表面光洁度差,直接使用10倍的放大镜现场检验观察准确度低,对检测人员素质要求高,人为因素影响大,无法精确判定100%覆盖率时间,因此只能制作产品覆盖率试片在实验室中检测;根据jb/t10174-2008中零件表面的覆盖率测量:零件表面的覆盖率测量可用10倍的放大镜检验。对已知喷丸循环中得到的覆盖率存在疑问时,应抛光一块与零件材料和硬度相同的试样(102mmx102mm)与零件放在同一条件下喷丸。然后,将试片放在金相显微镜下检查受喷表面,并把影像放50倍影到一块毛玻璃上,使用面积仪测出几个观察部位所有受喷区域的总面积,并取其平均值。直接使用10倍的放大镜检验产品覆盖率,准确率低;使用试样检测产品表面覆盖率,效率低、历时长、成本高,且只能在实验室中进行,导致齿轮结构、位置或工艺参数变动后,无法在加工现场直接测量得出。
技术实现思路
1、本发明所解决的技术问题在于提供一种在实验室得到相同表面硬度要求的产品覆盖率系数,再到现场利用a型弧高值试片进行测量,利用公式换算就可得到产品抛丸时间,以解决上述背景技术中提出的问题。
2、本发明所解决的技术问题采用以下技术方案来实现:一种齿轮表面强抛覆盖率测量工艺方法,包括以下步骤:
3、步骤一:根据齿轮抛丸的弧高值范围选择相应的弧高值试片,齿轮弧高值常用范围为0.3~0.5mm,弧高值检测应选择a型弧高值试片;
4、步骤二:根据产品结构、抛丸位置要求和行业标准中规定的要求,测量不同时间a型弧高值试片的弧高值,得到a型弧高值试片饱和时间为t饱1,绘制出饱和曲线;
5、步骤三:在实验室中,根据行业标准设计代替产品的覆盖率试片,覆盖率试片抛丸工艺参数设置与弧高值试片抛丸参数一致,首次测量表面覆盖率时间定为a型弧高值试片饱和时间,再根据齿轮表面硬度确定下一步测算时间,从而得到覆盖率试片100%覆盖率抛丸时间t覆;
6、步骤四:产品覆盖率系数:
7、k=t覆/t饱1
8、说明:t覆为覆盖率试片100%覆盖率抛丸时间,t饱1为a型弧高值试片饱和时间;
9、步骤五:在加工现场,根据产品结构、抛丸位置和工艺参数的要求,利用a型弧高值试片重新测量出a型弧高值试片饱和时间t饱2;
10、步骤六:根据公式计算得出产品抛丸时间:
11、t=f×k×t饱2
12、说明:f为产品要求百分之几百覆盖率,k为产品覆盖率系数,t饱2为a型弧高值试片饱和时间。
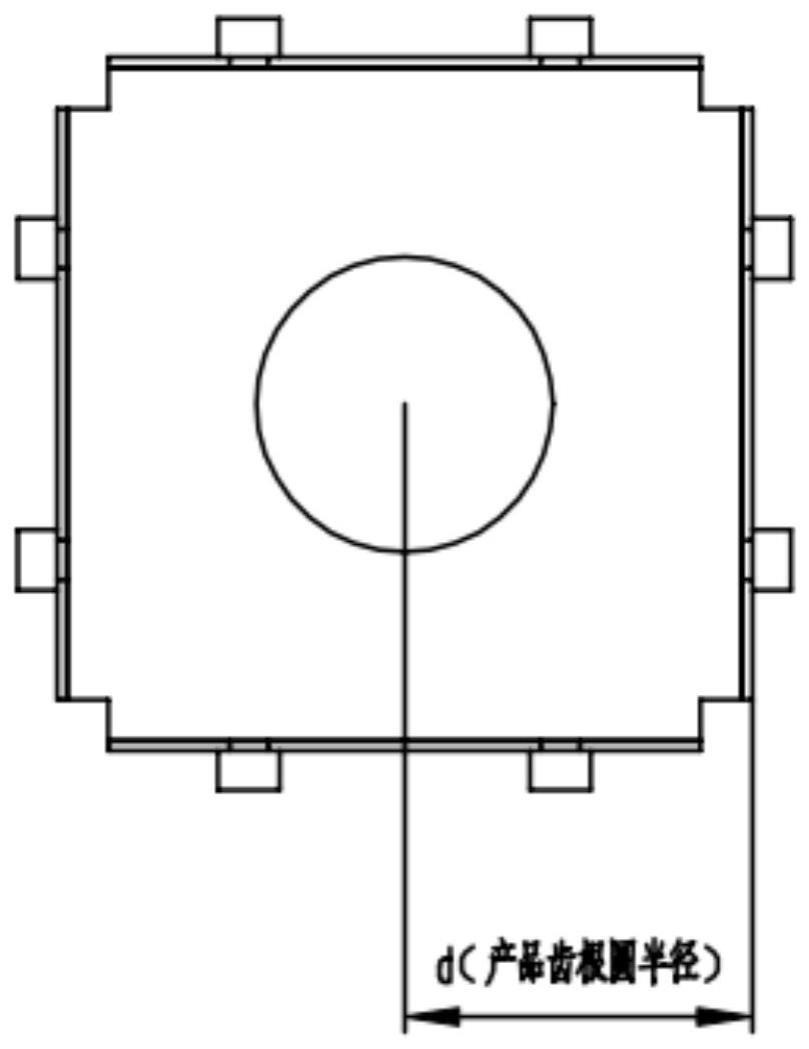
13、作为本发明进一步方案:所述a型弧高值试片进行测量时,需要根据产品结构、抛丸位置要求和行业标准中试片固定夹具尺寸要求,设计专用试片固定夹具,确保试片表面位置与产品要求抛丸位置一致。
14、作为本发明进一步方案:将a型弧高值试片放入试片固定夹具中,通过螺栓固定a型弧高值试片,a型弧高值试片装夹完成后再把试片固定夹具放置在抛丸夹具上,设置抛丸设备工艺参数和抛丸时间,对弧高值试片进行抛丸。
15、作为本发明进一步方案:当抛丸夹具以工件中心自转时,只需任选一面进行装夹a型弧高值试片即可;当抛丸夹具不是以工件中心进行自转,为测试产品抛丸强度均匀性,则需要四面进行装夹a型弧高值试片。
16、作为本发明进一步方案:所述步骤三中,当齿轮表面硬度大于a型弧高值试片表面硬度,则以a型弧高值试片饱和时间为起点,逐渐增加抛丸时间,测算出覆盖率试片表面覆盖率≥98%时,需要抛丸的时间;当齿轮表面硬度小于a型弧高值试片表面硬度,则以a型弧高值试片饱和时间为起点,逐渐减少抛丸时间,当覆盖率试片表面覆盖率≥98%,最少抛丸时间。
17、作为本发明进一步方案:所述步骤三覆盖率试片应采用与产品材料和热处理工艺一致的工艺方法,对覆盖率试片进行工艺加工,使覆盖率试片表面硬度与齿轮表面硬度一致。
18、作为本发明进一步方案:所述覆盖率试片的表面粗糙度为ra0.8,以便于确认试片表面覆盖率。
19、与现有技术相比,本发明的有益效果是:相同表面硬度要求的产品抛丸时间只需要根据专用产品试片固定工装测算出该产品对应的a型弧高值试片饱和时间;再根据产品抛丸时间计算公式,可快速计算出产品所需抛丸时间,可满足齿轮结构、加工位置和加工参数变动后的抛丸时间计算,该工艺方法操作简单,可在现场进行测量,效率高,且成本低。
技术特征:
1.一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:所述a型弧高值试片进行测量时,需要根据产品结构、抛丸位置要求和行业标准中试片固定夹具尺寸要求,设计专用试片固定夹具,确保试片表面位置与产品要求抛丸位置一致。
3.根据权利要求2所述的一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:将a型弧高值试片放入试片固定夹具中,通过螺栓固定a型弧高值试片,a型弧高值试片装夹完成后再把试片固定夹具放置在抛丸夹具上,设置抛丸设备工艺参数和抛丸时间,对弧高值试片进行抛丸。
4.根据权利要求3所述的一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:当抛丸夹具以工件中心自转时,只需任选一面进行装夹a型弧高值试片即可;当抛丸夹具不是以工件中心进行自转,为测试产品抛丸强度均匀性,则需要四面进行装夹a型弧高值试片。
5.根据权利要求1所述的一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:所述步骤三中,当齿轮表面硬度大于a型弧高值试片表面硬度,则以a型弧高值试片饱和时间为起点,逐渐增加抛丸时间,测算出覆盖率试片表面覆盖率≥98%时,需要抛丸的时间;当齿轮表面硬度小于a型弧高值试片表面硬度,则以a型弧高值试片饱和时间为起点,逐渐减少抛丸时间,当覆盖率试片表面覆盖率≥98%,最少抛丸时间。
6.根据权利要求5所述的一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:所述步骤三覆盖率试片应采用与产品材料和热处理工艺一致的工艺方法,对覆盖率试片进行工艺加工,使覆盖率试片表面硬度与齿轮表面硬度一致。
7.根据权利要求6所述的一种齿轮表面强抛覆盖率测量工艺方法,其特征在于:所述覆盖率试片的表面粗糙度为ra0.8,以便于确认试片表面覆盖率。
技术总结
本发明提供一种齿轮表面强抛覆盖率测量工艺方法,实验室得到相同表面硬度要求的产品覆盖率系数,相同表面硬度要求的产品抛丸时间只需要根据专用产品试片固定工装测算出该产品对应的A型弧高值试片饱和时间;再根据产品抛丸时间计算公式,可快速计算出产品所需抛丸时间,可满足齿轮结构、加工位置和加工参数变动后的抛丸时间计算,该工艺方法操作简单,可在现场进行测量,效率高,且成本低。
技术研发人员:王永庆,田耕,张作勇,宋中江,王凯
受保护的技术使用者:安徽星瑞齿轮传动有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!