气缸盖同轴度测量装置和方法与流程
本申请涉及气缸盖加工,特别涉及气缸盖同轴度测量装置和方法。
背景技术:
1、本部分的陈述仅仅是提供了与本申请相关的背景技术信息,不必然构成在先技术。
2、气缸盖本体是柴油机的最关键零部件之一,气缸盖进、排气阀座孔中心线相对于水封套管孔中心线有严格的同轴度误差要求,对于上述的同轴度误差,用常规方法无法测量。同时气缸盖的同轴度误差大小也决定了气缸盖在安装了水封套管、气门导管、气阀以及阀座后,其气阀的锥面与阀座的阀盘锥面研和的密封性,而其密封性的好坏对柴油机的试车性能具有极其关键而又极为重要的影响,因此在气缸盖总成部件组装的过程中,专业检验人员需要利用纯净的煤油介质对气阀的锥面与阀座的阀盘锥面的研和密封性进行检验,当纯净的煤油介质在10分钟内无遗漏现象发生,才能合格转序。
3、目前,对气缸盖进、排气阀座孔中心线相对于水封套管孔中心线同轴度误差的检验采用了三坐标采用取点法检测,其缺点是三坐标的测头较短,只能在水封套管孔的最边缘处取点,水封套管孔的最边缘处只约占整个水封套管孔即气门导管孔的六分之一,从而无法包容水封套管孔的整个内孔,故其测量精度和生产效率较低。
技术实现思路
1、为了解决上述问题,本申请提出了气缸盖同轴度测量装置和方法,可在工作现场快速完成气缸盖进、排气阀座孔中心线相对于水封套管孔中心线同轴度误差的检验,从而有助于气缸盖加工质量的进一步改进提高。
2、本申请提供了气缸盖同轴度测量装置,包括:检验心轴,所述检验心轴外周滑动套设有可调表架,所述可调表架外周设置有压紧螺母,所述压紧螺母螺旋贯穿可调表架侧壁且与检验心轴活动抵触,所述检验心轴远离可调表架一端的末端设置有测量表头,可调表架相对于检验心轴的一侧末端设置有杠杆千分表,所述杠杆千分表朝向测量表头延伸设置。
3、优选地,所述测量表头的头部为圆形结构。
4、优选地,所述杠杆千分表的示值精度大于等于0.002mm。
5、优选地,所述检验心轴包括测量心轴和滑轨轴,所述测量心轴连接测量表头且为圆柱型结构,所述滑轨轴外周一侧开设有压持平面,所述可调表架沿滑轨轴滑动且压紧螺母与压持平面活动抵触。
6、本申请还提供一种气缸盖同轴度测量方法,包括如下步骤:
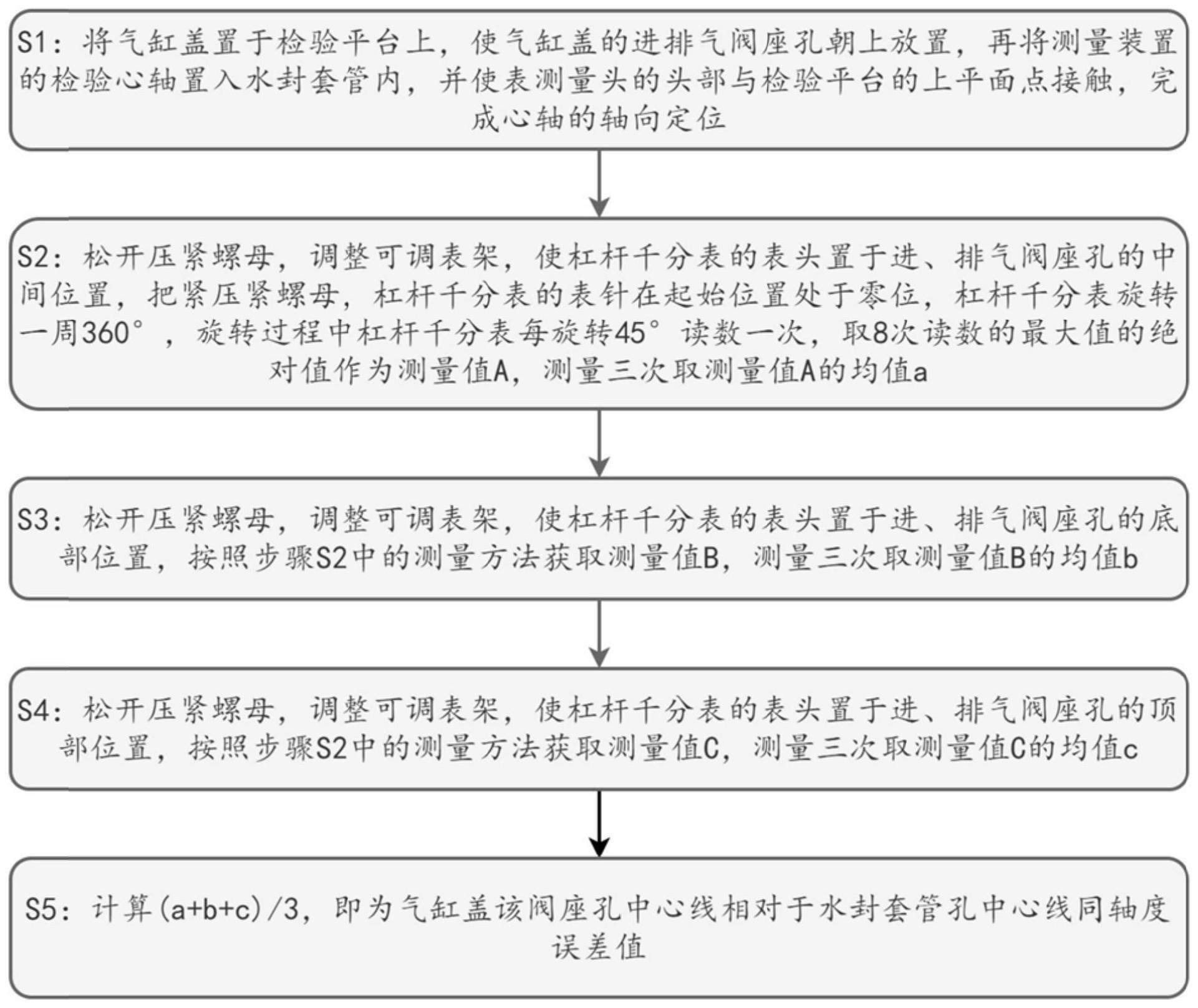
7、s1:将气缸盖置于检验平台上,使气缸盖的进排气阀座孔朝上放置,再将测量装置的检验心轴置入水封套管内,并使表测量头的头部与检验平台的上平面点接触,完成心轴的轴向定位;
8、s2:松开压紧螺母,调整可调表架,使杠杆千分表的表头置于进、排气阀座孔的中间位置,把紧压紧螺母,杠杆千分表的表针在起始位置处于零位,杠杆千分表旋转一周360°,旋转过程中杠杆千分表每旋转45°读数一次,取8次读数的最大值的绝对值作为测量值a,测量三次取测量值a的均值a;
9、s3:松开压紧螺母,调整可调表架,使杠杆千分表的表头置于进、排气阀座孔的底部位置,按照步骤s2中的测量方法获取测量值b,测量三次取测量值b的均值b;
10、s4:松开压紧螺母,调整可调表架,使杠杆千分表的表头置于进、排气阀座孔的顶部位置,按照步骤s2中的测量方法获取测量值c,测量三次取测量值c的均值c;
11、s5:计算(a+b+c)/3,即为气缸盖该阀座孔中心线相对于水封套管孔中心线同轴度误差值。
12、优选地,在所述步骤s1之前,将被测气缸盖进排气阀座孔和水封套管孔去除毛刺,并用强风吹干净,然后用无水乙醇将被测气缸盖进排气阀座孔和水封套管孔以及气缸盖同轴度测量装置的检验心轴擦干净;将气缸盖进排气阀座孔和水封套管孔涂设机油,检验心轴的测量心轴外周也涂设机油。
13、优选地,所述步骤s1中,将测量装置的检验心轴置入水封套管孔内后,顺时针或逆时针旋转测量装置数圈,使测量心轴在气门导管孔内受力均匀,并在油膜作用下充分包容。
14、优选地,所述步骤s2至s4中,杠杆千分表旋转一周360°后,杠杆千分表的表针需要重回零位。
15、优选地,所述步骤s2至s4中,测量过程中8次读数的值相加需要等于0。
16、与现有技术相比,本申请的有益效果为:
17、(1)本申请的测量装置主要采用了综合量规的原理方法进行设计制作,为一种典型的t型结构的测量装置,结构简单,其综合测量的测量方法既方便快捷又功能扩展性强,同时测量过程也遵循并运用了四大测量原则之一的封闭原则,可在工作现场快速完成气缸盖该阀座孔中心线相对于水封套管孔中心线同轴度误差的检测。
18、(2)本申请的测量方法整体结构采用采用了模拟测量的检测方法,检验心轴的测量心轴与水封套管孔内壁受力均匀,测量表头的圆形结构的头部,与检验平台的接触形式为点接触,便于在测量过程中检验心轴准确地轴向定位,并在油膜作用下充分包容并在油膜作用下充分包容,即可准确的模拟出整个水封套管孔的中轴线。
技术特征:
1.气缸盖同轴度测量装置,其特征在于,包括:检验心轴(2),所述检验心轴(2)外周滑动套设有可调表架(5),所述可调表架(5)外周设置有压紧螺母(4),所述压紧螺母(4)螺旋贯穿可调表架(5)侧壁且与检验心轴(2)活动抵触,所述检验心轴(2)远离可调表架(5)一端的末端设置有测量表头(1),可调表架(5)相对于检验心轴(2)的一侧末端设置有杠杆千分表(3),所述杠杆千分表(3)朝向测量表头(1)延伸设置。
2.根据权利要求1所述的气缸盖同轴度测量装置,其特征在于:
3.根据权利要求1所述的气缸盖同轴度测量装置,其特征在于:
4.根据权利要求2所述的气缸盖同轴度测量装置,其特征在于:
5.根据权利要求4所述的气缸盖同轴度测量方法,其特征在于,包括如下步骤:
6.根据权利要求5所述的气缸盖同轴度测量方法,其特征在于:
7.根据权利要求6所述的气缸盖同轴度测量方法,其特征在于:
8.根据权利要求5所述的气缸盖同轴度测量方法,其特征在于:
9.根据权利要求8所述的气缸盖同轴度测量方法,其特征在于:
技术总结
本申请提供了一种气缸盖同轴度测量装置和测量方法,测量装置包括检验心轴,检验心轴外周滑动套设有可调表架,可调表架外周设置有压紧螺母,压紧螺母螺旋贯穿可调表架侧壁且与检验心轴活动抵触,检验心轴远离可调表架一端的末端设置有测量表头,可调表架相对于检验心轴的一侧末端设置有杠杆千分表,杠杆千分表朝向测量表头延伸设置。本申请测量装置和方法可在工作现场快速完成气缸盖进、排气阀座孔中心线相对于水封套管孔中心线同轴度误差的检验,从而有助于气缸盖加工质量的进一步改进提高。
技术研发人员:辛强之,刘增玺,倪朝阳,桑广春
受保护的技术使用者:淄柴机器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!