一种RFID标签在线烧录检测工装、系统及检测方法与流程
本发明涉及rfid,尤其涉及一种rfid标签在线烧录检测工装、系统及检测方法。
背景技术:
1、rfid(radio frequency identification,射频识别)标签是一种无线通信技术,用于识别和追踪物体。它由芯片和检测天线构成,能够通过无线电波进行数据传输和识别。
2、目前在rfid的生产过程中,rfid标签来料空白,需要自行烧录信息,针对烧录的成功率,烧录信息是否匹配,无法快速、批量、有效的确保检测结果。且目前生产均为人工检验,生产效率低,无检测数据不便于追溯分析,很容易发生不良rfid标签流入市场的不良结果,损害用户权益。
3、因此,人们亟需一种能够在线对rfid标签烧录进行检测的解决方案。
技术实现思路
1、有鉴于此,有必要提供一种rfid标签在线烧录检测工装、系统及检测方法,用以解决如何在线对rfid标签烧录进行检测的问题。
2、为达到上述技术目的,本发明采取了以下技术方案:
3、第一方面,本发明提供了一种rfid标签在线烧录检测工装,包括:
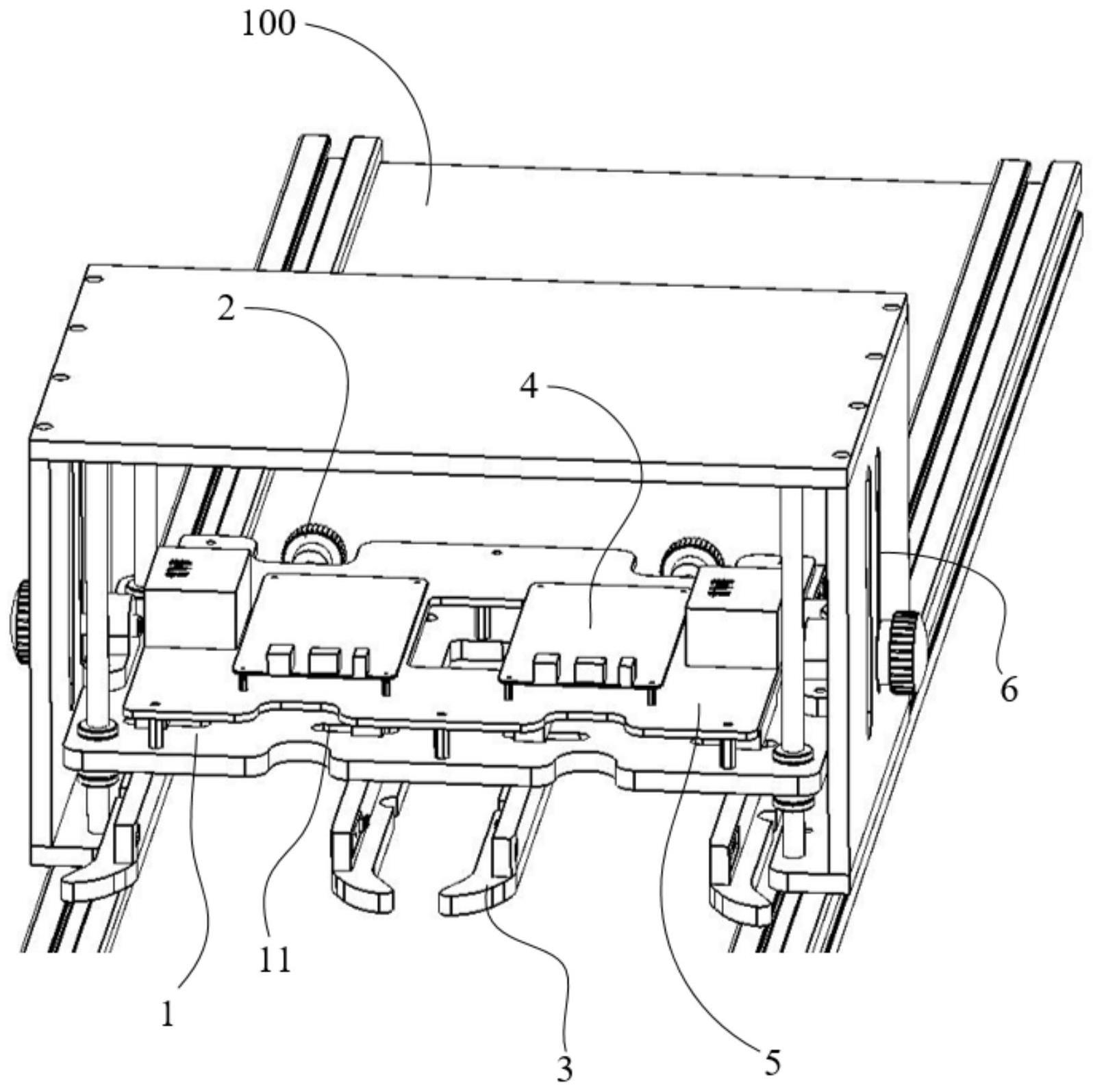
4、主体平板,连接于待检测标签的输送设备,所述主体平板上开设有宽度调整槽;
5、宽度调节组件,包括两个调节块和宽度调节部,所述调节块滑动连接于所述宽度调整槽,所述宽度调节部连接于两个所述调节块,用于调节两个所述调节块的间距;
6、两个引流板,分别连接于两个调节块,两个所述引流板分别设置于所述待检测标签的输送路径的两侧,且沿所述待检测标签的输送方向延伸;
7、检测部,包括检测天线和数据处理模块,所述检测天线设于两个所述引流板之间,所述数据处理模块电连接所述检测天线,用于通过所述检测天线检测所述待检测标签,得到烧录检测结果。
8、进一步的,所述宽度调节部包括两个连杆、直线位移部和位移驱动部,两个所述连杆分别对应两个所述调节块,所述连杆的一端转动连接于所述调节块,所述连杆的另一端转动连接于所述直线位移部,所述连杆两端的转动轴线均垂直于所述主体平板;所述直线位移部滑动连接于所述主体平板,且位于两个所述调节块之间,所述直线位移部的滑动方向垂直于所述宽度调整槽的延伸方向;所述位移驱动部包括固定端和输出端,所述位移驱动部的固定端连接于所述主体平板,所述位移驱动部的输出端连接于所述直线位移部。
9、进一步的,所述位移驱动部包括第一固定座、丝杆和第一手轮,所述第一固定座为所述位移驱动部的固定端,所述丝杆穿过所述第一固定座并与所述第一固定座螺纹连接,所述丝杆的轴线和平行于所述直线位移部的滑动方向,所述丝杆的一端转动连接于所述直线位移部,所述丝杆的另一端固定连接于所述第一手轮。
10、进一步的,所述宽度调节组件还包括多个转轴和多个滑轮轴承,所述宽度调整槽的数量为多个,一个所述转轴对应一个所述滑轮轴承及所述宽度调整槽,所述转轴的一端连接于所述调节块,所述转轴的另一端穿过所述宽度调整槽并连接于所述引流板;所述滑轮轴承套设于所述转轴并滑动设置于所述宽度调整槽中。
11、进一步的,两个所述调节块均沿所述直线位移部的滑动方向延伸,一个所述调节块对应两个所述转轴,两个转轴分别连接于所述调节块的两端;所述连杆的一端延伸至所述调节块和所述主体平板之间,且转动连接于所述调节块的中部。
12、进一步的,还包括支撑板,所述支撑板连接于所述主体平板并和所述主体平板间隔设置,所述宽度调节组件位于所述支撑板和所述主体平板之间;所述数据处理模块连接于所述支撑板背离所述主体平板的一侧,并和所述检测天线电连接。
13、进一步的,还包括高度调节组件,所述高度调节组件包括安装座、光轴、直线轴承、侧板、第二固定座、螺杆和第二手轮,所述安装座连接于待检测标签的输送设备,所述光轴的一端固定连接于所述安装座,所述光轴的轴线垂直于所述主体平板;所述直线轴承滑动套设于所述光轴,所述直线轴承连接于所述主体平板;所述侧板垂直于所述主体平板,所述侧板的一边连接于所述安装座,所述侧板上开设有高度调整槽,所述高度调整槽沿垂直于所述主体平板的方向延伸;所述第二固定座连接于所述主体平板;所述螺杆的一端穿过所述高度调整槽并螺纹连接所述第二固定座,所述螺杆的另一端固定连接所述第二手轮。
14、进一步的,所述高度调节组件还包括顶板,所述顶板位于所述支撑板背离所述主体平板的一侧,所述顶板连接于所述光轴的另一端和所述侧板背离所述安装座的一边。
15、第二方面,本发明还提供一种rfid标签在线烧录检测系统,包括如上述任一项所述的rfid标签在线烧录检测工装,还包括控制模块,所述控制模块电连接于所述rfid标签在线烧录检测工装中的所述数据处理模块,所述控制模块还电连接于所述待检测标签的输送设备,所述控制模块包括数据获取模块、数据比对模块和输送控制模块,其中:
16、所述数据获取模块用于基于所述数据处理模块,获取烧录检测结果;
17、所述数据比对模块用于比对所述烧录检测结果和预设烧录工单,所述预设烧录工单包括每个待检测标签对应的烧录内容;
18、所述输送控制模块用于在所述烧录检测结果和所述预设烧录工单内容匹配时,继续输送待检测标签,在所述烧录检测结果和所述预设烧录工单内容不匹配时,向所述待检测标签的输送设备发送停止信号以暂停待检测标签的输送。
19、第三方面,本发明还提供一种rfid标签在线烧录检测方法,应用于如上述任一项所述的rfid标签在线烧录检测工装,所述方法包括:
20、基于所述数据处理模块,获取烧录检测结果;
21、比对所述烧录检测结果和预设烧录工单,所述预设烧录工单包括每个待检测标签对应的烧录内容;
22、若所述烧录检测结果和所述预设烧录工单内容匹配,则继续输送待检测标签,若所述烧录检测结果和所述预设烧录工单内容不匹配,则向所述待检测标签的输送设备发送停止信号以暂停待检测标签的输送。
23、本发明提供一种rfid标签在线烧录检测工装、系统及检测方法,其通过两个引流板形成供待检测标签依次通过的检测通道,通过宽度调节组件中的宽度调节部改变两个调节块的间距,进而改变两个引流板的间距使其适应不同规格的待检测标签,通过检测天线发射检测信号并通过数据处理模块基于检测天线接收的信号得到烧录检测结果。然后根据烧录检测结果便可以判断rfid标签的烧录是否成功。相比于现有技术,本发明可将rfid标签在线烧录检测工装直接安装于rfid标签的生产线中的输送设备上,实现了在线对rfid标签进行检测,使得标签的烧录、检测过程可控,避免了批量烧录不良带来的缺陷及返工。大幅度提高了生产效率,便于制造上实现了生产数据化管理,便于产品生产追溯,保证产品的完美交付。同时,本发明中的工装兼容目前所有尺寸的标签,实用性和适用性广泛,降低生产工作负荷的同时,也规避不良品流入后端及市场带来的品质风险。
技术特征:
1.一种rfid标签在线烧录检测工装,其特征在于,包括:
2.根据权利要求1所述的rfid标签在线烧录检测工装,其特征在于,所述宽度调节部包括两个连杆、直线位移部和位移驱动部,两个所述连杆分别对应两个所述调节块,所述连杆的一端转动连接于所述调节块,所述连杆的另一端转动连接于所述直线位移部,所述连杆两端的转动轴线均垂直于所述主体平板;所述直线位移部滑动连接于所述主体平板,且位于两个所述调节块之间,所述直线位移部的滑动方向垂直于所述宽度调整槽的延伸方向;所述位移驱动部包括固定端和输出端,所述位移驱动部的固定端连接于所述主体平板,所述位移驱动部的输出端连接于所述直线位移部。
3.根据权利要求2所述的rfid标签在线烧录检测工装,其特征在于,所述位移驱动部包括第一固定座、丝杆和第一手轮,所述第一固定座为所述位移驱动部的固定端,所述丝杆穿过所述第一固定座并与所述第一固定座螺纹连接,所述丝杆的轴线和平行于所述直线位移部的滑动方向,所述丝杆的一端转动连接于所述直线位移部,所述丝杆的另一端固定连接于所述第一手轮。
4.根据权利要求2所述的rfid标签在线烧录检测工装,其特征在于,所述宽度调节组件还包括多个转轴和多个滑轮轴承,所述宽度调整槽的数量为多个,一个所述转轴对应一个所述滑轮轴承及所述宽度调整槽,所述转轴的一端连接于所述调节块,所述转轴的另一端穿过所述宽度调整槽并连接于所述引流板;所述滑轮轴承套设于所述转轴并滑动设置于所述宽度调整槽中。
5.根据权利要求4所述的rfid标签在线烧录检测工装,其特征在于,两个所述调节块均沿所述直线位移部的滑动方向延伸,一个所述调节块对应两个所述转轴,两个转轴分别连接于所述调节块的两端;所述连杆的一端延伸至所述调节块和所述主体平板之间,且转动连接于所述调节块的中部。
6.根据权利要求1所述的rfid标签在线烧录检测工装,其特征在于,还包括支撑板,所述支撑板连接于所述主体平板并和所述主体平板间隔设置,所述宽度调节组件位于所述支撑板和所述主体平板之间;所述数据处理模块连接于所述支撑板背离所述主体平板的一侧,并和所述检测天线电连接。
7.根据权利要求6所述的rfid标签在线烧录检测工装,其特征在于,还包括高度调节组件,所述高度调节组件包括安装座、光轴、直线轴承、侧板、第二固定座、螺杆和第二手轮,所述安装座连接于待检测标签的输送设备,所述光轴的一端固定连接于所述安装座,所述光轴的轴线垂直于所述主体平板;所述直线轴承滑动套设于所述光轴,所述直线轴承连接于所述主体平板;所述侧板垂直于所述主体平板,所述侧板的一边连接于所述安装座,所述侧板上开设有高度调整槽,所述高度调整槽沿垂直于所述主体平板的方向延伸;所述第二固定座连接于所述主体平板;所述螺杆的一端穿过所述高度调整槽并螺纹连接所述第二固定座,所述螺杆的另一端固定连接所述第二手轮。
8.根据权利要求7所述的rfid标签在线烧录检测工装,其特征在于,所述高度调节组件还包括顶板,所述顶板位于所述支撑板背离所述主体平板的一侧,所述顶板连接于所述光轴的另一端和所述侧板背离所述安装座的一边。
9.一种rfid标签在线烧录检测系统,其特征在于,包括如权利要求1~8任一项所述的rfid标签在线烧录检测工装,还包括控制模块,所述控制模块电连接于所述rfid标签在线烧录检测工装中的所述数据处理模块,所述控制模块还电连接于所述待检测标签的输送设备,所述控制模块包括数据获取模块、数据比对模块和输送控制模块,其中:
10.一种rfid标签在线烧录检测方法,应用于如权利要求1~8任一项所述的rfid标签在线烧录检测工装,其特征在于,所述方法包括:
技术总结
本发明涉及一种RFID标签在线烧录检测工装、系统及检测方法,其通过两个引流板形成供待检测标签依次通过的检测通道,通过宽度调节组件改变两个引流板的间距,通过检测天线发射检测信号并通过数据处理模块基于检测天线接收的信号得到烧录检测结果。然后根据烧录检测结果便可以判断RFID标签的烧录是否成功。相比于现有技术,本发明可将RFID标签在线烧录检测工装直接安装于RFID标签的生产线中的输送设备上,实现了在线对RFID标签进行检测,使得标签的烧录、检测过程可控,避免了批量烧录不良带来的缺陷及返工。大幅度提高了生产效率,便于制造上实现了生产数据化管理,便于产品生产追溯,保证产品的完美交付。
技术研发人员:柳雄,余浩,林露,陈略,陈如意,张永强,张紫玲,江建文,张虎,李本志,庞敏
受保护的技术使用者:武汉精臣智慧标识科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!