建筑钢筋性能检测装置及检测方法与流程
本技术涉及钢筋检测领域,尤其是涉及建筑钢筋性能检测装置,此外还涉及建筑钢筋性能检测方法。
背景技术:
1、钢筋主要是用于建筑施工中柱体或墙体的浇注,主要起到抗拉抗压的作用,改善建筑中结构构件节点的延性,增强建筑物的抗地震性能,所以钢筋的质量有较高要求,为此在施工使用前需要多钢筋进行检测。
2、目前,对钢筋的检测主要为力学性能的检测,如抗拉强度的检测,在测试前,需要对运送至建筑工地的钢筋进行切断取样,再送到专业的检测机构使用万能试验机进行检测。
3、然而将样品送至检测机构及在检测机构等待及测试均需要消耗大量的时间,会影响施工进度,若购置专用的万能试验机则会增加工程成本。
技术实现思路
1、为了改善对通过送检的方式对建筑钢筋进行检测带来的检测效率低的问题,本技术提供建筑钢筋性能检测装置及检测方法。
2、第一方面,本技术提供建筑钢筋性能检测装置,采用如下的技术方案:
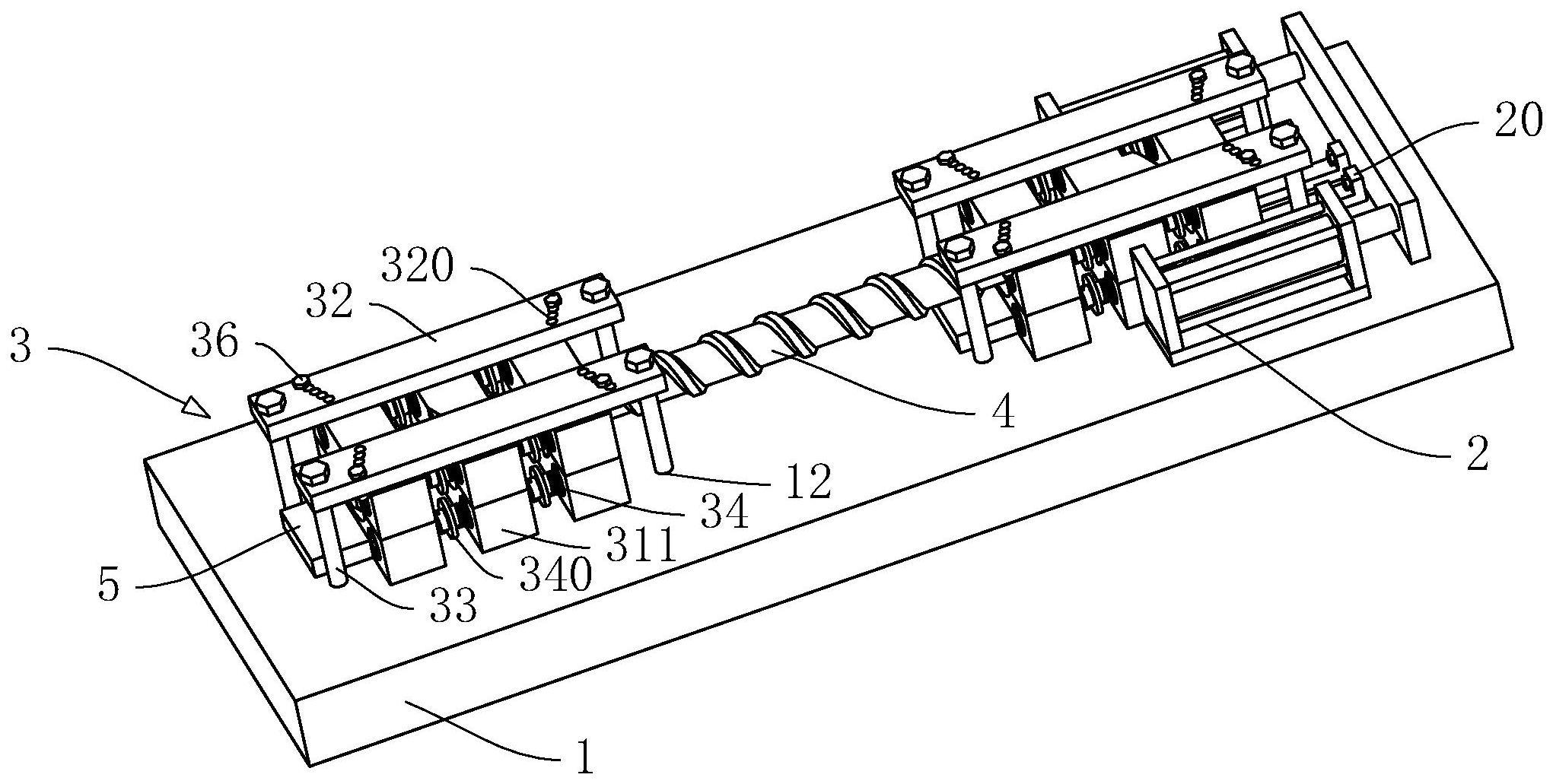
3、建筑钢筋性能检测装置,包括检测台和设于检测台上的液压缸和两个夹具,所述夹具包括若干间隔设置的夹持机构,待检钢筋的两端均通过若干夹持机构夹紧;所述检测台的顶部设有两个限位槽,两个夹具分别且一一对应地设于两个限位槽内,液压缸与一个所述夹具之间通过连接板连接、并推动所述夹具在限位槽内沿待检钢筋的轴向移动,另一个所述夹具卡止在所述限位槽内。
4、通过采用上述技术方案,待检钢筋的两端均能通过多个夹持机构夹紧,确保待检钢筋与夹具之间不会产生相互移动,然后调整两个夹具在限位槽内的位置,使得一个夹具可以通过连接板与液压缸连接,并在液压缸的推动下在一个限位槽内沿待检钢筋的轴向滑动,而另一个夹具被卡止在另一个限位槽内,这样,通过控制液压缸输出预设的推力,而在液压缸的推动下,两个夹具之间的距离会产生增大,使得待检钢筋被拉伸,若在该预设推力的推动下,待检钢筋未被拉断或拉伸长度处于标准范围之内,则说明待检钢筋符合要求,若在该预设推力的推动下或液压缸输出的推力还未达到该预设推力时,待检钢筋就已经断裂,则说明待检钢筋不合格,也就是说,在待检钢筋被两个夹具可靠夹持后,通过液压缸对待检钢筋施加一个预设推力,再观察待检钢筋的状态是否与标准状态一致,即可快速地达到检测目的,检测装置的整体结构精巧,制造成本低,能够在建筑工地现场进行组装与使用,也就无需采用送检的方式对待检钢筋进行检测,极大地提高了检测效率。
5、可选的,所述夹持机构包括一对夹板,一对夹板相对的一侧均设有一个凹槽,所述待检钢筋的端部穿设在一对凹槽之间;所述夹具还包括压板和锁紧螺栓,所述压板盖压在夹持机构的顶部,两个所述锁紧螺栓旋设在所述压板的两端并旋入所述检测台的顶部。
6、通过采用上述技术方案,一个夹持机构的两个夹板在合围后,两个夹板上的两个凹槽能形成一个通孔,而待检钢筋的端部插设在这个通孔内,由于一个夹具包括多个夹持机构,也就能够形成多个通孔用于待检钢筋的端部穿过,这样,再通过一个或多个压板和相应数量的锁紧螺栓对多个夹持机构进行下压与锁紧后,任意一个夹持机构的两个夹板都处于可靠地锁紧状态,进而确保待检钢筋的端部与夹具之间不会产生相互移动,也就确保了液压缸输出的推力全部用于待检钢筋的拉伸,检测结果更加准确。
7、可选的,所述检测台的顶部设有若干螺纹孔,所述锁紧螺栓的一端盖压在所述压板的顶部,所述锁紧螺栓的另一端适配地旋设在所述螺纹孔内。
8、通过采用上述技术方案,在一个夹持机构的两个夹板相互对齐、贴合后,将压板放置在夹具的顶部(即多个夹持机构的位于上方的夹板的顶部),然后将锁紧螺栓的另一端穿过压板后旋入到检测台的螺纹孔内,随着锁紧螺栓的持续旋入,压板对夹具的下压力逐渐提升,这样,能够有效防止在液压缸对待检钢筋施加推力后,待检钢筋的端部与夹持机构之间产生相互移动。
9、可选的,所述夹板上设有两个穿孔,两个所述穿孔位于所述凹槽的两侧,所述穿孔内穿设有橡胶套和螺纹套,所述橡胶套固定设于所述螺纹套的外壁与所述穿孔的内壁之间;在水平方向相邻的两块夹板之间设有调节丝杆,所述调节丝杆的两端分别适配地旋设在相邻的两个螺纹套内,所述调节丝杆的两端的螺纹旋向相反,所述调节丝杆的中部设有调节旋钮。
10、通过采用上述技术方案,在转动调节旋钮后,调节丝杆位于螺纹套内的长度也就会发生变化,这样,位于同一水平面内且相邻的两个夹板之间的距离就可以进行调整,当相邻两个夹持机构之间的调节旋钮旋动量相同时,可以实现相邻两个夹持机构之间的距离的调整,当相邻两个夹持机构之间的调节旋钮旋动量不相同时,可以实现相邻两个夹持机构之间的距离及角度的双重调整,而在这一情况下,调节丝杆与夹板之间的角度也会发生变化,从而会对相应的橡胶套形成挤压作用,也就是说,通过橡胶套的微量形变,可以使得螺纹套在穿孔内的放置角度发生偏转,避免在对相邻两个夹持机构的角度进行调整时,调节丝杆会发生形变。
11、可选的,所述检测台内设有两个插槽,两个所述插槽分别与两个所述限位槽的侧壁连通,所述限位槽的侧壁与待检钢筋垂直且背向待检钢筋的延伸方向;所述夹具的底部对称的设有一对l形的限位块,一个所述限位块的横端插设在所述插槽内,另一个所述限位块的横端与所述限位槽的槽底贴合,所述限位槽的槽口处设有盖板,所述盖板的底部盖压在另一个所述限位块的横端顶部。
12、通过采用上述技术方案,任一夹具的底部均对称地设有一对l形的限位块,限位块的竖端与夹具的底部连接,限位块的横端与限位槽的槽底平齐,具体的,两个限位块分别设于位于下方的且位于最外侧的两个夹板的底部,夹具及一对限位块形成一个整体,当夹具和一对限位块在限位槽内沿液压缸推杆的伸出方向滑动时,夹具底部的一个限位块的横端就会插入到插槽内,夹具底部的另一个限位块的横端会保持与限位槽的槽底贴合的状态,然后再将盖板盖压在限位槽的槽口处,夹具顶部的另一个限位块的横端会被会盖板的底部盖压,这样,一个限位块插设在插槽内,另一个限位块被盖板的底部盖压,使得夹具只能在限位槽内滑动而无法转动或位移至限位槽的外部,提高了检测过程中夹具的稳定性,也就提高了检测结果的准确性。
13、可选的,所述盖板的上部盖压在所述检测台的顶部,所述盖板与所述检测台之间可拆卸连接。
14、通过采用上述技术方案,当盖板在检测台上固定后,夹具底部的限位块就被可靠压盖在限位槽内,实现了对夹具的快速限位。
15、可选的,靠近液压缸且与液压缸连接的夹具的端面与对应的限位块的竖端端面平齐,所述限位块的竖端端面远离对应的所述限位槽的侧壁;远离液压缸且未与液压缸连接的夹具的端面与对应的限位块的竖端端面平齐,所述限位块的竖端端面与对应的所述限位槽的侧壁贴合。
16、通过采用上述技术方案,当一个夹具的一个限位块完全插入插槽后,该限位块的竖端的侧壁与限位槽的侧壁贴合,这样,该夹具就会处于位置固定的状态,即在液压缸对待检钢筋施加推力后,该夹具不会产生位移且能够可靠地夹紧待检钢筋的端部,而此时另一个夹具的一个限位块处于未完全插入限位槽的状态,这样,在液压缸对待检钢筋施加推力后,该夹具会带动待检钢筋的端部产生一定量的位移,进而实现对待检钢筋的拉伸作用,由于液压缸施加的推力处于预设范围内,从而通过对待检钢筋的状态进行对比观测,即可判断待检钢筋的抗拉强度是否达标,检测速度快,检测结果准确,而且检测装置的制造及使用成本低,能够在建筑工地现场直接装配并进行检测。
17、可选的,远离液压缸的压板的顶部两端均设有若干调节孔,若干所述调节孔在所述压板的端部沿直线方向间隔排列,所述压板上还设有两个卡止螺栓,两个所述卡止螺栓分别旋设在压板两端的一个调节孔内,两个所述卡止螺栓的外壁分别与夹具的两个侧壁贴合。
18、通过采用上述技术方案,在对多个夹持机构之间的距离及角度调整完毕后,可以在压板上旋入锁紧螺栓,实现对多个夹持机构在竖向上的锁紧作用,然后再选择合适位置的调节孔并在该调节孔内旋入卡止螺栓,通过压板两端的两个卡止螺栓实现对夹具的夹持作用,防止在液压缸对待检钢筋施加推力后,多个夹持机构之间的距离发生变化,也就是说,在两个卡止螺栓的作用下,能够实现对多个夹持机构在横向上的锁紧作用,最终确保液压缸输出的推力能够完全作用于待检钢筋的拉伸,提高检测结果的准确性。
19、可选的,所述凹槽内设有卡条,所述卡条抵压在所述待检钢筋的外壁上。
20、通过采用上述技术方案,卡条能够提高对待检钢筋的锁紧力,进一步的,当待检钢筋为螺纹钢时,通过调节夹持机构的角度,能够使得卡条与待检钢筋外壁上的螺纹平行,再通过调节夹持机构的位置,能够使得卡条与待检钢筋外壁上的螺纹贴合,这样,通过卡条与待检钢筋外壁上的螺纹的相互作用,能够显著提升待检钢筋在夹具内的夹紧效果。
21、第二方面,本技术提供一种建筑钢筋性能检测方法,采用如下的技术方案:
22、建筑钢筋性能检测方法,包括如下步骤:
23、s1、截取适合长度的待检钢筋,旋松锁紧螺栓并将待检钢筋的两端分别插入到两个夹具内;
24、s2、转动调节旋钮,调整相邻两个夹持机构之间的距离及夹角;
25、s3、将远离液压缸且未于液压缸连接的夹具朝向液压缸的推杆的伸出方向推动,当夹具底部的限位块插入到插槽内且该限位块的竖端端面与限位槽的侧壁贴合后,锁紧对应的盖板及压板;
26、s4、将靠近液压缸且与液压缸连接的夹具朝向与液压缸的推杆的回收方向推动,当夹具底部的限位块插入到插槽内且该限位块的竖端端面远离限位槽的侧壁后,锁紧对应的盖板及压板;
27、s5、将两个卡止螺栓分别且一一对应地旋设在压板两端的两个调节孔内,并使得卡止螺栓的外壁与夹具的侧壁贴合;
28、s6、液压缸输出预设的推力,推动通过连接板与液压缸连接的夹具产生位移,观察待检钢筋的状态,并与标准状态比对,检测完毕。
29、通过采用上述技术方案,能够将待检钢筋的两端分别固定在两个夹具内,当液压缸与一个夹具连接并驱动该夹具在一个限位槽内产生位移后,由于另一个夹具被卡止在另一个限位槽内,待检钢筋能够随着两个夹具之间距离的增大而被拉伸,而液压缸输出的推力大小始终保持在预设范围内,且在这个预设范围内,合格的钢筋不会发生断裂或其它不合格的现象,这样,在液压缸输出的推力达到预设值后,对待检钢筋进行观测与比对即可判断待检钢筋是否达标,检测装置结果精巧、制造成本低,且检测效率高、检测结果准确。
30、综上所述,本技术包括以下有益效果:
31、1、一个夹具包括多个夹持机构,两个夹具的多个夹持机构在压板的抵压作用下形成对待检钢筋的可靠夹持作用,再通过液压缸对一个夹具输出预设的推力并形成对待检钢筋的拉伸作用,在液压缸输出的推力达到预设值后,即可对待检钢筋进行观测与比对,能够快速检测待检钢筋是否达标,结构精巧,检测效率高。
32、2、通过在夹板的凹槽两侧开设穿孔,并在穿孔内设置橡胶套与螺纹套,通过转动旋设在螺纹套内的调节丝杆,即可实现相邻两个夹持机构之间的距离及角度的调整,能够显著提高对待检钢筋的夹持效果,确保测量结果的准确性。
- 还没有人留言评论。精彩留言会获得点赞!