一种使用激光位移传感器对微熔传感器无损检测的装置及方法与流程
本发明属于传感器检测,具体涉及一种使用激光位移传感器对微熔传感器无损检测的装置及方法。
背景技术:
1、激光位移传感器是利用激光技术进行测量的传感器。它由激光器、激光检测器和测量电路组成,能够精确非接触测量被测物体的位置、位移等变化。激光位移传感器因为激光优良的直线性,所以有非常高的精度。
2、硅微熔技术压力传感器,是通过微熔技术将玻璃胶在高温下烧结后形成的玻璃层与硅应变计粘接在不锈钢腔体背面,完成压力到电信号转变的传感器。微熔传感器的检测原理是通过不锈钢膜片的受压变形带动背面的硅应变计形变,完成压力到电信号的转变,所以不锈钢膜片在不同压力下的变形量及变形形状会直接影响整只传感器的测量性能。
3、目前并没有可以无损检测微熔压力传感器膜片形变量及及变形形状的装置与方法,现有检测的方法,是通过在硅应变计上焊接铝丝,与pcb板相连,然后采集硅应变计的参数,确认微熔传感器膜片的变形量与形变形状是否合格。由于硅应变计焊接铝丝后污损,无法二次焊接,所以无法做到无损检测,并且焊接操作难度大,效率低,所以发明了一种使用激光位移传感器对微熔传感器无损检测的装置及方法,在提升了检测效率的同时,实现了无损检测微熔传感器膜片在不同压力下的变形量及变形形状。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种使用激光位移传感器对微熔传感器无损检测的装置及方法,能够实现微溶传感器的无损检测。
2、本发明是通过以下技术方案来实现:
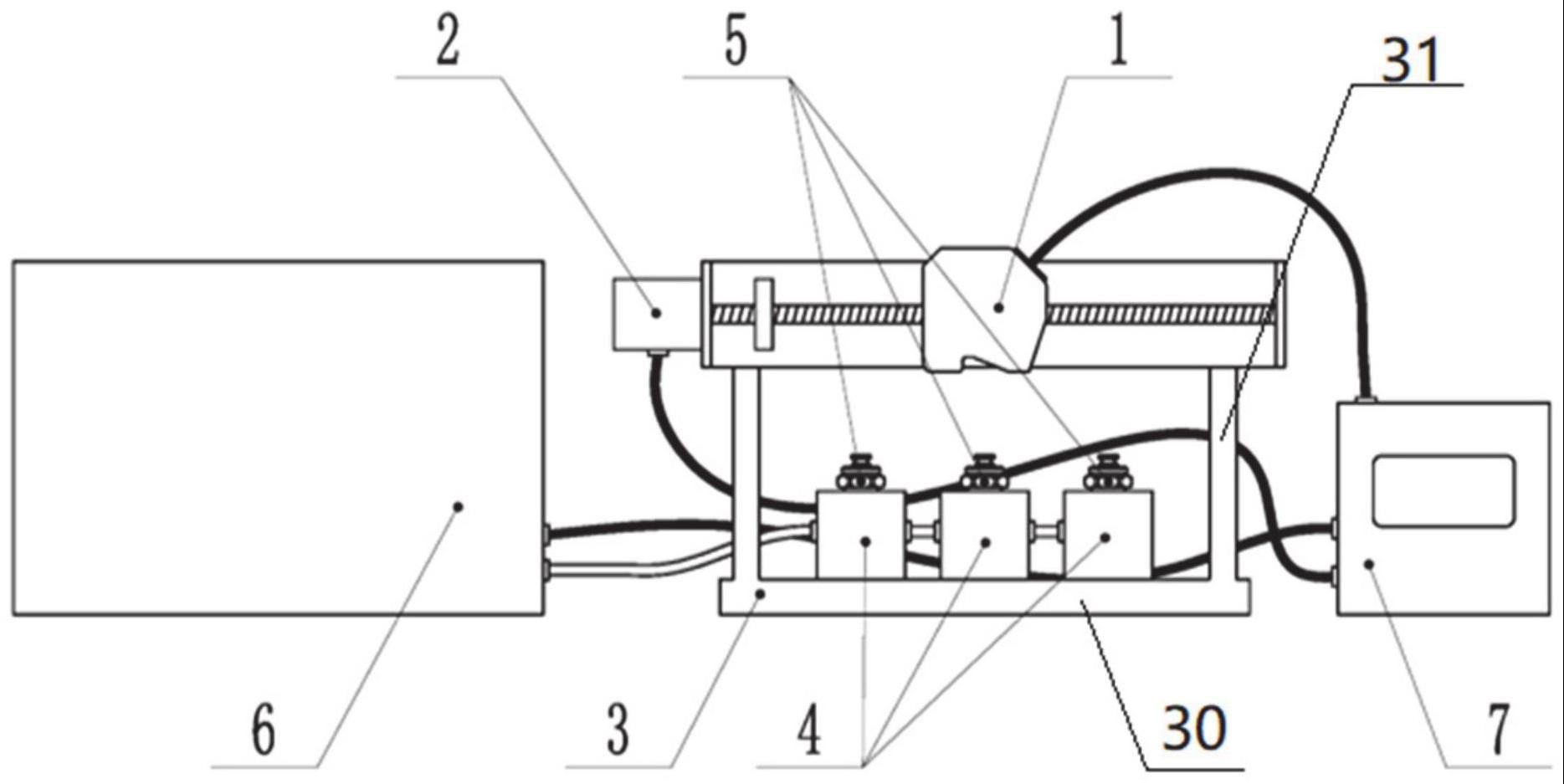
3、一种使用激光位移传感器对微熔传感器无损检测的装置,包括基座和水平向设置于基座顶部的电动滚珠丝杆滑台,所述电动滚珠丝杆滑台上设置有激光位移传感器,所述电动滚珠丝杆滑台竖直向投影于基座的区域设置有至少一个加压工装,所述加压工装位于激光位移传感器的检测区域内,所述加压工装顶部螺纹连接微熔传感器,所述加压工装连接有压力计;所述激光位移传感器、电动滚珠丝杆滑台和压力计分别连接有工控机。
4、进一步的,所述激光位移传感器采用高精度激光位移传感器,其分辨率小于等于0.015μm。
5、进一步的,所述加压工装为柱状结构,其顶部设置有与微熔传感器底部相适配的螺纹接口,底部设置有与压力计连通的输入接口。
6、进一步的,所述基座包括底板和竖直设置于底板上的支撑杆,所述电动滚珠丝杆滑台固定设置于支撑杆上。
7、一种使用激光位移传感器对微熔传感器无损检测方法,包括以下步骤:
8、s1:工控机控制电动滚珠丝杆滑台使得其上的激光位移传感器按照预设匀速从电动滚珠丝杆滑台的一端至另一端;
9、s2:当激光位移传感器运动至微熔传感器上端时,以预设频率测量微熔传感器表面,得到初始数据;
10、s3:当激光位移传感器运动至电动滚珠丝杆滑台的另一端时,工控机控制压力计并通过加压工装向微熔传感器施加预设压力;
11、s4:工控机控制电动滚珠丝杆滑台使得其上的激光位移传感器按照预设匀速从电动滚珠丝杆滑台返回至步骤s1的一端;
12、s5:在返回的过程中,当激光位移传感器运动至微熔传感器上端时,以预设频率测量微熔传感器表面,得到加压后的数据;
13、s6:基于初始数据和加压后的数据的最大差值,判断测量微熔传感器的良率。
14、进一步的,所述激光位移传感器的预设发射频率为100-1000微秒。
15、进一步的,所述预设匀速为10mm~15mm/s。
16、进一步的,所述在判断微熔传感器的良率的过程中需要预设形变阈值,所述形变阈值为2μm~3μm。
17、进一步的,所述向微熔传感器施加预设压力为传感器自身最大量程。
18、进一步的,对所述获取初始数据进行处理,得到h1=f(t1),其中,h1为高度,t1为时间,f(t1)为在时间为t1时,激光位移传感器所测量的高度值;
19、对所述获取加压后的数据进行处理,得到h2=f(t2),其中,h2为高度,t2为时间,f(t2)为在时间为t2时,激光位移传感器所测量的高度值;
20、得到,t1=l/v,t2=(2d-l)/v=2d/v-t1;
21、在相同位置的高度差为:h2-h1=f(t2)-f(t1)=f(2d/v-t1)-f(t1);
22、对全部时间t上的高度差取最大值:max[f(2d/v-t1)-f(t1)],并与标准值对比,如果符合:δh1<max[f(2d/v-t1)-f(t1)]<δh2,则产品为合格,否则为不合格;
23、其中,d为微熔传感器膜片直径;l为已经测量过的长度;f(2d/v-t1)为在时间为t2时,激光位移传感器所测量的高度值;t1为第一次测量到长度l的时间;t2为第二次返回,测量到长度l的时间;v为高精度激光位移传感器运动速度;δh1何δh2为标准膜片变形量的下限,上限。
24、与现有技术相比,本发明具有以下有益的技术效果:
25、本发明提供一种使用激光位移传感器对微熔传感器无损检测的装置,包括基座和水平向设置于基座顶部的电动滚珠丝杆滑台,所述电动滚珠丝杆滑台上设置有激光位移传感器,所述电动滚珠丝杆滑台竖直向投影于基座的区域设置有至少一个加压工装,所述加压工装位于激光位移传感器的检测区域内,所述加压工装顶部螺纹连接微熔传感器,所述加压工装连接有压力计;所述激光位移传感器、电动滚珠丝杆滑台和压力计分别连接有工控机;本技术采加压工装配合压力计能够使得微熔传感器固定,并按照预设压力产生形变,通过电动滚珠丝杆滑台控制激光位移传感器全面采集微溶传感器表面的形状,实现对微熔传感器的表面的无损检测,不会对微熔传感器造成任何损伤,同时,由于微熔传感器的高度尺寸受机加工公差影响,无法做到每只产品高度一致,所以通过加压前后数据进行差值处理,即可消除不同微熔传感器高度对距离测量结果的影响,只体现微熔传感器加压前后的数据变化,得到更准确的检测结果;最后本技术在一次高精度激光位移传感器往复运动中可同时测量多只微熔传感器,通过加压工装与高精度压力计相连接,可以实现同时对多个产品进行加压测试,提高检测的效率。
26、本发明提供一种使用激光位移传感器对微熔传感器无损检测的方法,包括以下步骤:工控机控制电动滚珠丝杆滑台使得其上的激光位移传感器按照预设匀速从电动滚珠丝杆滑台的一端至另一端;当激光位移传感器运动至微熔传感器上端时,以预设频率测量微熔传感器表面,得到初始数据;当激光位移传感器运动至电动滚珠丝杆滑台的另一端时,工控机控制压力计并通过加压工装向微熔传感器施加预设压力;工控机控制电动滚珠丝杆滑台使得其上的激光位移传感器按照预设匀速从电动滚珠丝杆滑台返回至步骤s的一端;在返回的过程中,当激光位移传感器运动至微熔传感器上端时,以预设频率测量微熔传感器表面,得到加压后的数据;基于初始数据和加压后的数据的最大差值,判断测量微熔传感器的良率;本方法控制激光位移传感器匀速往复运动采集加压前后的微溶传感器表面数据,对数据进行比较即可得到微溶传感器的产品良率,在无损检测的前提下,检测效率快精度高。
- 还没有人留言评论。精彩留言会获得点赞!