一种轮胎模具花纹块合模间隙检测方法与流程
本发明涉及一种轮胎模具花纹块合模间隙检测方法。
背景技术:
1、轮胎活络模具是汽车轮胎生产的重要工具,由于轮胎是圆环形的,为使轮胎胎胚便于放入模具且便于成品轮胎脱模,活络模具的花纹圈被分割成若干个花纹块,活络模具在合模状态,花纹块拼接成一圈即一个闭合圆环,花纹块之间的间隙小于0.03mm,活络模具打开时,花纹块之间间距变大,轮胎就能从胎侧方向取出。
2、通常,花纹块之间的合模间隙根据材质的不同通过加热膨胀系数计算出,花纹块出厂前需严格按照计算结果检测花纹块的合模间隙,如果间隙过小,会导致模具卡死或胎侧板分型面飞边,如果间隙过大,会导致花纹块分型间隙飞边。花纹块分型面的合模间隙,目前,一般是将花纹块装在模拟工装中模拟合模状态而拼接成一圈,然后,用塞尺塞在每一个分型面合模处的间隙,将检测结果记录在检测表上,需要检测人员具备较高的技能,而且,检测效率比较低。
技术实现思路
1、本发明的目的是针对上述问题,提供一种采用激光检测仪、通过控制系统快速测量花纹块合模间隙、并自动生成检测报告的轮胎模具花纹块合模间隙检测方法。
2、本发明的原理是:激光检测仪的光斑落在相邻两块花纹块分型面的合模线,当光斑落在合模处的间隙是没有光折射的,当光斑落在合模处的间隙边缘,边缘的面是有光折射的,通过反馈光信号,可控制系统计算合模间隙大小。
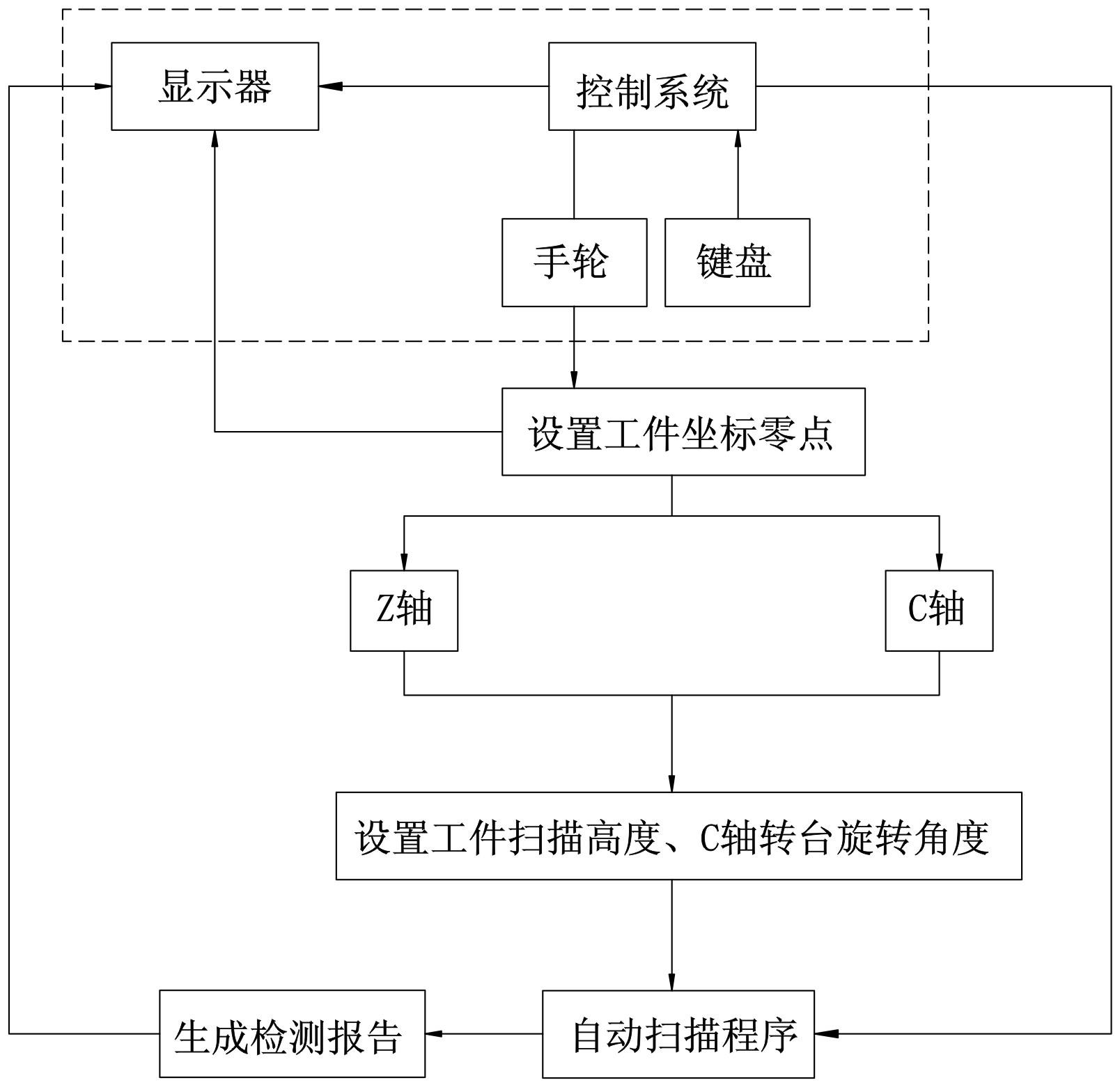
3、本发明的目的是这样实现的,一种轮胎模具花纹块合模间隙检测方法,包括检测装置和检测过程,检测装置包括x轴直线模组、z轴直线模组、c轴转台和控制系统;x轴直线模组安装在床身的门架横梁上,z轴直线模组通过滑座沿x轴左右移动;在z轴直线模组上安装有激光检测仪,激光检测仪沿z轴上下移动,激光检测仪的光束与x轴平行;c轴转台置放在床身基座上沿c轴旋转,待检测的工件由多块花纹块拼接成一圈安装在工装上,工装放置于c轴转台的夹爪座上,通过调整夹爪,使工装的回转轴与c轴转台的回转轴重合;控制系统连接手轮、显示器和键盘,通过手轮发出手动脉冲信号由伺服电机驱动控制x轴直线模组、z轴直线模组和c轴转台的运动,由显示器显示x轴、z轴、c轴的坐标值及控制系统程序的检测结果,通过键盘连接控制系统对相邻两块花纹块的合模线进行合模间隙检测及生成检测报告。
4、本发明,待检测的工件,对于花纹块的分型面为平面时,轮胎模具花纹块合模间隙的检测过程为:
5、第一步,设置待检测的工件的坐标零点:通过手轮驱动x轴直线模组而移动x轴,使激光检测仪接近花纹块的内圈;通过手轮驱动z轴直线模组而移动z轴,使激光检测仪的光斑与花纹块的上表面平齐;通过旋转c轴转台,使激光检测仪的光斑落在相邻两块花纹块分型面的合模处,设为第一条合模线,记为c轴零度合模线;
6、按照c轴转台旋转方向,对于后续花纹块之间的合模线,根据每块花纹块的圆周分型大小,确定各条合模线相对于c轴零度合模线的角度值;
7、第二步,通过键盘在控制系统程序上输入工件高度,用于设置激光检测仪的光斑在z轴上的扫描范围;在控制系统程序上分别输入各条合模线相对于c轴零度合模线的角度值;
8、第三步,通过控制系统启动自动扫描程序,激光检测仪的光斑从z轴和c轴的零点位置开始,沿z轴自上而下扫描第一条合模线的间隙;然后,激光检测仪回到z轴坐标零点,通过旋转c轴转台,使激光检测仪的光斑落在第二条合模线,再沿z轴自上而下扫描第二条合模线的间隙;依次恢复z轴坐标零点并旋转c轴转台,对其它各条合模线进行间隙检测后,输出所有合模线的合模间隙检测报告。
9、本发明,待检测的工件,对于花纹块的分型面为曲面时,合模线自上而下呈曲线,轮胎模具花纹块合模间隙的检测过程为:
10、第一步,设置待检测的工件的坐标零点:通过手轮驱动x轴直线模组而移动x轴,使激光检测仪接近花纹块的内圈;通过手轮驱动z轴直线模组而移动z轴,使激光检测仪的光斑与花纹块的上表面平齐;通过旋转c轴转台,使激光检测仪的光斑落在相邻两块花纹块分型面的合模处,设为第一条合模曲线;
11、第二步,依据合模曲线编程,通过键盘在控制系统程序上输入各条合模曲线的z轴和c轴运动路径数值;
12、第三步,通过控制系统启动自动扫描程序,激光检测仪的光斑从z轴和c轴的零点位置开始,沿第一条合模曲线自上而下,z轴和c轴联动扫描第一条合模曲线的间隙;然后,激光检测仪回到z轴坐标零点,通过旋转c轴转台,使激光检测仪的光斑落在第二条合模曲线,再沿第二条合模曲线自上而下,z轴和c轴联动扫描第二条合模曲线的间隙;依次恢复z轴坐标零点并旋转c轴转台,对其它各条合模曲线进行间隙检测后,输出所有合模曲线的合模间隙检测报告。
13、本发明,在床身基座的底部设置有调整c轴转台的转台面水平的调整垫。
14、本发明,通过采用激光检测仪、通过控制系统快速测量花纹块合模间隙、并自动生成检测报告,解决现有技术要求检测操作者技能比较高、检测效率比较低的问题。
技术特征:
1.一种轮胎模具花纹块合模间隙检测方法,其特征在于:检测装置包括x轴直线模组(1)、z轴直线模组(2)、c轴转台(3)和控制系统;
2.一种轮胎模具花纹块合模间隙检测方法,其特征在于:检测装置包括x轴直线模组、z轴直线模组、c轴转台和控制系统;
技术总结
本发明涉及一种轮胎模具花纹块合模间隙检测方法,检测装置的X轴直线模组安装在床身的门架横梁上,Z轴直线模组通过滑座沿X轴移动;在Z轴直线模组上安装有激光检测仪,激光检测仪沿Z轴移动,激光检测仪的光束与X轴平行;C轴转台置放在床身基座上沿C轴旋转,待检测的工件由多块花纹块拼接成一圈安装在工装上,工装放置于C轴转台的夹爪座上,通过调整夹爪,使工装的回转轴与C轴转台的回转轴重合;通过手轮控制X轴直线模组、Z轴直线模组和C轴转台的运动,由显示器显示X轴、Z轴、C轴的坐标值及控制系统程序的检测结果,通过设置待检测的环工件的各轴坐标零点,通过键盘连接控制系统对花纹块合模线进行合模间隙检测及生成检测报告。
技术研发人员:蔡汉生,黄展源,蔡桂阳,何锦彬,郑东辉,朱楚生,洪福,余培敏,黄楚祥
受保护的技术使用者:巨轮智能装备股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!