有限空间长距离高精度小通孔同心度检测装置及加工方法与流程
本发明属于机械测量领域,涉及有限空间长距离高精度小通孔同心度检测装置及加工方法。
背景技术:
1、现在随着装备集成化、高质量的发展,对检验测量提出了更高的要求,传统孔径同心度通常使用整体同轴度量规进行检测,受装备结构的限制,使用传统检测方法在有限空间检测内孔同心度会发生干涉,如何在有限空间快速、高效检测长距离高精度小孔的同心度一直是测量和装配领域的难题,现设计一种在有限空间长距离高精度小孔的同心度检测装置及加工方法,保证测量的准确性。
技术实现思路
1、提供在有限空间长距离高精度小通孔的同心度检测装置及加工方法,实现在有限空间长距离高精度小孔的同心度检测的高质、高效、稳定。
2、技术方案
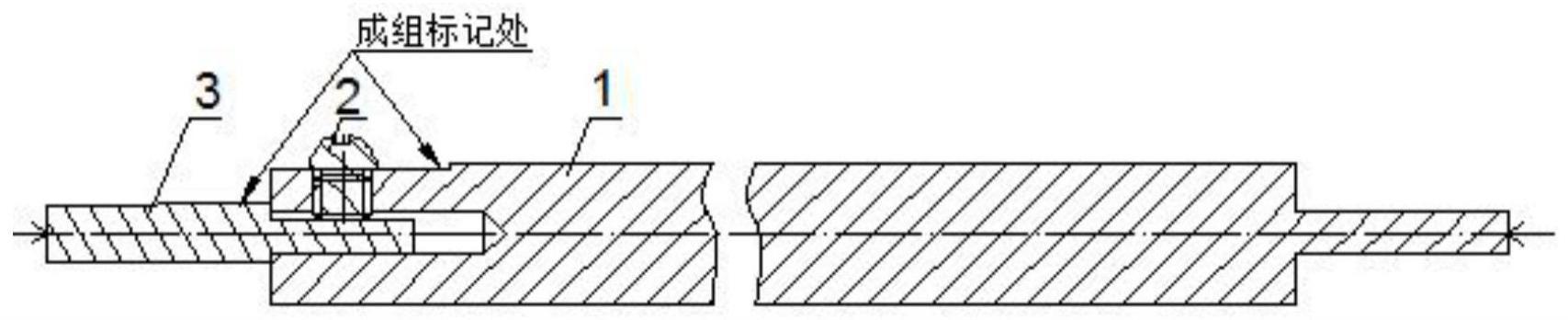
3、有限空间长距离高精度小通孔同心度检测装置,包括刚性杆1、螺钉2、心轴3;所述刚性杆1为圆柱形,包括大圆柱段和小圆柱段,大圆柱段端面设有高精度孔,大圆柱段与高精度孔相互垂直的外表面开设有螺纹孔,心轴3为高精度圆柱形台阶,小圆柱台阶直径大小与高精度孔相互匹配,且小圆柱台阶上开设扁面,所述刚性杆1的大圆柱段端面与心轴3的台阶过渡端端面配合,螺钉2穿过所述螺纹孔后顶住所述扁面,拧紧螺钉2防止心轴3转动。
4、进一步的,所述刚性杆1上螺纹孔开设区域设有平行定位面。该平行定位面用于与螺钉2凸肩面平行接触,确保螺钉2大面积与刚性杆1接触,固定形式更加稳定。
5、进一步的,刚性杆1的小圆柱段与长距离高精度小通孔4为间隙配合;
6、进一步的,心轴3的大圆柱台阶端与长距离高精度小通孔4为间隙配合;
7、进一步的,心轴3小圆柱台阶直径大小与高精度孔相互匹配,间隙不大于0.002mm;
8、进一步的,所述高精度孔为盲孔,所述盲孔深度应满足心轴3的小圆柱台阶段能够完全穿过。确保刚性杆1的大圆柱段端面与心轴3的台阶过渡端端面的紧密配合。
9、进一步的,所述螺钉2为开槽圆柱头螺钉,所述开槽一字型或十字型。
10、有限空间长距离高精度小通孔同心度检测装置的加工方法,包括如下步骤:
11、步骤1
12、刚性杆1加工工艺为先上车床用三爪卡盘装夹,零件悬出5mm,车悬出端面见光,在见光面打中心孔,再将零件打中心孔端悬出比零件有效长度长10mm,采取一夹一顶的装夹方式,统一车外圆比大圆柱大0.5mm,切断,车另一端面保证总长并打中心孔,再上高精度外圆磨床以中心孔为基准磨外圆至大圆柱段直径,再上车床以外圆为基准钻、镗、铰精度内孔,内圆、外圆同心度≯0.01mm,粗车小圆柱段外圆留磨0.5mm,再上铣床铣扁面,热处理淬火、回火hrc60-65,最后与心轴3配加工。
13、步骤2
14、心轴3加工工艺为先上车床平两端打中心孔,车两处外圆留磨0.5,热处理淬火、回火hrc60-65,最后与刚性杆1配加工。
15、步骤3
16、配加工工艺为先上车床研磨刚性杆1高精度内孔见光,再上高精度万能外圆磨床,按刚性杆1高精度内孔配磨心轴3小圆柱,靠磨心轴3与刚性杆1配合的端面,保证配合间隙≯0.002mm,再上刃具磨床磨磨刚性杆1与心轴3配合的端面,保证配合间隙≯0.002mm,再磨刚性杆1及心轴3的扁面,用螺钉2在扁面处将心轴3与刚性杆1紧固,保证接触的端面间隙≯0.002mm,再上高精度外圆磨床以心轴3及刚性杆1的中心孔定位,磨两端工作外圆至尺寸,保证同心度,最后在相同位置成组标记。
17、技术效果
18、该装置设计新颖,结构稳定、耐用,定位准确,操作方便,很好的解决了在有限空间长距离高精度小通孔的同心度检测问题,大大的提高了生产效率,产品质量稳定。
技术特征:
1.有限空间长距离高精度小通孔同心度检测装置,其特征在于,包括刚性杆(1)、螺钉(2)、心轴(3);所述刚性杆(1)为圆柱形,包括大圆柱段和小圆柱段,大圆柱段端面设有高精度孔,大圆柱段与高精度孔相互垂直的外表面开设有螺纹孔,心轴(3)为高精度圆柱形台阶,小圆柱台阶直径大小与高精度孔相互匹配,且小圆柱台阶上开设扁面,所述刚性杆(1)的大圆柱段端面与心轴(3)的台阶过渡端端面配合,螺钉(2)穿过所述螺纹孔后顶住所述扁面,拧紧螺钉(2)防止心轴(3)转动。
2.根据权利要求1所述的有限空间长距离高精度小通孔同心度检测装置,其特征在于,所述刚性杆(1)上螺纹孔开设区域设有平行定位面;该平行定位面用于与螺钉(2)凸肩面平行接触,确保螺钉(2)大面积与刚性杆(1)接触,固定形式更加稳定。
3.根据权利要求2所述的有限空间长距离高精度小通孔同心度检测装置,其特征在于,刚性杆(1)的小圆柱段与长距离高精度小通孔(4)为间隙配合。
4.根据权利要求3所述的有限空间长距离高精度小通孔同心度检测装置,其特征在于,心轴(3)的大圆柱台阶端与长距离高精度小通孔(4)为间隙配合。
5.根据权利要求4所述的有限空间长距离高精度小通孔同心度检测装置,其特征在于,心轴(3)小圆柱台阶直径大小与高精度孔相互匹配,间隙不大于0.002mm。
6.根据权利要求5所述的有限空间长距离高精度小通孔同心度检测装置,其特征在于,所述高精度孔为盲孔,所述盲孔深度应满足心轴(3)的小圆柱台阶段能够完全穿过;确保刚性杆(1)的大圆柱段端面与心轴(3)的台阶过渡端端面的紧密配合。
7.根据权利要求6所述的有限空间长距离高精度小通孔同心度检测装置,其特征在于,所述螺钉(2)为开槽圆柱头螺钉,所述开槽一字型或十字型。
8.如权利要求7所述装置的加工方法,包括如下步骤:
技术总结
本发明属于机械测量领域,涉及有限空间长距离高精度小通孔同心度检测装置及加工方法。包括刚性杆、螺钉、心轴;所述刚性杆为圆柱形,包括大圆柱段和小圆柱段,大圆柱段端面设有高精度孔,大圆柱段与高精度孔相互垂直的外表面开设有螺纹孔,心轴为高精度圆柱形台阶,小圆柱台阶直径大小与高精度孔相互匹配,且小圆柱台阶上开设扁面,所述刚性杆的大圆柱段端面与心轴的台阶过渡端端面配合,螺钉穿过所述螺纹孔后顶住所述扁面,拧紧螺钉防止心轴转动。该装置设计新颖,结构稳定、耐用,定位准确,操作方便,很好的解决了在有限空间长距离高精度小通孔的同心度检测问题,大大的提高了生产效率,产品质量稳定。
技术研发人员:季传旭,徐志鹏,石亮华,张银龙
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!