一种数码印花机导带步进量监测系统及监测方法与流程
本发明涉及印花机,尤其是一种数码印花机导带步进量检测系统及数码印花机。
背景技术:
1、数码印花,是用数码技术进行的印花。其中数码印花机大体包括数码喷头、导带和控制系统。
2、在专利号:“202310090301.7”,专利名称为:“一种导带式数码印花机分段式机架及导带式数码印花机”中,公开了该种数码印花机具体结构,其工作原理为:将纺织品粘贴在带黏性的导带上,纺织品与带黏性的导带同步运动,纺织品在导带的动下移动至打印小车的下方,打印小车上设置有若干喷头进行喷墨打印。
3、目前,数码印花机仍然存在问题,例如依旧无法高精度的检测控制导带的实际步进量,导致喷印介质走布精度存在误差,最终影响导带式喷墨印花机的印花效果。
4、其中专利号:“201510677841.0”,专利名称为:“导带式喷墨印花机的闭环式导带步进控制系统及导带步进控制方法”的背景技术中解释了现有数码印花机为何存在难以精确控制导带的实际步进量的原因,以及现在现有技术中用于提高测量导带步进量精确度的方法:例如通过伺服电机的转动圈数折算成导带的步进量,通过测算伺服电机自身转动圈数间接控制倒带实际步进量的方法。或是计算导带步进量的方法是采用位置传感器,通过位置传感器检测跟随导带移动的夹紧装置移动量来得到导带移动量,该方法的缺陷是导带有可能变形,该变形会影响喷墨打印精度,且方法也相对复杂。
5、其中专利号,202010614121.0,专利名称“一种导带式喷墨印花机导带步进控制机构及其控制方法”。还提出了另一种测量导带步进量的方法。
6、介质是靠导带带动实现的走步,导带在带动介质移动过程中也会导致介质移动和导带移动距离之间存在误差,即介质最终的移动距离和导带最终的移动距离也会有误差,因此上述虽然给出了很多测量导带步进量的方法和结构,但是都是检测导带的步进量。
7、由上缺少一种直接检测介质步进量的方法和结构,同时该结构方法简单直观、测量精准。
技术实现思路
1、本发明的目的就是解决现有技术中的问题,提出一种数码印花机导带步进量监测系统及监测方法,能够直接检测介质的步进量,检测精准,使得步进更加精确。
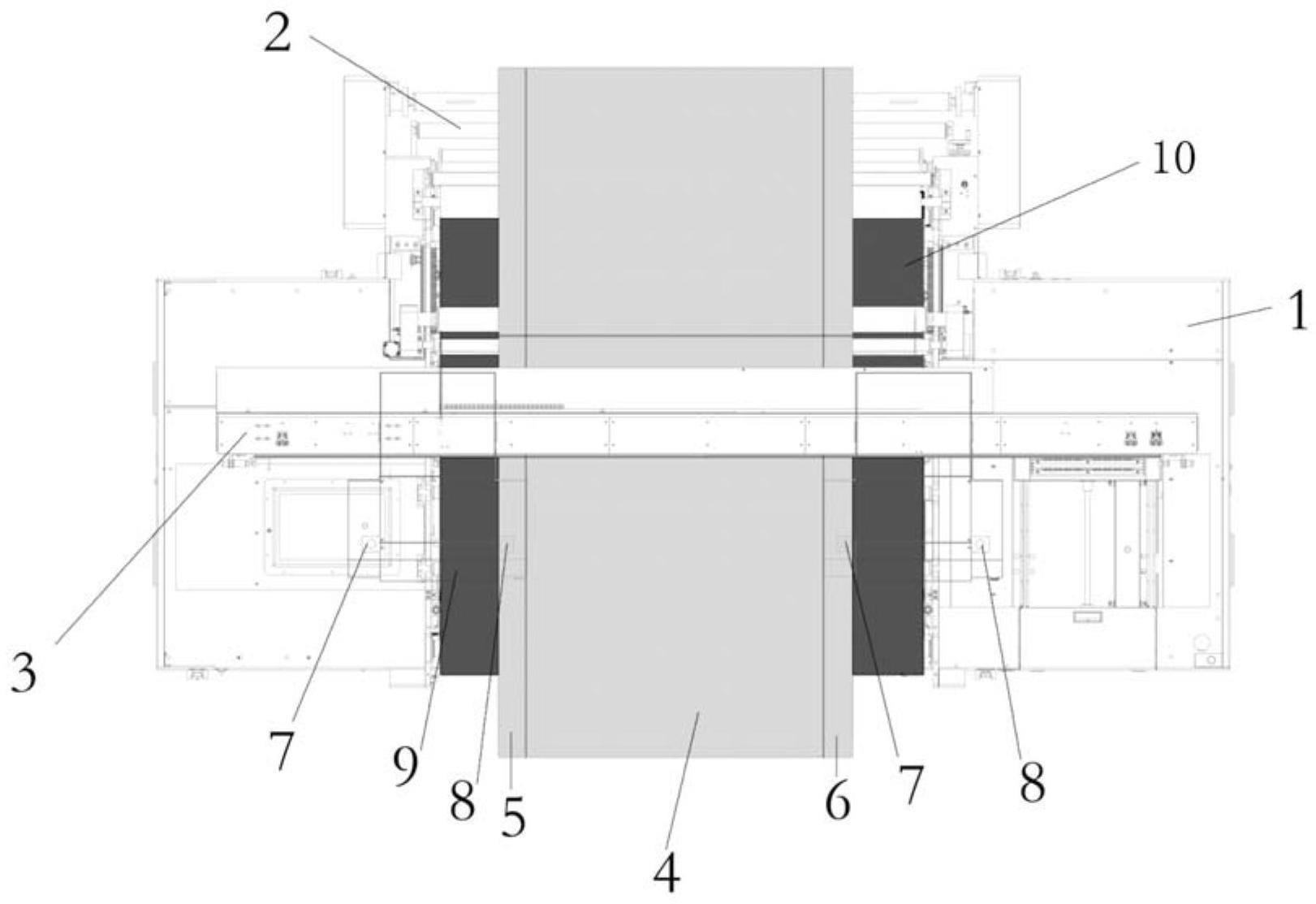
2、本发明为了解决上述问题所采用的技术方案是:一种数码印花机导带步进量监测系统,包括机架、传动辊装置、驱动电机、导带、横梁和喷头装置;所述传动锟装置设置在机架上,导带安装在传动锟装置上,驱动电机通过驱动传动锟装置工作实现导带移动,所述横梁安装在机架上且位于导带上方,所述喷头装置滑动连接在横梁上;其特征在于:还包括检测区、处理装置和用于控制驱动电机工作的驱动电机控制器,所述检测区位于导带上用于印花的介质侧部,该检测区与介质同步移动;所述检测区供喷头装置打印并形成移动标识,所述喷头装置上设有拍摄该移动标识的摄像装置,所述摄像装置与处理装置相连接,该处理装置用于处理判断摄像装置拍摄的带有移动标识的检测区图像、以得出移动标识的移动距离、以及与预设导带步进量进行对比得出补偿量并形成反馈信号;所述处理装置还与驱动电机控制器相连接,该驱动电机控制器用于接收处理装置的反馈信号,并通过该反馈信号的信息来控制驱动电机的工作状态。
3、作为优选:所述检测区包括位于介质左侧的左检测区和位于介质右侧的右检测区;所述摄像装置包括位于喷头装置左侧用于检测右检测区的右检测区摄像装置,和位于喷头装置右侧设有用于检测左检测区的左检测区摄像装置。
4、作为优选:所述检测区与介质为一体结构,所述介质两侧预留空间构成检测区。
5、作为优选:所述处理装置为计算机电脑。
6、作为优选:所述移动标识为点或十字标或三角。
7、本发明的另一个目的就是提出一种数码印花机导带步进量系统的监测方法,其特征在于,包括:
8、步骤一:摄像装置标定,确保摄像装置拍摄检测区的精度;
9、步骤二:用户预设定步进量;
10、步骤三:初始状态下,喷头装置位于导带右侧;印花机工作时喷头装置由右向左移动对介质进行印花,在进入介质左侧的左检测区内时喷头装置对其左检测区进行打印并形成移动标识,而后移动停留在导带左侧;处于该位置时位于喷头装置右侧的左检测区摄像装置对左检测区进行拍摄得到第一图像;
11、拍摄得到第一图像后印花机继续工作,导带移动带动介质及检测区步进,步进停止后位于喷头装置右侧的左检测区摄像装置对左检测区进行拍摄得到移动标识移动后的第二图像;
12、步骤四:处理装置接收第一图像和第二图像、并进行对比计算出移动标识移动的距离;
13、步骤五:处理装置分析出的移动距离与步骤二中用户设定的步进量进行对比,当结果不一致时,处理装置计算补偿量并生产反馈信号给驱动电机控制器,驱动电机控制器接收信号后控制驱动电机工作进行修正,使其达到预算导带步进量;
14、步骤六:停留在导带左侧的喷头装置由左向右移动对介质进行印花,在进入介质右侧的右检测区内时喷头装置对其右检测区进行打印并形成移动标识,而后移动停留在导带右侧;处于该位置时位于喷头装置左侧的右检测区摄像装置对右检测区进行拍摄得到第三图像;
15、拍摄得到第三图像后印花机继续工作,导带移动带动介质及检测区步进,步进停止后位于喷头装置左侧的右检测区摄像装置对右检测区进行拍摄得到移动标识移动后的第四图像;
16、步骤七:处理装置接收第三图像和第四图像、并进行对比计算出移动标识移动的距离;
17、步骤八:处理装置分析出的移动距离与步骤二中用户设定的步进量进行对比,当结果不一致时,处理装置计算补偿量并生产反馈信号给驱动电机控制器,驱动电机控制器接收信号后控制驱动电机工作进行修正,使其达到预算导带步进量;
18、步骤九:重复步骤三至八。
19、作为优选:还包括步骤十:在印花机上设有显示装置,处理装置将图像对比数据、移动标识移动距离数据、补偿量均传输至显示装置处并进行显示。
20、本发明的有益效果是:
21、1、本发明是通过直接检测介质的实际移动距离,避免了导带和介质之间的移动误差,使得检测出来的介质走步量是最为精确的。
22、2、通过在介质的两侧设置检测区,通过设置检测区可以更加直观高效的通过摄像装置进行拍摄并进行分析判断,同时检测区的设置不会大改本身印花机的结构,其加装方便简单,结构改动小。
23、3、通过摄像装置拍摄图像,并通过处理装置对图像进行分析对比,直观的对比出介质实际步进量,在通过与预设的步进量进行对比即可判断出导带步进量是否符合要求,并通过驱动电机控制器控制驱动电机修正步进量;该检测和修正介质步进量的方法简单直接有效、且精确,使得打印始终保持在高精度水准。
24、4、本发明的监测方法,可以在打印之前对导带的步进量进行检测和修正,这样可以避免布料介质的浪费,同时检测频率高、检测直观高效。
技术特征:
1.一种数码印花机导带步进量监测系统,包括机架、传动辊装置、驱动电机、导带、横梁和喷头装置;所述传动锟装置设置在机架上,导带安装在传动锟装置上,驱动电机通过驱动传动锟装置工作实现导带移动,所述横梁安装在机架上且位于导带上方,所述喷头装置滑动连接在横梁上;其特征在于:还包括检测区、处理装置和用于控制驱动电机工作的驱动电机控制器,所述检测区位于导带上用于印花的介质侧部,该检测区与介质同步移动;所述检测区供喷头装置打印并形成移动标识,所述喷头装置上设有拍摄该移动标识的摄像装置,所述摄像装置与处理装置相连接,该处理装置用于处理判断摄像装置拍摄的带有移动标识的检测区图像、以得出移动标识的移动距离、以及与预设导带步进量进行对比得出补偿量并形成反馈信号;所述处理装置还与驱动电机控制器相连接,该驱动电机控制器用于接收处理装置的反馈信号,并通过该反馈信号的信息来控制驱动电机的工作状态。
2.根据权利要求1所述的一种数码印花机导带步进量监测系统,其特征在于:所述检测区包括位于介质左侧的左检测区和位于介质右侧的右检测区;
3.根据权利要求1所述的一种数码印花机导带步进量监测系统,其特征在于:所述检测区与介质为一体结构,所述介质两侧预留空间构成检测区。
4.根据权利要求2所述的一种数码印花机导带步进量监测系统,其特征在于:所述处理装置为计算机电脑。
5.根据权利要求1所述的一种数码印花机导带步进量监测系统,其特征在于:所述移动标识为点或十字标或三角。
6.一种如权利要求1-5任一权利要求所述的数码印花机导带步进量系统的监测方法,其特征在于,包括:
7.根据权利要求6所述的一种数码印花机导带步进量系统的监测方法,其特征在于,还包括步骤十:在印花机上设有显示装置,处理装置将图像对比数据、移动标识移动距离数据、补偿量均传输至显示装置处并进行显示。
技术总结
本发明公开了一种数码印花机导带步进量监测系统及监测方法,系统包括:包括检测区,检测区位于导带上用于印花的介质侧部,且检测区与介质同步移动;检测区供喷头装置打印并形成移动标识,喷头装置上设有拍摄该移动标识的摄像装置,摄像装置与处理装置相连接,方法包括:用户预设定步进量,通过摄像装置对检测区内的移动标识进行拍摄,将图像通过处理装置进行对比并分析出检测区内刻度标尺移动距离,再与预设步进量进行对比当结果不一致时,处理装置产生反馈信号给驱动电机控制器,驱动电机控制器接收信号后控制驱动电机工作进行修正,使其达到预算导带步进量。本发明能够直接测量导带的步进量,测量精准。
技术研发人员:虞江
受保护的技术使用者:杭州熠盛数码科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!