一种管状零件的裂缝检测装置及检测方法与流程
本发明属于裂缝检测,具体是一种管状零件的裂缝检测装置及检测方法。
背景技术:
1、管材是非常常见的产品,主要有金属管材、塑料管材及橡胶管材等,管材在长期的存放及频繁的运输过程中难免会由于外力作用导致破损产生裂缝的情况,因此使用前需要对管材进行检测及修复。
2、公开号为cn215573635u的实用新型专利公开了一种管材内壁无损检测装置,其通过设置两个相连的橡胶气囊,对管材气密性进行检测,具体的是将检测设备送入到管材内,然后通过气泵两个气囊膨胀并于管材内壁密封贴合,然后再通过气泵将更多的气体注入到管材内以及两个气囊之间的区域,通过实时检测管材内两个气囊之间的气压值,用以判定该段管材的气密性;虽然能够达到良好的检测效果,且能够适用于不同规格管材的检测,但其检测效率非常低,若两个气囊间距较大,则需要多次对不同部位进行检测,以确定准确的破损部位,若两个气囊间距较小则需要增加了检测次数,同样会相对减缓检测效率,因此需要研发一种使用范围广且能够有效提高效率的管材气密性检测装置。
技术实现思路
1、为解决上述背景技术中提出的问题,本发明提供了一种管状零件的裂缝检测装置及检测方法,具有效率高及适用范围广的优点。
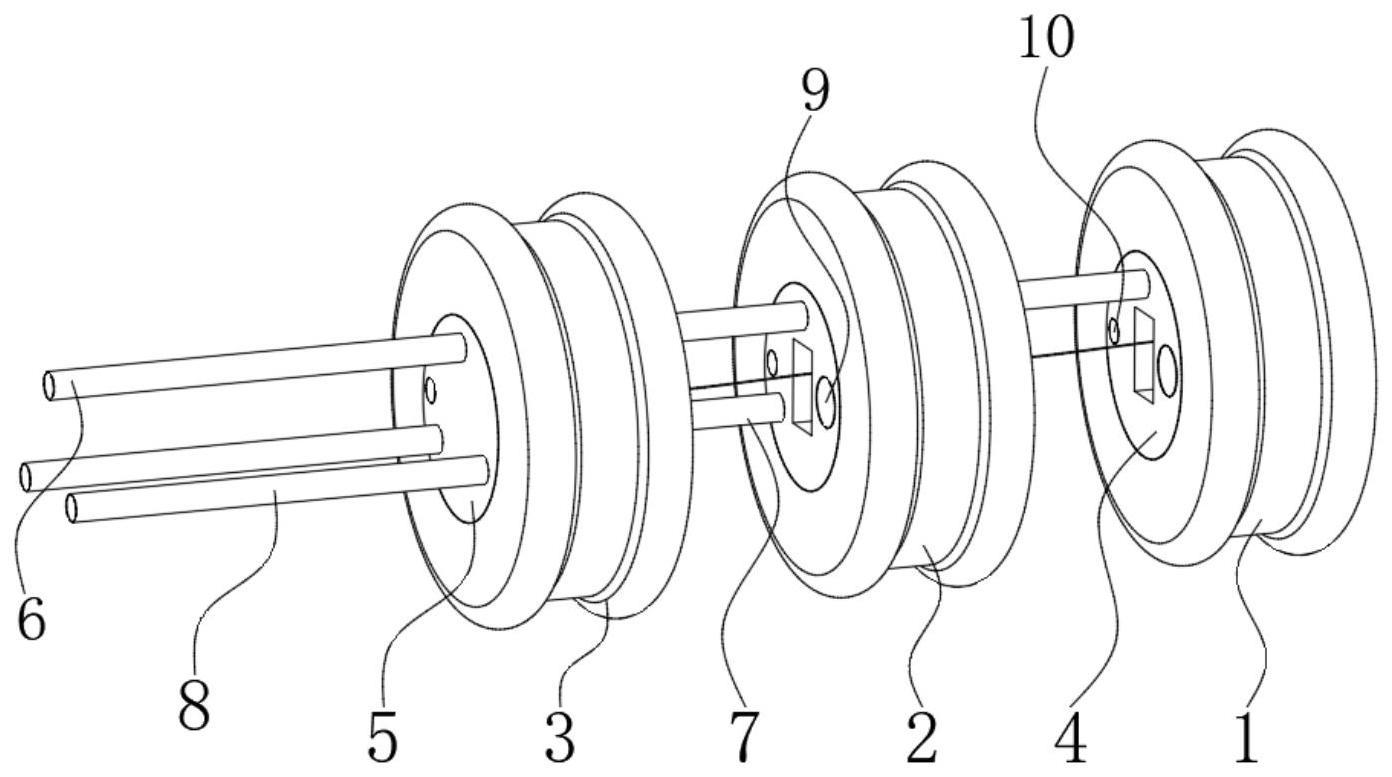
2、为实现上述目的,本发明提供如下技术方案:一种管状零件的裂缝检测装置,包括三个封堵机构,三个所述封堵机构分别为第一封堵衬套、第二封堵衬套和第三封堵衬套,所述第一封堵衬套、第二封堵衬套和第三封堵衬套的外表面与管材内壁密封贴合,所述第一封堵衬套和第二封堵衬套的中部固定套接有第一连接轴,所述第三封堵衬套的中部固定套接有第二连接轴,所述第一封堵衬套内部的第一连接轴表面靠近第二封堵衬套的一侧固定连接有第一注气管,所述第二封堵衬套内部的第一连接轴表面靠近第三封堵衬套的一侧固定连接有第二注气管,所述第三封堵衬套内的第二连接轴表面远离第二封堵衬套的一侧固定连接有第三注气管,所述第一注气管、第二注气管和第三注气管的一端通过四通管与气泵相连接,所述第一注气管、第二注气管和第三注气管的另一端通过第一连接轴或第二连接轴分别与第一封堵衬套、第二封堵衬套和第三封堵衬套相连通。
3、优选的,所述第一封堵衬套、第二封堵衬套和第三封堵衬套的中部为圆柱结构,所述第一封堵衬套、第二封堵衬套和第三封堵衬套的两端为半圆弧结构,所述半圆弧结构的外径尺寸大于圆弧结构的外径尺寸,所述第一封堵衬套、第二封堵衬套和第三封堵衬套的外周直径尺寸小于管材的内径尺寸。
4、优选的,所述第一注气管连接气泵的一端穿过第二封堵衬套和第三封堵衬套内的第一连接轴和第二连接轴,所述第二注气管连接气泵的一端穿过第二连接轴,所述第一注气管和第二注气管密封套接于第一连接轴和第二连接轴内。
5、优选的,两个所述第一连接轴表面靠近第二连接轴的一侧均嵌入有压力传感器,所述第一连接轴和第二连接轴上均设置有位移传感器,所述压力传感器和位移传感器与手持式遥控器传递信号。
6、优选的,两个所述第一连接轴靠近第二连接轴一侧的中部均开设有安装槽,所述安装槽的内部设置有动力部件和卷绕部件,所述卷绕部件表面绕接有拖拽绳,所述拖拽绳与第二连接轴及另一个第一连接轴固定连接,所述拖拽绳的另一端与卷绕部件固定连接。
7、优选的,所述动力部件包括有固定安装于安装槽内部的控制器,所述控制器与手持式遥控器传递信号,所述控制器表面安装有卷绕马达,所述控制器与卷绕马达电连接,所述卷绕马达输出轴的末端固定连接有传动轴,所述传动轴的内部固定套接有主动齿轮。
8、优选的,所述卷绕部件包括有设置于安装槽内部及动力部件上方的卷绕筒,所述卷绕筒两端固定连接有定位套,所述拖拽绳绕接于卷绕筒表面及两个定位套之间,所述卷绕筒和定位套的内部固定套接有定位轴,所述定位轴的两端活动套接于第一连接轴内部,所述定位轴外部固定套接有位于主动齿轮上方的从动齿轮,所述从动齿轮的底部与主动齿轮的顶部相啮合。
9、优选的,所述第一连接轴和第二连接轴的内部开设有连通腔,所述连通腔的内径尺寸大于安装槽的内径尺寸,所述第一连接轴和第二连接轴的外侧开设有均匀分布的若干连通孔。
10、优选的,所述第一连接轴和第二连接轴侧面均开设有一个注气孔,三个所述注气孔的一端分别与第一注气管、第二注气管和第三注气管相连通,所述注气孔另一端与连通腔相连通,所述第一封堵衬套、第二封堵衬套和第三封堵衬套的内部开设有充气腔,所述充气腔通过连通孔与连通腔的内部相连通。
11、优选的,包括以下步骤:
12、s1.将设备放置于管状两件内部并对其进行移动,在位移传感器的配合下,通过手持式遥控器观察第一封堵衬套、第二封堵衬套和第三封堵衬套的位置;
13、s2.通过第一注气管、第二注气管和第三注气管将第一封堵衬套和第三封堵衬套拉动至零件内部的两端,将第二封堵衬套拉动至零件内部的中部;
14、s3.在四通管各个电磁阀的配合下一次开通第一注气管、第二注气管和第三注气管,使气泵通过第一注气管、第二注气管和第三注气管依次向第一封堵衬套、第二封堵衬套和第三封堵衬套内注气;
15、s4.通过手持式遥控器观察两个检测段的气压值;
16、s5.若随着气体的不断注入,两个密封检测段的气压值均保持不变,则两件为裂缝,若气压值发生变化则说明存在裂缝;
17、s6.上述步骤即可完成零件未知段其中一半的气密性检测;
18、s7.确定气压值变化的密封段,并移动气压值未变化密封段的两个封堵机构;
19、s8.通过动力部件和卷绕部件或者第一注气管、第二注气管和第三注气管移动对应的两个封堵机构,使其向着靠近另一个封堵机构的方向缓慢移动;
20、s9.直至第一封堵衬套和第三封堵衬套位于该零件内其中一半未知气密性段的两端,而第二封堵衬套位于该段中部位置;
21、s10.再次开启气泵,通过第一注气管、第二注气管和第三注气管依次向第一封堵衬套、第二封堵衬套和第三封堵衬套内注气,并观察气压值变化情况;
22、s11.重复上述步骤即可快速精准地确定裂缝位置。
23、与现有技术相比,本发明的有益效果如下:
24、1、本发明由于封堵机构的设置,在动力部件和卷绕部件的配合下可以三个封堵机构移动至预定位置,进而将零件待检测段分割为相同的两个独立部分,并分别进行气密性检测,从而极大的提高了检测效率。
25、2、本发明由于封堵机构上设置的圆柱结构部分和圆弧结构部分,使封堵机构的径向能够始终垂直于管状两件的轴线,确保封堵机构扩胀时均能够与管状零件的内壁紧密贴合。
26、3、本发明由于充气腔的设置,使第一封堵衬套、第二封堵衬套和第三封堵衬套能够膨胀,使其外表面既能够与管状零件的内紧密贴合,而且能够与不同直径的管状零件内壁相贴合,从而有效提高其适用范围。
27、4、本发明由于动力部件的设置,在卷绕部件的配合下能够对拖拽绳进行收卷,进而在第一注气管、第二注气管和第三注气管的配合下能够分别对第一封堵衬套、第二封堵衬套和第三封堵衬套的位置进行调节,而且也便于使第一封堵衬套、第二封堵衬套和第三封堵衬套相互靠近,以便于收纳存储及携带。
- 还没有人留言评论。精彩留言会获得点赞!