一种非力值传感器超声波螺栓标定装置和标定方法与流程
本发明涉及螺栓标定领域,具体涉及一种非力值传感器超声波螺栓标定装置和标定方法。
背景技术:
1、随着生产技术的发展,企业对螺栓装配的质量要求越来越高,螺栓超声波轴力测试也成为一种主要的轴力测试方式。螺栓超声波轴力测试的基础共性原理是首先通过标定得到超声波传播时间差(声时差)与轴力增量的标定曲线,将轴力信号和声时差信号形成一一对应关系,然后在实际测试中测量出被测螺栓的声时差,再将此声时差数据与标定曲线相比较,得到实际的装配轴力。
2、目前现有的标定方式一般分为两种,一是通过拉力机进行拉伸标定,二是通过轴力传感器进行拧紧标定。此两种标定方式都需要提供额外的力值传感器进行,并且需要连接上位机或二次仪表,此两种方式均需要预留电源以及传感器,需要一定的操作空间,在部分生产现场有限空间或无传感器条件的制约下,无法完成螺栓的在线标定。如在专利号为201910035536.x的专利中公开了一种用于螺栓轴力测量的方法,需要将被测螺栓通过工装固定在传感器与底座上,通过读取传感器的数据来获得标定曲线,此种方法仍需要将专用力传感器带至生产现场进行测量;再比如在专利号为202210218511.5的专利中公开了一种螺栓紧固轴向拉应力检测标定方法装置,其装置本身为一台大型设备,由控制电机、扭矩传感器、工装等部分组成,该发明可在实验室实现轴向力的标定和测试,但无法应用于生产现场,仍具有一定的不便性。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种非力值传感器超声波螺栓标定装置和标定方法,该装置和标定方法采用无力值传感器思路,无需将专用传感器带至生产现场,主要针对于生产现场大型的轴向力测试设备的标定工作。
2、为了实现上述目的,本发明是通过如下的技术方案来实现:
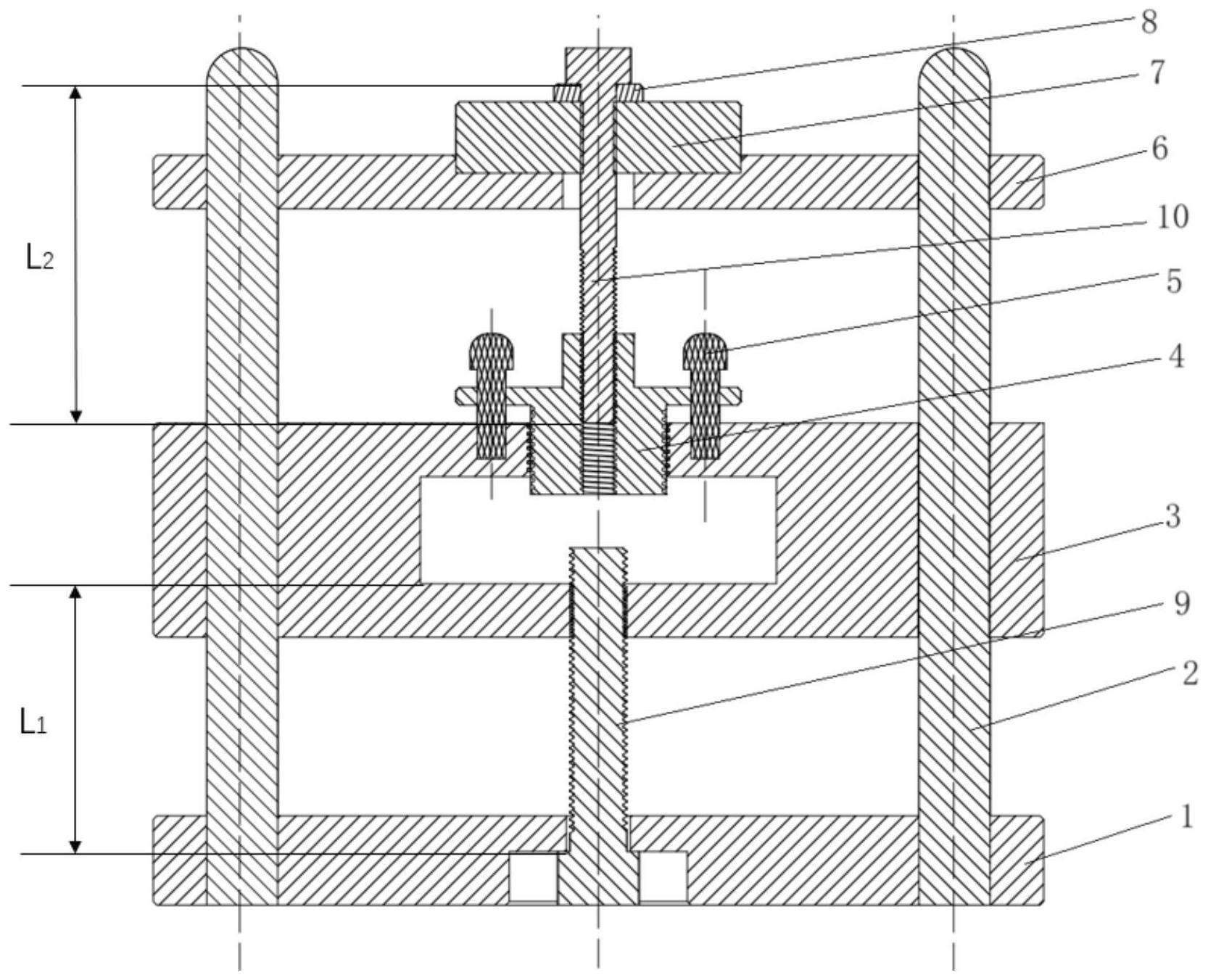
3、第一方面,本发明的实施例提供了一种非力值传感器超声波螺栓标定装置,包括底板、导柱、过渡板、测试内嵌、内嵌销、面板和标准螺栓,所述的面板、过渡板和底板通过导柱从上到下依次连接,且面板、过渡板和底板三者相互平行;过渡板可在导柱上自由滑动,面板和底板固定不动;在过渡板的中心螺纹连接有测试内嵌,在所述的测试内嵌的中心位置设置螺纹孔,标准螺栓从底板底部向上穿过底板与过渡板螺纹连接;测试螺栓从面板顶部穿过面板与所述的测试内嵌的螺纹孔螺纹配合,在测试螺栓上施加扭矩,实现对测试螺栓的标定。
4、上述非力值传感器超声波螺栓标定装置未设置任何传感器,消除了专用传感器的限制,只需提前标定好标准螺栓,便可以该螺栓作为标准,在弹性范围对其他待标定的螺栓进行测试,本装置实现了超声波螺栓在线标定;本发明解决了生产现场有限空间问题,只需要携带标准螺栓和配套工装,使用现场的超声波轴力测试仪即可进行螺栓标定和测试,且无需额外电源和设备。
5、作为进一步的技术方案,在面板顶部还设置有防旋转块,测试螺栓穿过防旋转块。
6、作为进一步的技术方案,在防旋转块的上方还设置有垫片,通过不同厚度的垫片粗调夹紧长度,通过测试内嵌在过渡板中的拧入和拧出微调夹紧长度。
7、作为进一步的技术方案,所述的测试内嵌包括多个,每个测试内嵌中心的螺纹孔尺寸不同,以适应不同的测试螺栓。
8、作为进一步的技术方案,所述的内嵌销与所述的过渡板螺纹配合,通过两者之间的螺纹配合,一方面实现两者之间的连接,一方面方便更换不同的内嵌销。
9、作为进一步的技术方案,所述过渡板的中心位置内部中空,为了给测试螺栓预留空间,通过扳手拧紧测试螺栓到不同的扭矩时,扭矩所产生的拉力会带动过渡板向上运动,因此,在过渡板向上运动过程中,不至于触碰到测试螺栓。中空部分的下面是下螺纹孔,在中孔部分的上面也是上螺纹孔,且上下两个螺纹孔同轴设置。
10、第二方面,本发明基于上述的非力值传感器超声波螺栓标定装置,还提供了一种标定方法;
11、步骤1:组装非力值传感器超声波螺栓标定装置;
12、步骤2:将测试螺栓在标定过程中,穿过防旋转块、面板,拧入测试内嵌中;
13、步骤3:通过扳手拧紧测试螺栓到不同的扭矩,施加目标扭矩后,稳定设定的时间分钟,先使用超声波测试仪测试标准螺栓的轴力,然后再测试被测螺栓的声时差,形成“声时差-轴向力”的一一对应关系,完成标定过程。
14、作为进一步的技术方案,非力值传感器超声波螺栓标定装置的组装过程如下:
15、将底板放置在水平面上,然后将导柱固定至底板上;将过渡板通过导柱放置在底板上方,根据测试螺栓需求选取相应尺寸的测试内嵌,将测试内嵌通过外螺纹旋入至过渡板中;
16、将面板通过导柱放置在过渡板上方,并将防旋转块固定在面板中央位置;将标定好的标准螺栓通过底板的通孔旋入至过渡板中,通过在面板上增加不同厚度的垫片粗调夹紧长度,然后将测试螺栓通过垫片、面板和防旋转块的中央通孔旋入至测试内嵌中,然后通过旋入/旋出测试内嵌来微调夹紧长度,并将内嵌销通过测试内嵌的通孔插入至过渡板上的定位孔中,防止测量过程中测试内嵌与过渡板发生相对转动。
17、作为进一步的技术方案,所述标准螺栓夹紧长度l1和测试螺栓夹紧长度l2,应当满足:l1=l2。上述本发明的实施例的有益效果如下:
18、本发明通过一个已经标定并进行轴力验证的标准螺栓,通过提出的非力值传感器超声波螺栓标定装置与要进行测试标定的螺栓串联,以标准螺栓的标定曲线为基础对照,对要进行测试的螺栓进行标定,优点如下:
19、1.本装置中未设置任何传感器,消除了专用传感器的限制。本发明只需提前标定好标准螺栓,便可以该螺栓作为标准,在弹性范围对其他待标定的螺栓进行测试;
20、2.本装置实现了超声波螺栓在线标定。本发明解决了生产现场有限空间问题,只需要携带标准螺栓和配套工装,使用现场的超声波轴力测试仪即可进行螺栓标定和测试,且无需额外电源和设备。
21、3.本发明节省了资源成本。本发明只需一套标定工装即可,无需购买专用传感器。在标准螺栓标定时,可使用已有的拉力机或力传感器,标定完成后即可将该螺栓作为参考标准,仅使用超声波测试仪一套设备即可完成标定和测试,节省了购买专用传感器的成本和其他测试资源的成本。
技术特征:
1.一种非力值传感器超声波螺栓标定装置,其特征在于,包括底板、导柱、过渡板、测试内嵌、内嵌销、面板和标准螺栓,所述的面板、过渡板和底板通过导柱从上到下依次连接,且面板、过渡板和底板三者相互平行;过渡板可在导柱上自由滑动,面板和底板固定不动;在过渡板的中心螺纹连接有测试内嵌,在所述的测试内嵌的中心位置设置螺纹孔,标准螺栓从底板底部向上穿过底板与过渡板底部螺纹连接;测试螺栓从面板顶部穿过面板与所述的测试内嵌的螺纹孔螺纹配合,在测试螺栓上施加扭矩,实现对测试螺栓的标定。
2.如权利要求1所述的非力值传感器超声波螺栓标定装置,其特征在于,在所述面板顶部还设置有防旋转块,测试螺栓穿过防旋转块。
3.如权利要求1所述的非力值传感器超声波螺栓标定装置,其特征在于,在防旋转块的上方还设置有垫片。
4.如权利要求3所述的非力值传感器超声波螺栓标定装置,其特征在于,所述垫片包括多组不同厚度的垫片。
5.如权利要求1所述的非力值传感器超声波螺栓标定装置,其特征在于,所述的测试内嵌包括多个,每个测试内嵌中心的螺纹孔尺寸不同。
6.如权利要求5所述的非力值传感器超声波螺栓标定装置,其特征在于,所述的内嵌销与所述的过渡板螺纹配合。
7.如权利要求1所述的非力值传感器超声波螺栓标定装置,其特征在于,所述过渡板的中心位置内部中空,中空部分的下面是下螺纹孔,在中孔部分的上面也是上螺纹孔,且上下两个螺纹孔同轴设置。
8.基于权利要求1-7任一所述的非力值传感器超声波螺栓标定装置的标定方法,其特征在于,如下:
9.如权利要求8所述的非力值传感器超声波螺栓标定装置的标定方法,其特征在于,所述步骤1中的非力值传感器超声波螺栓标定装置的组装过程如下:
10.如权利要求8所述的非力值传感器超声波螺栓标定装置的标定方法,其特征在于,所述标准螺栓夹紧长度l1和测试螺栓夹紧长度l2,应当满足:l1=l2。
技术总结
本发明提供了一种非力值传感器超声波螺栓标定装置及方法,包括底板、导柱、过渡板、测试内嵌、内嵌销、面板和标准螺栓,所述的面板、过渡板和底板通过导柱从上到下依次连接,且面板、过渡板和底板三者相互平行;过渡板可在导柱上自由滑动,面板和底板固定不动;在过渡板的中心螺纹连接有测试内嵌,在所述的测试内嵌的中心位置设置螺纹孔,标准螺栓从底板底部向上穿过底板与过渡板螺纹连接;测试螺栓从面板顶部穿过面板与所述的测试内嵌的螺纹孔螺纹配合,在测试螺栓上施加扭矩,实现对测试螺栓的标定。
技术研发人员:王言,林永强,周菁,赵翠芹,陈艳丽
受保护的技术使用者:中车青岛四方机车车辆股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!