全自动化三维在线卧式成像系统的制作方法
本发明属于ct扫描设备领域,尤其是涉及一种全自动化三维在线卧式成像系统。
背景技术:
1、ct扫描即电子计算机断层扫描,它是利用精确准直的x线束、γ射线、超声波等,与灵敏度极高的探测器一同围绕待测物体作一个接一个的断面扫描,具有扫描时间快,图像清晰等特点,在进行芯片等产品扫描检测时,为了实现自动化高效检测,需要在自动传输系统上,单次尽量多的码放产品,然后由传输系统将待检测芯片转运到ct光源下,在扫描时需要产品间歇止停,已完成检测动作,现有技术的传输系统多采用传送带的当时进行,其间歇止停的精度不高,容易造成产品多次测量或检测不到的情况,且在录入数据时会造成,数据混乱,检测效率低。
技术实现思路
1、有鉴于此,本发明旨在提出一种全自动化三维在线卧式成像系统,以解决现有技术ct扫描用传输系统,间歇传动的距离不稳定,造成检测数据不准确的问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
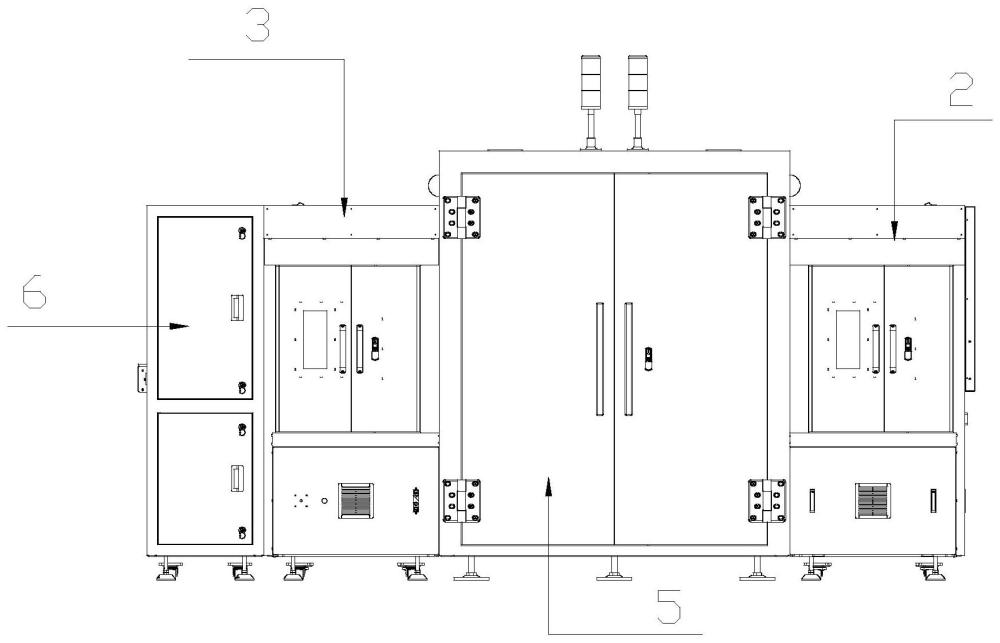
3、一种全自动化三维在线卧式成像系统,包括检测平台,且检测平台包括进样输送线体、穿环检测输送线体、出样储存输送线体、样品移出线体和ct检测环,进样输送线体安装至进样防辐射箱体内,出样储存输送线体安装至出样防辐射箱体内,穿环检测输送线体外围设置ct检测环,且穿环检测输送线体和ct检测环分别安装在主防护箱体内,主防护箱体的两侧分别设置进样防辐射箱体和出样防辐射箱体,出样防辐射箱体一侧设置出样操作平台,且出样操作平台上安装样品移出线体,进样输送线体用于将样品转运至穿环检测输送线,穿环检测输送线用于带动样品线性位移并穿过ct检测环,ct检测环用于扫描产品,且穿环检测输送线上的产品能够经由出样储存输送线转运至样品移出线体。
4、进一步的,所述进样防辐射箱体和出样防辐射箱体的结构相同,进样防辐射箱体的两侧分别设有一个出料口,主防护箱体的两侧分别设置一个突出的对接口,突出的对接口与出料口对应,每个出料口和每个对接口分别安装一个气动铅门。
5、进一步的,所述进样输送线体包括第一支架、扫码平移组件、第一线体和第一平移组件,第一支架安装至进样防辐射箱体内,支架上设置扫码平移组件和第一平移组件,且第一平移组件用于带动第一线体平移,第一线体位于扫码平移组件下方,第一平移组件带动第一线体平移的方向与第一线体传送产品的方向相互垂直,第一线体用于将产品转运至穿环检测输送线体。
6、进一步的,所述扫码平移组件包括扫码器、扫码x轴移动平台、扫码y轴移动平台、进样监控摄像头和测距传感器,支架上安装第一直线驱动组件,第一直线驱动组件用于驱动扫码x轴移动平台沿第一线体输送产品的方向位移,扫码x轴移动平台上安装第二直线驱动组件,第二直线驱动组件用于驱动扫码y轴移动平台线性位移,扫码y轴移动平台上安装扫码器和测距传感器,测距传感器用于检测扫码器与产品间的距离并信号传输至控制器,扫码器用于录入产品信息并信号传输至控制器,支架上安装进样监控摄像头,进样监控摄像头用于检测第一线体上的产品存在并信号传输至控制器。
7、进一步的,所述第一平移组件包括第三直线驱动组件,第三直线驱动组件安装至支架上,第三直线驱动组件的活动端用于推动第一线体线性位移。
8、进一步的,所述穿环检测输送体线包括第二支架,第二支架上设置第一输送带,且第一输送带内圈分别位于第一主动轮外围、第一从动轮外围,第一主动轮和第一从动轮分别转动套接至第二支架,第一主动轮和第一从动轮相互平行设置,第一主动轮的一端固定连接至第一电机的输出端,第一电机固定连接至第二支架上,待检测产品的下端搭接至第一输送带的外围,第一输送带用于带动产品线性移动。
9、进一步的,所述第二支架上安装升降气缸,升降气缸的活动端安装第四直线驱动组件,第四直线驱动组件的活动端安装阻挡工装,阻挡工装的一端能够抵接至产品的一端,且阻挡工装抵接至产品的一端是产品与ct检测环的定位结构。
10、进一步的,所述出样储存输送线体包括第三支架,第三支架上安装第五直线驱动组件,第五直线驱动组件的活动端安装储存架,储存架上分别转动套接第二主动轮、第二从动轮,第二主动轮外围通过第二输送带与第二从动轮构成同步传动结构,第一输出带能够将产品转运至第二输送带,且第二输送带能够将产品转运至样品移出线体。
11、进一步的,所述样品移出线体包括第四支架,第四支架上分别转动套接第三主动轮和第三从动轮,第三主动轮外围和第三从动轮外围通过第三输送带构成同步传动结构,第二输送带能够将产品转运至第三输送带上,第四支架固定安装至出样操作平台。
12、进一步的,所述阻挡工装包括拦截杆,拦截杆安装至定位连接板上,且定位连接板的一端固定连接至第四直线驱动组件的活动端,第四直线驱动组件通过固定转接件固定连接至升降气缸的活动端。
13、进一步的,所述第二支架上设置两个第一输送带,产品的下端两侧分别搭接至一个第一输送带上,第四直线驱动组件位于两个第一输送带之间;
14、进一步的,所述产品包括工装板,且工装板上沿输送带行进方向布设多个待检测本体,工装板的下端两侧分别搭接至一个第一输送带上,拦截杆的外围能够抵接至工装板的一端。
15、进一步的,所述拦截杆是圆柱结构,工装板的一侧设有凹槽,拦截杆外围能够抵接至凹槽内。
16、进一步的,所述定位连接板靠近第四直线驱动组件的一侧设置配重块,拦截杆位于定位连接板的另一侧。
17、相对于现有技术,本发明所述的全自动化三维在线卧式成像系统具有以下有益效果:
18、(1)本发明所述的全自动化三维在线卧式成像系统,填补了电子芯片类产品在线ct设备的市场空白;该检测平台使用了四段式的输送带线体和定位机构,实现了芯片样品的自动化输送检测,设备结构紧凑,元件集成度较高,占地面积小,易于在标准产线的布局,也易于应用在已有工厂对原有产线的升级改造。
19、(2)本发明所述的全自动化三维在线卧式成像系统,整个检测阶段射线源全程开启,通过四个气动铅房护门的有计划开启和闭合,确保ct照射空间的防辐射密封性。降低射线源开闭的频率,使其使用寿命大大提高,通过三段防辐射箱体的功能组合,优化了ct检测单件产品的时间,为设备的产线化提供了必要的条件。
技术特征:
1.全自动化三维在线卧式成像系统,其特征在于:包括检测平台(1),且检测平台(1)包括进样输送线体(11)、穿环检测输送线体(12)、出样储存输送线体(13)、样品移出线体(14)和ct检测环(4),进样输送线体(11)安装至进样防辐射箱体(2)内,出样储存输送线体(13)安装至出样防辐射箱体(3)内,穿环检测输送线体(12)外围设置ct检测环(4),且穿环检测输送线体(12)和ct检测环(4)分别安装在主防护箱体(5)内,主防护箱体(5)的两侧分别设置进样防辐射箱体(2)和出样防辐射箱体(3),出样防辐射箱体(3)一侧设置出样操作平台(6),且出样操作平台(6)上安装样品移出线体(14),进样输送线体(11)用于将样品转运至穿环检测输送线,穿环检测输送线用于带动样品线性位移并穿过ct检测环(4),ct检测环(4)用于扫描产品(7),且穿环检测输送线上的产品(7)能够经由出样储存输送线转运至样品移出线体(14)。
2.根据权利要求1所述的全自动化三维在线卧式成像系统,其特征在于:进样输送线体(11)包括第一支架(111)、扫码平移组件(112)、第一线体(113)和第一平移组件(114),第一支架(111)安装至进样防辐射箱体(2)内,支架上设置扫码平移组件(112)和第一平移组件(114),且第一平移组件(114)用于带动第一线体(113)平移,第一线体(113)位于扫码平移组件(112)下方,第一平移组件(114)带动第一线体(113)平移的方向与第一线体(113)传送产品(7)的方向相互垂直,第一线体(113)用于将产品(7)转运至穿环检测输送线体(12)。
3.根据权利要求2所述的全自动化三维在线卧式成像系统,其特征在于:扫码平移组件(112)包括扫码器(1121)、扫码x轴移动平台(1122)、扫码y轴移动平台(1123)、进样监控摄像头(1124)和测距传感器(1125),支架上安装第一直线驱动组件(1126),第一直线驱动组件(1126)用于驱动扫码x轴移动平台(1122)沿第一线体(113)输送产品(7)的方向位移,扫码x轴移动平台(1122)上安装第二直线驱动组件(1127),第二直线驱动组件(1127)用于驱动扫码y轴移动平台(1123)线性位移,扫码y轴移动平台(1123)上安装扫码器(1121)和测距传感器(1125),测距传感器(1125)用于检测扫码器(1121)与产品(7)间的距离并信号传输至控制器,扫码器(1121)用于录入产品(7)信息并信号传输至控制器,支架上安装进样监控摄像头(1124),进样监控摄像头(1124)用于检测第一线体(113)上的产品(7)存在并信号传输至控制器。
4.根据权利要求2所述的全自动化三维在线卧式成像系统,其特征在于:穿环检测输送线体(12)包括第二支架(121),第二支架(121)上设置第一输送带(122),且第一输送带(122)内圈分别位于第一主动轮外围、第一从动轮外围,第一主动轮和第一从动轮分别转动套接至第二支架(121),第一主动轮和第一从动轮相互平行设置,第一主动轮的一端固定连接至第一电机(123)的输出端,第一电机(123)固定连接至第二支架(121)上,待检测产品(7)的下端搭接至第一输送带(122)的外围,第一输送带(122)用于带动产品(7)线性移动。
5.根据权利要求4所述的全自动化三维在线卧式成像系统,其特征在于:第二支架(121)上安装升降气缸(124),升降气缸(124)的活动端安装第四直线驱动组件(125),第四直线驱动组件(125)的活动端安装阻挡工装(126),阻挡工装(126)的一端能够抵接至产品(7)的一端,且阻挡工装(126)抵接至产品(7)的一端是产品(7)与ct检测环(4)的定位结构。
6.根据权利要求2所述的全自动化三维在线卧式成像系统,其特征在于:出样储存输送线体(13)包括第三支架(131),第三支架(131)上安装第五直线驱动组件(132),第五直线驱动组件(132)的活动端安装储存架(133),储存架(133)上分别转动套接第二主动轮、第二从动轮,第二主动轮外围通过第二输送带(134)与第二从动轮构成同步传动结构,第一输出带能够将产品(7)转运至第二输送带(134),且第二输送带(134)能够将产品(7)转运至样品移出线体(14)。
7.根据权利要求2所述的全自动化三维在线卧式成像系统,其特征在于:样品移出线体(14)包括第四支架(141),第四支架(141)上分别转动套接第三主动轮和第三从动轮,第三主动轮外围和第三从动轮外围通过第三输送带(142)构成同步传动结构,第二输送带(134)能够将产品(7)转运至第三输送带(142)上,第四支架(141)固定安装至出样操作平台(6)。
8.根据权利要求5所述的全自动化三维在线卧式成像系统,其特征在于:阻挡工装(126)包括拦截杆(1264),拦截杆(1264)安装至定位连接板(1261)上,且定位连接板(1261)的一端固定连接至第四直线驱动组件(125)的活动端,第四直线驱动组件(125)通过固定转接件(1262)固定连接至升降气缸(124)的活动端。
9.根据权利要求8所述的全自动化三维在线卧式成像系统,其特征在于:第二支架(121)上设置两个第一输送带(122),产品(7)的下端两侧分别搭接至一个第一输送带(122)上,第四直线驱动组件(125)位于两个第一输送带(122)之间,产品(7)包括工装板(72),且工装板(72)上沿输送带行进方向布设多个待检测本体(71),工装板(72)的下端两侧分别搭接至一个第一输送带(122)上,拦截杆(1264)的外围能够抵接至工装板(72)的一端。
10.根据权利要求9所述的全自动化三维在线卧式成像系统,其特征在于:拦截杆(1264)是圆柱结构,工装板(72)的一侧设有凹槽,拦截杆(1264)外围能够抵接至凹槽内;
技术总结
本发明提供了一种全自动化三维在线卧式成像系统,穿环检测输送线体外围设置CT检测环,且穿环检测输送线体和CT检测环分别安装在主防护箱体内,主防护箱体的两侧分别设置进样防辐射箱体和出样防辐射箱体,进样输送线体用于将样品转运至穿环检测输送线,穿环检测输送线用于带动样品线性位移并穿过CT检测环,CT检测环用于扫描产品,且穿环检测输送线上的产品能够经由出样储存输送线转运至样品移出线体。本发明所述的全自动化三维在线卧式成像系统,检测平台使用了四段式的输送带线体和定位机构,实现了芯片样品的自动化输送检测,设备结构紧凑,元件集成度较高,占地面积小,易于在标准产线的布局。
技术研发人员:王涛,杨小峰,杨晋宝,刘浩,未永
受保护的技术使用者:天津三英精密仪器股份有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!