多通道信号产品的焊接品质检测方法与流程
本发明涉及一种焊接检测方法,尤其涉及一种多通道信号产品的焊接品质检测方法。
背景技术:
1、目前对于半导体产品尤其是多通道信号产品(如带有clock信号的qsfp56 acc、qsfp-dd acc这类产品)的焊接中,往往需要配置对应的检测系统,并分配与之对应的检测方法。目前常规的方式大致如下:1、机械方式,推断芯片与框架焊接位置。2、对焊接面欧姆接触良好与否,比较推断面的硅与合金面积、面积比例而判断焊接是否良好。
2、由此可见,采用目前的常规方式,其实无法准确判断产品的焊接是否良好,且该检测方法费时、费事,不易操作。同时,无法基于图形化的参数来提高辨识度,对参与判别的人员有一定的工作经验要求。
技术实现思路
1、本发明的目的在于克服现有技术存在的以上问题,提供一种检测判别更加直观,效率更高的多通道信号产品的焊接品质检测方法。
2、为实现本发明的目的多通道信号产品的焊接品质检测方法,其包括以下步骤:
3、步骤一,建立信号输入端的链路,配属时钟发生器与一号高频测试板;
4、步骤二,建立信号输出端的链路,配属示波器与二号高频测试板;
5、步骤三,连入待测产品;
6、步骤四,加入电源,建立链路;
7、步骤五,设定检测值;
8、步骤六,获取示波器中的待测信号,进行检测分析。
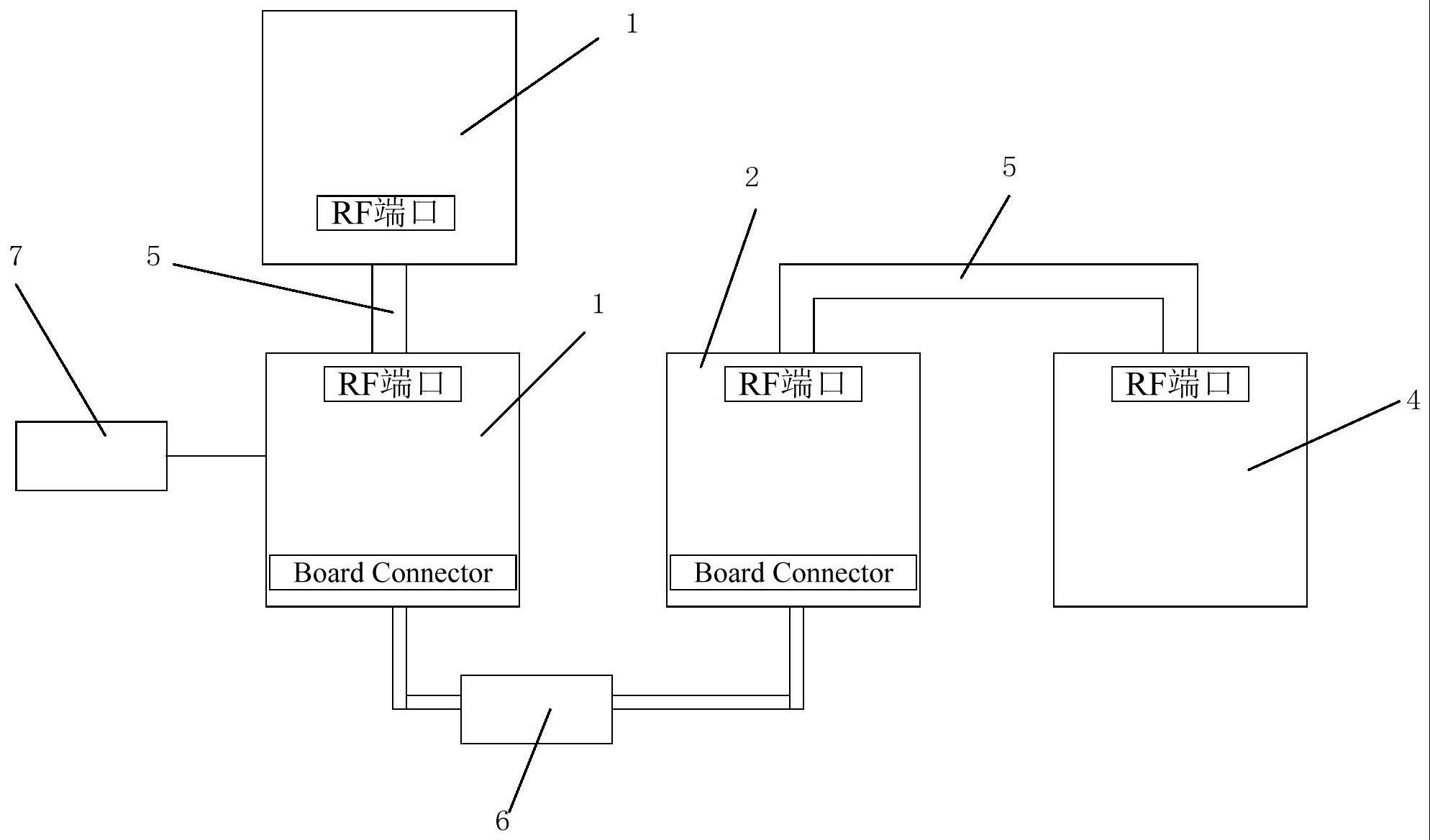
9、进一步地,上述的多通道信号产品的焊接品质检测方法,其中,所述步骤一中,通过rf连线,将时钟发生器与一号高频测试板的rf端口相连。
10、更进一步地,上述的多通道信号产品的焊接品质检测方法,其中,所述步骤二中,通过rf连线,将二号高频测试板连入示波器的probe port端口。
11、更进一步地,上述的多通道信号产品的焊接品质检测方法,其中,所述步骤三中,将待测产品分别连入一号高频测试板、二号高频测试板的board connector端口中,待测信号通过各个高频测试板的board connector端口进入,并传至各个高频测试板的rfconnector端口。
12、更进一步地,上述的多通道信号产品的焊接品质检测方法,其中,所述步骤四中,通过电源给一号高频测试板供电,令时钟发生器至示波器之间导通,且示波器能输出波形。
13、更进一步地,上述的多通道信号产品的焊接品质检测方法,其中,所述步骤五中,设置示波器的mask模式,通过观察信号波形是否落在mask范围内,并结合信号的上升时间和输出电压值,用于判定信号的焊接情况。
14、再进一步地,上述的多通道信号产品的焊接品质检测方法,其中,所述步骤六中,若待测信号有波形显示并且有过冲异常,若波形落在mask范围外,failed waveforms数量是非0,信号的上升时间远远大于正常值,则判定该信号的信号地焊接为开路,此种情况为不良;若待测信号无正常波形显示,示波器显示为一条直线也落在mask范围外,failedwaveforms数量是非0,信号的输出电压值是几到几十mv级别,则判定该待测信号导体焊点开路或是信号导体和信号地短路,此种情况是为不良;若待测信号波形显示是标准的方波,波形都落在mask范围内,failed waveforms数量为0,信号的上升时间和输出电压幅值均为正常值,则该信号匹配的物理焊接判定为合格。
15、采用本发明技术方案的优点如下:
16、1、本发明整体检测方法实施简单,只需要通过示波器与高频测试板配合,就能够实施有效的检测,无需占用较大的工位空间,便于实施。
17、、可以通过示波器进行细化的数据查看,拥有更为精确的判断依据,不会出现误判。
18、、待测产品连入即可检测,缩短了整备时间,提高检测效率。
19、、实际检测中无需进行繁杂的参数计算或是核对,可以直观的通过波形对焊接状态进行判别。
20、本发明的目的、优点和特点,将通过下面优先实施例的非限制性说明进行图示和解释,这些实施例是参照附图仅作为例子给出的。
技术特征:
1.一种多通道信号产品的焊接品质检测方法,其特征在于包括以下步骤:
2.根据权利要求1所述的多通道信号产品的焊接品质检测方法,其特征在于:所述步骤一中,通过rf连线,将时钟发生器与一号高频测试板的rf端口相连。
3.根据权利要求1所述的多通道信号产品的焊接品质检测方法,其特征在于:所述步骤二中,通过rf连线,将二号高频测试板连入示波器的probe port端口。
4.根据权利要求1所述的多通道信号产品的焊接品质检测方法,其特征在于:所述步骤三中,将待测产品分别连入一号高频测试板、二号高频测试板的board connector端口中,待测信号通过各个高频测试板的board connector端口进入,并传至各个高频测试板的rfconnector端口。
5.根据权利要求1所述的多通道信号产品的焊接品质检测方法,其特征在于:所述步骤四中,通过电源给一号高频测试板供电,令时钟发生器至示波器之间导通,且示波器能输出波形。
6.根据权利要求1所述的多通道信号产品的焊接品质检测方法,其特征在于:所述步骤五中,设置示波器的mask模式,通过观察信号波形是否落在mask 范围内,并结合信号的上升时间和输出电压值,用于判定信号的焊接情况。
7.根据权利要求1所述的多通道信号产品的焊接品质检测方法,其特征在于:所述步骤六中,
技术总结
本发明涉及一种多通道信号产品的焊接品质检测方法,其包括步骤:建立信号输入端的链路,配属时钟发生器与一号高频测试板;建立信号输出端的链路,配属示波器与二号高频测试板;连入待测产品;加入电源,建立链路;设定检测值;获取示波器中的待测信号,进行检测分析。由此,只需要通过示波器与高频测试板配合,就能够实现有效的检测,无需占用较大的工位空间,便于实施。可以通过示波器进行细化的数据查看,拥有更为精确的判断依据,不会出现误判。待测产品连入即可检测,缩短了整备时间,提高检测效率。实际检测中无需进行繁杂的参数计算或是核对,可以直观的通过波形对焊接状态进行判别。
技术研发人员:段静静
受保护的技术使用者:豪利士电线装配(苏州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!