一种机器人关节油量标定方法与流程
本发明属于机器人,特别涉及一种机器人关节油量标定方法。
背景技术:
1、目前,随着工业机器人向更多领域扩展,注油量要求越来越精确。首先,rv减速机厂家样本推荐注油量数值与机器人研发厂家需求实际数值不符。因为rv样本的减速机测试铸件与机器人设计厂家自己机器人设计铸件内部油腔会有差异。其次,工业机器人润滑油和润滑脂粘度高,内部油腔复杂,难以达到理论液面流的平稳。最后,工业机器人内部结构紧凑,无法设计类似于汽车汽油发动机那样,用上下插入的油尺到理论液面。铸件是机器人设计厂家设计的,因此内部空间可知;然而,减速机内部空间未知。因此,急需一种机器人关节油量标定方法。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种机器人关节油量标定方法,以高效实现机器人关节油量的标定。
2、为了实现上述目的,本发明采用以下技术方案:
3、本发明提供一种机器人关节油量标定方法,包括以下步骤:
4、①通过减速机的外轮廓三维模型,获得减速机位于减速机润滑面以下外轮廓的体积v0,则,
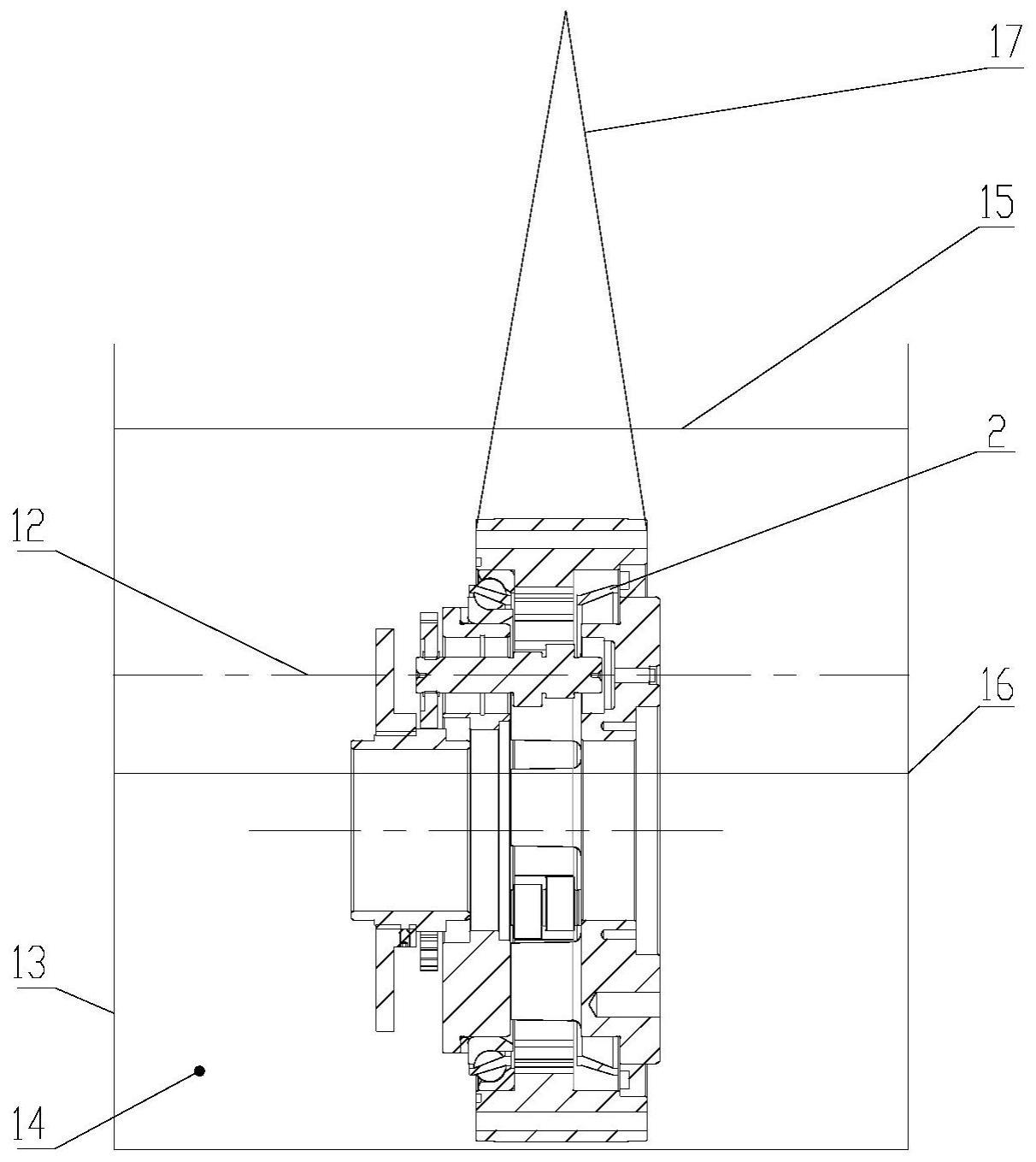
5、v0等于位于减速机润滑面以下减速机的润滑腔体积v1和位于减速机润滑面以下的减速机的实体体积v2之和;
6、②将减速机放置在底面积为s的容器内,减速机的轴线与容器的底面平行;
7、③向容器内加注低粘度液体,直至减速机完全位于封顶液面的下方;
8、④翻转晃动减速机,使减速机内部的空气排空;
9、⑤从容器内向外抽低粘度液体,使液面降低至与减速机润滑面共面,测量减速机润滑面的高度为h1;
10、⑥将减速机从容器内完全提出,且将减速机内的低粘度液体完全排空至容器内,此时容器内的液面降低至排空液面;
11、⑦测量排空液面的高度为h2;
12、⑧位于减速机润滑面以下的减速机的实体体积v2与容器内液面下降部分的低粘度液体体积相等,获得:v2=s(h1-h2);
13、⑨计算位于减速机润滑面以下减速机的润滑腔体积v1:因v1=v0-v2,所以v1=v0-s(h1-h2)。
14、在一种可能实现的方式中,所述低粘度液体采用煤油。
15、在一种可能实现的方式中,所述减速机润滑面和所述排空液面的高度均采用油尺测量。
16、在一种可能实现的方式中,所述减速机的两端分别与底座和腰座密封连接,从而形成机器人关节。
17、在一种可能实现的方式中,所述底座的安装面上沿周向设有多个与所述减速机的润滑腔连通的底座腔,相邻两个底座腔之间通过底座通道连通;所述底座的侧面设有与一底座腔连通的注油口。
18、本发明的优点及有益效果是:本发明提供的一种机器人关节油量标定方法,油量标定与铸件投产并行,不需要依赖铸件实物,减少样机装配阶段工作量,产品设计阶段,铸件签字投产,就能确定注油量,便于工艺标准作业程序的推进。
19、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
20、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:
1.一种机器人关节油量标定方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的机器人关节油量标定方法,其特征在于,所述低粘度液体(14)采用煤油。
3.根据权利要求1所述的机器人关节油量标定方法,其特征在于,所述减速机润滑面(12)和所述排空液面(16)的高度均采用油尺测量。
4.根据权利要求1所述的机器人关节油量标定方法,其特征在于,所述减速机(2)的两端分别与底座(1)和腰座(3)密封连接,从而形成机器人关节。
5.根据权利要求4所述的机器人关节油量标定方法,其特征在于,所述底座(1)的安装面(102)上沿周向设有多个与所述减速机(2)的润滑腔连通的底座腔(104),相邻两个底座腔(104)之间通过底座通道(105)连通;所述底座(1)的侧面设有与一底座腔(104)连通的注油口(101)。
技术总结
本发明属于机器人技术领域,特别涉及一种机器人关节油量标定方法,包括以下步骤:减速机位于减速机润滑面以下外轮廓体积为V<subgt;0</subgt;;将减速机放置在底面积为S的容器内,轴线与容器底面平行;向容器内加注低粘度液体使减速机完全浸没;从容器内抽低粘度液体,使液面降低至与减速机润滑面共面,高度为h<subgt;1</subgt;;将减速机从容器内提出,液面降低至排空液面,高度为h<subgt;2</subgt;;获得V<subgt;2</subgt;=S(h<subgt;1</subgt;‑h<subgt;2</subgt;);计算位于减速机润滑面以下减速机的润滑腔体积V<subgt;1</subgt;=V<subgt;0</subgt;‑S(h<subgt;1</subgt;‑h<subgt;2</subgt;)。本发明油量标定与铸件投产并行,不需要依赖铸件实物,减少样机装配阶段工作量,产品设计阶段,铸件签字投产,就能确定注油量,便于工艺SOP的推进。
技术研发人员:徐传胜,曲国丽,朱维金
受保护的技术使用者:沈阳新松机器人自动化股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!