一种柔性多功能数控花键及卡簧槽的检测设备的制作方法
本发明涉及装配线零件,尤其是指一种柔性多功能数控花键及卡簧槽的检测设备。
背景技术:
1、内、外花键均为多齿零件,在内圆柱表面上的花键为内花键,在外圆柱表面上的花键为外花键。通过带内花键和外花键二个零部件藕合联接,具有定心性、导向性、承载负荷性好,在较大扭矩的传递方式中应用非常广泛。现有内、外花键检测方式因被检测工件与检测花键环规、塞规的定位和浮动方式不佳,均存在较高的一次不合格率及检测数据不能满足ts16949质量体系等问题;另外,外花键卡簧槽轴向尺寸(参见图12中b1或b2)检测困难的瓶颈。随着智能制造向高质量、高效率、黑灯工厂的方向发展,亟需设计一种满足ts16949质量体系的花键卡簧槽检测机。
技术实现思路
1、为此,本发明提供一种柔性多功能数控花键及卡簧槽的检测设备,能够显著降低将花键及/或卡簧真ok件(为符合质量标准的工件)判别为ng件(为不符合质量标准的工件)的问题,并杜绝将ng件流出工厂,此外,该设备还可以自动去除带有毛刺的伪ng工件(错误判定为不合格的工件),然后进行二次检测,以减少人工参与并提高生产线效率。
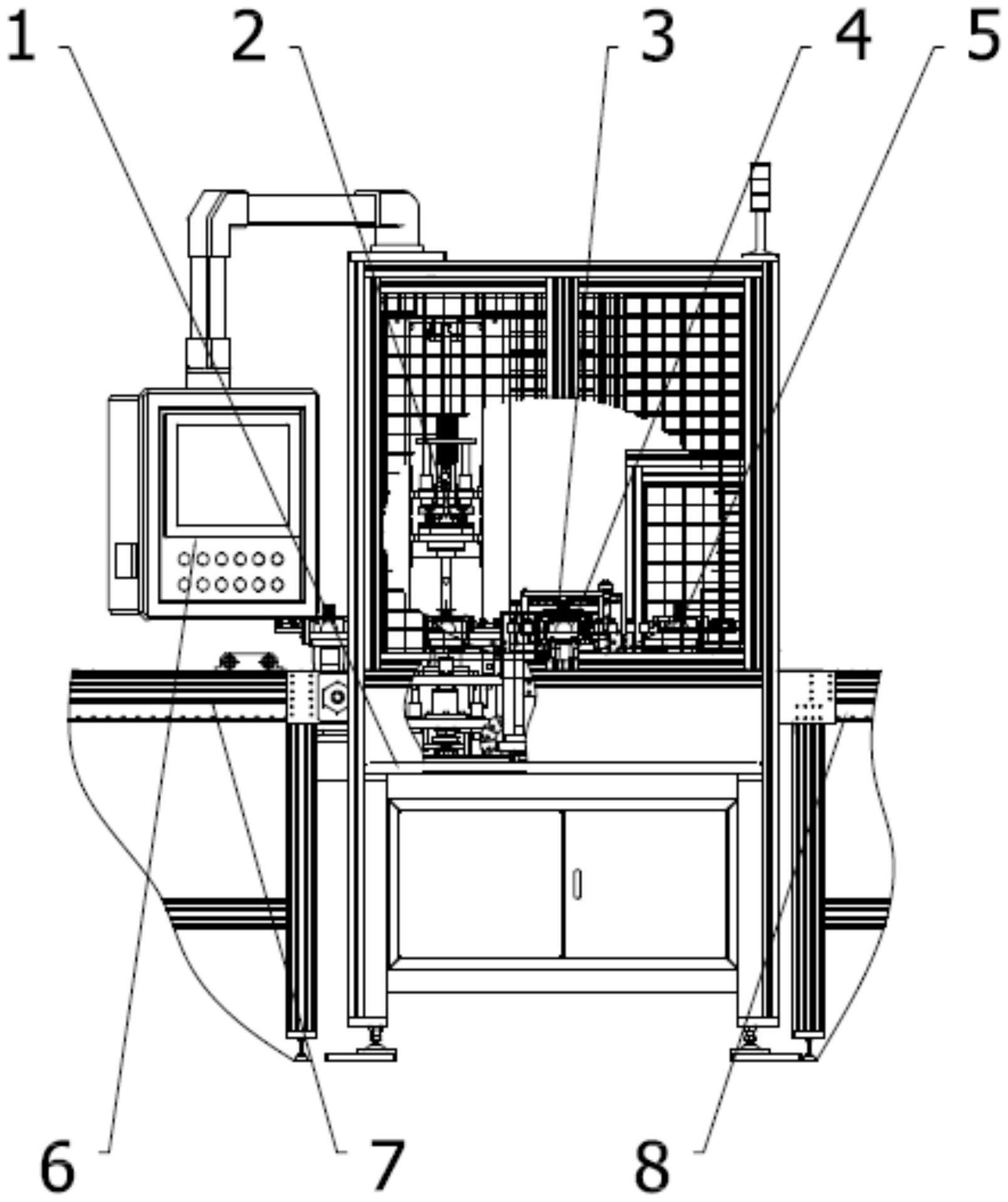
2、为解决上述技术问题,本发明提供一种柔性多功能数控花键及卡簧槽的检测设备,包括检测机基体,所述检测机基体上安装有花键自动检测单元、卡簧槽检测单元、ng移出料道、工件移载机构、入口机动料道和出口机动料道,所述花键自动检测单元用于实现内/外花键的换型切换,所述卡簧槽检测单元用于实现外花键卡簧槽槽宽、槽底径和槽位置的位置检测,在所述检测机基体的防护网上安装的操作箱,所述检测机基体的下方的前后部分别设有电气控制箱及气动元件箱。
3、在本发明的一种实施方式中,所述花键自动检测单元包括检测规与工件相对运动机构、外花键定位检测机构、内花键定位检测机构、被检测工件定角度回转驱动机构和花键测力检测机构,所述外花键定位检测机构用于实现工件外花键检测,所述内花键定位检测机构用于实现工件内花键检测,所述外花键定位检测机构和所述内花键定位检测机构通过二选一选装,所述检测规与工件相对运动机构用于从上位向下运行至中位过程中与被检工件实现定位。
4、在本发明的一种实施方式中,所述检测规与工件相对运动机构包括检测机架,所述检测机架安装有下安装板,所述下安装板安装有粗调刻度尺和测量部支架,所述下安装板转动连接有手轮丝杆,上下粗调安装板通过调整螺母连接于手轮丝杆,测量部支架包括第一直线轴承及导杆,上下粗调安装板通过第一直线轴承滑动连接于导杆,花键规移动安装板连接有第一滚珠丝杆,所述第一滚珠丝杆通过第一驱动电机驱动而旋转,花键规移动安装板上安装有夹持套筒。
5、在本发明的一种实施方式中,所述外花键定位检测机构包括工件定位下顶尖、外花键环规托板、外花键检测环规、工件定位上顶尖、轴向定位基准弹性浮动机构、上顶尖下压弹簧、上顶尖弹性压杆、上顶尖升降压紧气缸;上顶尖弹性压杆通过直线滑动轴承滑动连接于上下粗调安装板,工件定位上顶尖与上顶尖弹性压杆相连,所述上顶尖升降压紧气缸通过上顶尖下压弹簧推动上顶尖弹性压杆与工件定位上顶尖向下运动,与外花键工件的上部顶尖孔弹性定位与压紧,工件定位下顶尖连接于下安装板且与外花键工件的下部顶尖孔定位,以实现对外花键工件的定心;外花键环规托板和外花键检测环规依次连接于工件定位上顶尖;所述上顶尖外径尺寸与外花键检测环规的小径配合,以使外花键检测环规与外花键工件同心;所述外花键检测环规设计角相浮动限位孔与外花键环规托板的带角相浮动定位销外径配合,以达到外花键检测环规角相浮动。
6、在本发明的一种实施方式中,所述外花键环规托板的下部设置有与轴径基准接触的延长法兰,在检测规与工件相对运动机构从中位向下运行至下位途中与外花键工件轴向基准接触后通过轴向定位基准弹性浮动机构打滑,确保二者可靠接触并消除工件长度及顶尖定位的轴向尺寸误差。
7、在本发明的一种实施方式中,所述内花键定位检测机构包括快速换型下顶尖或下定位环和平面、内花键塞规组件和安装托板;所述内花键塞规组件包括内花键塞规、塞规连接板、联接螺丝;所述内花键塞规的下部设置与内花键工件的内花键小径配合的导向部外径及倒角,并根据内花键工件的内花键参数设置有外花键结构,所述内花键塞规的上部与所述塞规连接板同心设置并通过所述联接螺丝配合联接,所述塞规连接板外径与内夹持套配合,并设置有与安装托板的上角相浮动定位销外径配合的浮动限位孔,以达到内花键塞规组件角相浮动。
8、在本发明的一种实施方式中,所述被检测工件定角度回转驱动机构包括设置在下安装板的第二驱动电机、接料升降气缸、驱动轴系和接料机构,所述接料机构在所述接料升降气缸驱动下实现被检工件的升降,当被检工件降至下位时与工件定位下顶尖接触时,检测规与工件相对运动机构自动运行到中位时花键测力检测机构中的弹簧产生向下压力,驱动轴系由第二驱动电机驱动通过摩擦力驱动工件定角度正反转,实现花键检测规进入工件的花键中。
9、在本发明的一种实施方式中,所述花键测力检测机构包括压紧工装、测力弹簧、螺栓及垫圈、大量程传感器、传感器基座、平衡弹簧,螺栓及垫圈装入测力弹簧螺栓前部穿过压紧工装上过孔安装在夹持套筒上,测力弹簧下压压紧工装并下压花键检测规,下方安装板通过螺丝与夹持套筒联接,平衡弹簧平衡压紧工装与花键检测规自身重量。
10、在本发明的一种实施方式中,所述卡簧槽检测单元包括工件上下顶尖定位机构,所述工件上下顶尖定位机构包括手轮、滚珠丝杆、第二直线轴承、导向杆、丝杆锁紧块、上顶尖驱动气缸、上压缩弹簧、上顶尖、下顶尖、下压缩弹簧和下顶尖驱动气缸,所述第二滚珠丝杆、导向杆均安装于下安装板,上顶尖驱动气缸通过升降板连接于所述第二滚珠丝杆和导向杆,通过上顶尖驱动气缸推动上压缩弹簧带动上顶尖向下伸出后顶入工件中心孔,到位后下顶尖驱动气缸伸出,推动下压缩弹簧带动下顶尖向上运动顶入工件下中心定位孔,通过下压缩弹簧的弹力克服机构质量及工件质量后弹力大于上压缩弹簧弹力,产生向上的一个推力使工件轴向止推面精确定位在可换型轴向定位块上;通过转动手轮能够带动第二滚珠丝杆调整上定位顶尖位置,以切换检测不同长度的工件。
11、在本发明的一种实施方式中,所述卡簧槽检测单元包括位置检测机构,所述位置检测机构包括支撑架以及设置在支撑架上的轴向定位驱动气缸,轴向定位驱动气缸连接有可换型轴向定位块;轴向定位驱动气缸的上侧设置有可换型卡簧槽检测规,可换型卡簧槽检测规安装在垂直上下浮动机构和左右水平浮动机构上,垂直上下浮动机构包括顶升驱动气缸、下拉驱动气缸、垂直上下平衡弹簧组和第三直线轴承,左右水平浮动机构包括左右水平直线滑块、左右对中弹簧调整机构,卡簧槽测量双行程气缸连接推压弹簧,推压弹簧一侧设置有通端监控接近开关和止端监控接近开关,实现可换型卡簧槽检测规与被检测工件间的准确配合,以达到工件卡簧槽直径尺寸的通止检测,可换型卡簧槽检测规能够进入外花键工件的卡簧槽内,通过顶升驱动气缸、下拉驱动气缸各自顺序动作并通过位移传感器上下位置取值,与已知封样件/校零件值比较检测,实现槽宽尺寸与槽位置尺寸的定量检测。
12、本发明的上述技术方案相比现有技术具有以下优点:
13、可以提供高柔性的轮番生产能力。通过内/外花键自动检测单元,结合角相浮动检测环规/塞规和快速换型机构,可以实现内/外花键轴类工件的共线生产。这样可以提高生产效率,减少生产线的转换时间和停机时间。
14、采用精确回转驱动机构,可以减少花键环规/塞规插入工件时的摩擦力。这样可以确保测量时获得真正的插入力,提高测量的精准度。
15、通过检测环规/塞规与被检工件的相对运动机构,包括上位、找正位和下位,可以实现被检工件的精确定位和相对运动。这样可以确保检测的准确性,并且能够检测工件的各个位置。
16、采用大量程高分辨率位移传感器和插入力检测机构,可以实时监测花键规插入工件各位置的插入力实时值和图形。这样可以提供准确的插入力数值,并且可以保存花键使用区的插入力值,方便后续分析和评估。
17、可以根据不同机型调用各自所对应的检测力、找正力、去毛刺力等参数,实现设备的柔性化和数控化。这样可以适应不同机型和不同工件的需求,提高生产的灵活性。
18、可以监控和自动刀补花键加工设备刀具的磨损。通过检测规插入花键过程中的力值,可以及时提醒维护人员进行刀具的更换和维护,避免因刀具磨损而导致产品批量报废。
19、提供检测与去毛刺功能的方案。可以在插入力的精准检测基础上,对花键加工后序出现的翻边毛刺进行检测和去除。这样可以提高加工的效率和质量,并确保产品符合质量标准。
- 还没有人留言评论。精彩留言会获得点赞!