瓦楞纸半成品加工检测工装及半成品检测工艺的制作方法
本发明涉及瓦楞纸生产,尤其涉及瓦楞纸半成品加工检测工装及半成品检测工艺。
背景技术:
1、瓦楞纸的发明和应用有一百多年历史,具有成本低、质量轻、加工易、强度大、印刷适应性样优良、储存搬运方便等优点,瓦楞纸是由挂面纸和通过瓦楞辊加工而形成的波形的瓦楞纸粘合而成的板状物,一般分为单瓦楞纸板和双瓦楞纸板两类,80%以上的瓦楞纸均可通过回收再生,瓦楞纸可用作食品或者数码产品的包装,相对环保,使用较为广泛。
2、瓦楞纸在生产过程中被压制成瓦楞形状,制成瓦楞纸板以后它将提供纸板弹性、平压强度,并且影响垂直压缩强度等性能。瓦楞纸,纸面平整,厚薄要一致,不能有皱折、裂口和窟窿等纸病,否则增加生产过程的断头故障,影响产品质量,瓦楞纸在生产的过程中,通常需要人工观察表面的平整度,或采用传统的标尺测量瓦楞纸的厚度和内部瓦楞纸芯间距,检测成本高且效率低下。
3、有鉴于此,本发明提供瓦楞纸半成品加工检测工装及半成品检测工艺,以解决上述现有技术中存在的技术问题。
技术实现思路
1、基于背景技术存在的技术问题,本发明提出了瓦楞纸半成品加工检测工装及半成品检测工艺。
2、本发明提出的瓦楞纸半成品加工检测工装,包括机架,所述机架的内部安装有用于输送瓦楞纸的传送带,所述传送带的上表面处于水平状态并呈现平面结构,且传送带的内部设置有用于驱动的输送辊和输送电机,所述机架的顶部两侧均安装有多组支撑架,所述机架的尾端设置有两个矩形槽,所述机架的内部还安装有控制检测工装的工控机,每组所述支撑架的内侧均安装有瓦楞纸芯检测机构,所述瓦楞纸芯检测机构由超声波探测模块构成,瓦楞纸芯检测机构根据超声波反馈信息,形成检测瓦楞纸芯的轮廓影像,根据工控机录入信息比对,计算瓦楞纸芯孔隙尺寸、间距和形状,用于判断检测瓦楞纸芯的分布、塌陷和裂口状态,每组所述支撑架的内侧还安装有限位机构,且限位机构分布于传送带,所述限位机构将待检测的瓦楞纸同步向传送带的中央部位移动;
3、每组所述支撑架的顶部均安装有高度调节机构,且每组高度调节机构的前端之间安装有平整度检测机构,多个所述平整度检测机构排列于传送带前端上方,用于检测瓦楞纸表面平整度和瓦楞纸的厚度,每组所述高度调节机构的后端之间安装有缺陷标记机构,所述缺陷标记机构用于标记瓦楞纸表面的缺陷位置,所述机架的尾端上方安装有分拣机构,且分拣机构可以在两个矩形槽内部往复运动,所述分拣机构用于移出有缺陷的瓦楞纸。
4、本发明中优选地,所述高度调节机构包括转动安装于支撑架顶部的调节螺杆,且调节螺杆的外侧螺接有上下调节运动的调节板,调节板的两端设置有分别与平整度检测机构、缺陷标记机构端部相适配的安装部。
5、本发明中优选地,所述平整度检测机构包括安装于两个高度调节机构之间的安装轨道,且安装轨道的内部嵌装有多个密布的检测支架,所述检测支架的内部安装有可上下活动的检测组件。
6、本发明中优选地,所述检测组件包括滑动安装于检测支架内部的浮动杆,且浮动杆的上下端与检测支架之间均安装有浮动弹簧,所述浮动杆的底端安装有检测滚珠,所述浮动杆的顶部安装有电子尺传感器,且浮动杆还包括安装于检测支架内部顶端的电子尺,电子尺的外侧与电子尺传感器内部活动连接。
7、本发明中优选地,所述缺陷标记机构包括安装于两个高度调节机构之间的电动滑轨,且电动滑轨的外侧嵌装有电动滑块,所述电动滑块的一侧安装有输墨管,且输墨管的底部安装有喷码控制器,所述喷码控制器的底部安装有喷码喷头。
8、本发明中优选地,所述限位机构包括铰接于支撑架内部的限位摇臂,且限位摇臂的外端底部安装有限位辊,所述限位辊的底端设置有托盘,所述限位机构还包括固定安装于支撑架内部的限位马达,且限位马达的输出轴底端与限位摇臂传动连接。
9、本发明中优选地,所述分拣机构包括导向壳体,且导向壳体的内部设置有相互配合的螺纹丝杠和滚珠螺母,所述导向壳体的端部安装有与螺纹丝杠传动连接的分拣电机,所述滚珠螺母的底部安装有t型结构的推板,且推板的底部设置有豁槽。
10、一种瓦楞纸半成品检测工艺,根据上述的瓦楞纸半成品加工检测工装,对瓦楞纸半成品检测工艺具体步骤为:
11、s1:在控制检测工装的工控机内部录入瓦楞纸检测信息,并根据瓦楞纸的高度,通过旋转调节螺杆,进而调节调节板、平整度检测机构和缺陷标记机构位于传送带上表面的高度;
12、s2:根据瓦楞纸的表面平整度需求,选择安装检测支架、检测组件的密度,并使得前后设置平整度检测机构内部的检测组件交错设置,在瓦楞纸上方形成规整且密布的检测点,检测组件的底端悬空于瓦楞纸上表面,且检测组件的底端位于瓦楞纸的纸板层下表面下方;
13、s3:瓦楞纸放置于传送带上,并使得瓦楞纸芯的孔洞位于两侧,瓦楞纸在传送带的作用下移动至检测区域,限位机构将待检测的瓦楞纸同步向传送带的中央部位移动;
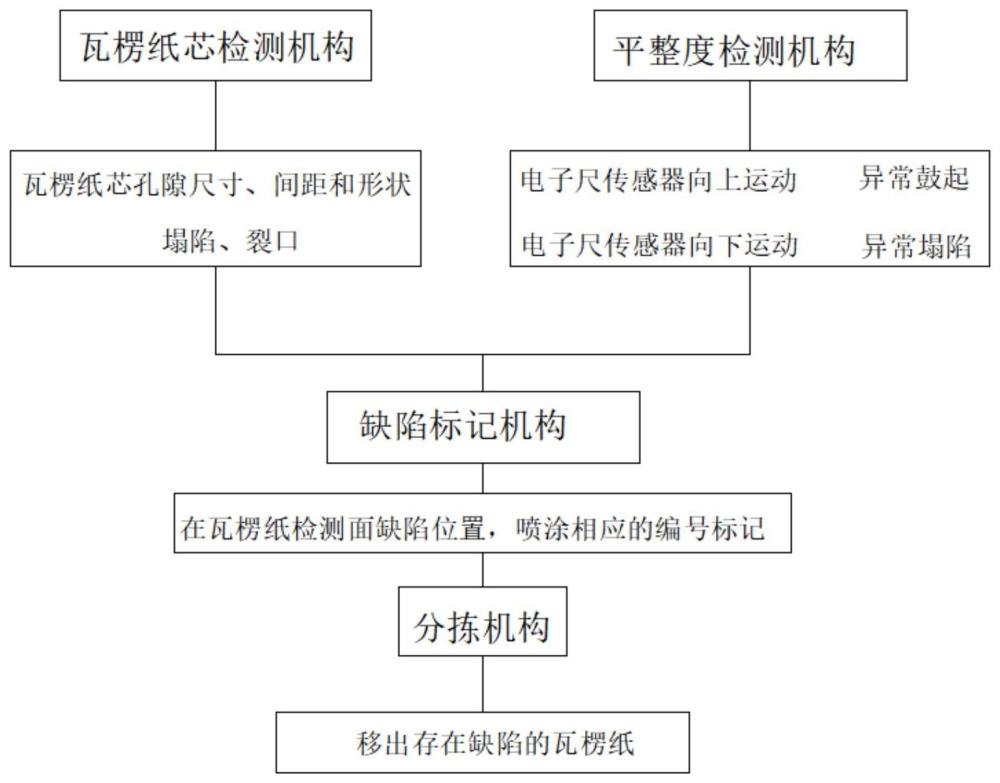
14、s4:在瓦楞纸的两侧位置,瓦楞纸芯检测机构根据超声波反馈信息,形成检测瓦楞纸芯的轮廓影像,根据工控机录入信息比对,计算瓦楞纸芯孔隙尺寸、间距和形状,用于判断检测瓦楞纸芯的分布、塌陷和裂口状态;
15、s5:检测组件与瓦楞纸表面接触时,检测滚珠与瓦楞纸检测面滚动连接,并对瓦楞纸检测面形成压迫,此时,电子尺传感器检测高度加上高度调节机构的调节高度,即为瓦楞纸的厚度,当瓦楞纸上表面出现凹凸不平时,浮动杆带动电子尺传感器上下运动,当电子尺传感器运动超过设定值时确定为缺陷;
16、s6:检测工装中对于瓦楞纸的质量缺陷进行编号,瓦楞纸芯检测机构、检测组件对瓦楞纸检测过程中出现质量缺陷时,电动滑块带动喷码控制器移动至缺陷位置,并根据缺陷的编号,在瓦楞纸检测面喷涂相应的编号标记;
17、s7:当检测到有缺陷的瓦楞纸时,分拣机构中的推板向一侧移动,直接拦截经过的瓦楞纸,并将其从矩形槽中推出,完成残次品瓦楞纸的分拣操作,工作人员观察分拣机构移出的瓦楞纸时,根据瓦楞纸表面的编号及其分布位置,快速的观察到缺陷位置和缺陷种类,提高品控检测效率。
18、与现有技术相比,本发明提供了瓦楞纸半成品加工检测工装及半成品检测工艺,具备以下有益效果:
19、根据瓦楞纸的表面平整度需求,选择安装检测支架、检测组件的密度,并使得前后设置平整度检测机构内部的检测组件交错设置,在瓦楞纸上方形成规整且密布的检测点,检测组件的底端悬空于瓦楞纸上表面,在未与瓦楞纸表面接触时,检测组件的底端位于瓦楞纸的纸板层下表面下方,当检测组件与瓦楞纸表面接触时,检测组件向上运动处于检测状态,当检测组件与瓦楞纸表面接触时,检测滚珠与瓦楞纸检测面滚动连接,并对瓦楞纸检测面形成压迫,此时,电子尺传感器检测高度加上高度调节机构的调节高度,即为瓦楞纸的厚度,当瓦楞纸上表面出现凹凸不平时,浮动杆带动电子尺传感器上下运动,当电子尺传感器运动超过设定值时确定为缺陷,此时,工控机控制相应的缺陷标记机构运动至缺陷位置,在缺陷位置喷涂标记,并控制分拣机构将其移出,检测精准度高,检测工装中对于瓦楞纸的质量缺陷进行编号,瓦楞纸芯检测机构、检测组件对瓦楞纸检测过程中出现质量缺陷时,电动滑块带动喷码控制器移动至缺陷位置,并根据缺陷的编号,在瓦楞纸检测面喷涂相应的编号标记,工作人员观察分拣机构移出的瓦楞纸时,可以快速的观察到缺陷位置和缺陷种类,提高品控检测效率。
- 还没有人留言评论。精彩留言会获得点赞!