一种异型B型套筒的可靠焊接检验装置及检验方法与流程
本发明涉及输送管道焊接,具体涉及一种异型b型套筒的可靠焊接检验装置及检验方法。
背景技术:
1、褶皱、屈曲、错边等大变形缺陷修复用异型b型套筒须有良好的焊接性能,具有良好的加工性能,产品具有良好尺寸精度和力学性能,不易回弹,具有良好的热稳定性。本发明通过套筒选材成分控制研究和异型b型套筒加工技术研究,具体采用基于热处理试验的异型b型套筒选材及热加工工艺研究和热稳定性控制研究,制作异型b型套筒产品,控制回弹及应力,并采用预组装检验方法进行异型b型套筒关键尺寸控制,制定异型b型套筒产品及检验规范。
2、q345r钢材的抗拉强度、屈服强度加热前后稳定性良好,而长输管道用超低碳微合金x60、x70及x80管线钢的抗拉强度、屈服强度试验检测结果变化却较为复杂,在不高于500℃加热空冷后,c-mn系添加mo、v和nb等微合金元素的管线钢强度则呈上升趋势,而不含mo、v等微合金元素的管线钢强度则呈下降的变化趋势,且当加热温度高于600℃后,所有成分的管线钢的强度指标则全部呈快速下降趋势,并且当加热温度高于900℃后快速上升。上述结果表明,管线钢的热敏感性十分强烈,材料稳定性弱于传统的容器钢,这与其化学成分设计、再加热后材料显微组织中弥散强化和管线钢终轧形变强化作用丧失等因素有关。为了确保套筒质量,需要进行b型套筒成分设计,对关键元素进行控制。
3、由于在b型套筒焊接时,管道处于不停输状态,管道内部有快速流动的带压气体或液体介质,这将不易保证预热温度和层间温度,焊缝冷却速度过快,将促使焊接接头形成对氢致裂纹敏感的淬硬组织,易产生氢致裂纹,降低焊接接头承载能力。焊前预热能够减缓焊后的冷却速度,促进氢、水分及其他污染物的扩散发挥,避免氢致裂纹的产生,又能减少焊缝及热影响区的淬硬程度,提高了焊接接头的抗裂性。目前,常用火焰加热或中频加热的方式进行焊前预热,但是在施工中预热温度经常不能满足焊接要求,待修复管道需要降低介质流速,影响到了管道的正常运输。
4、基于上述原因需要提出一种一种异型b型套筒的可靠焊接检验装置及检验方法,使得异型b型套筒焊接可靠避免产生氢致裂纹同时提高工作效率,并且通过检验装置对焊接后的管道进行检验,从而验证上述焊接方法。
技术实现思路
1、本发明提供一种异型b型套筒的可靠焊接检验装置及检验方法,旨在解决现有技术中的问题。
2、本发明解决上述技术问题的技术方案如下:
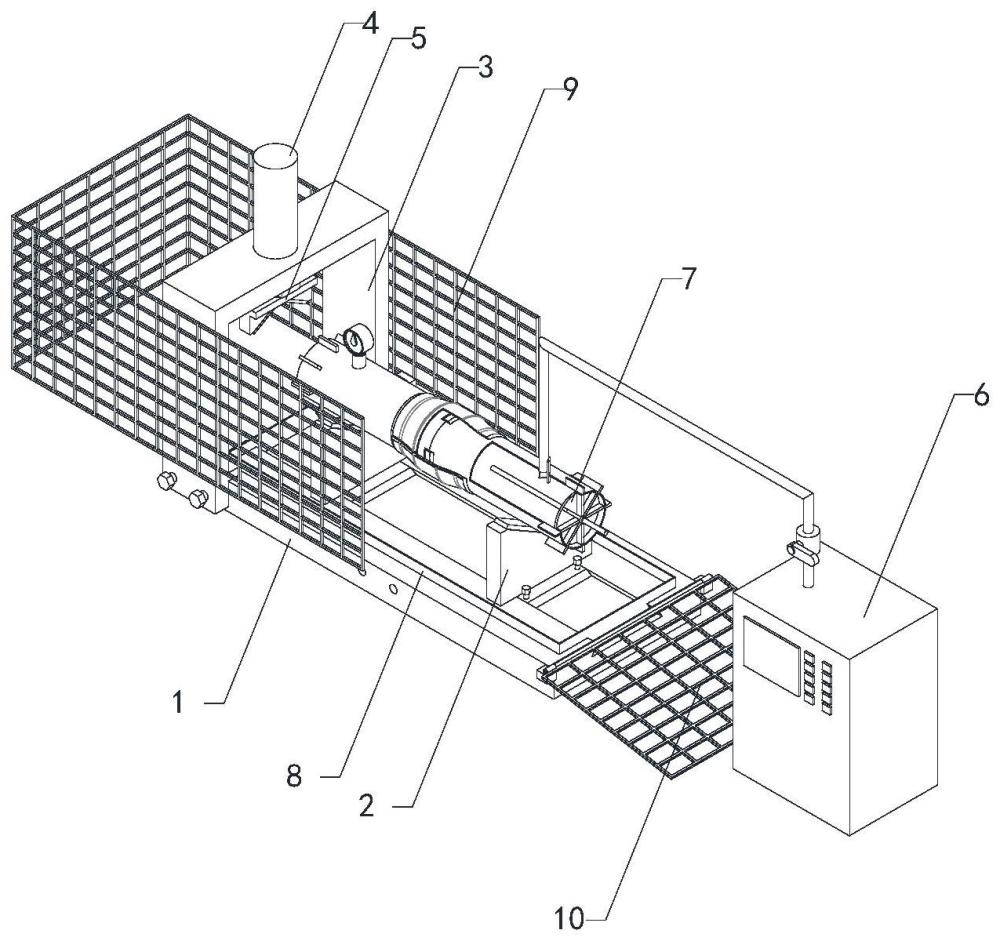
3、一种异型b型套筒的可靠焊接检验装置,包括水压机、支撑机构、压紧机构和管道试件,所述管道试件置于所述支撑机构上;所述压紧机构安装在所述支撑机构上,并紧压或松开所述管道试件;所述水压机通过管路与所述管道试件连通。
4、本发明的有益效果是:检验过程中,首先,通过本领域技术人员所能想到的方式将待检验的管道试件置于支撑机构上,并通过压紧机构压紧管道试件;然后,通过水压机向所述管道试件内进行注水,以给所述管道试件进行一次加压,并观察所述管道时间是否发生泄漏;同时,通过水压机继续向管道试件内进行二次注水,并观察管道时间是否发生泄漏;
5、当管道试件在一次注水和二次注水均未发生泄漏时,表明管道试件焊接合格;当管道试件在一次注水和/或二次注水均未发生泄漏时,表明管道试件焊接不合格。
6、本发明结构简单,设计合理,可对异型b型套筒裂纹焊接是否合格进行有效的检验,检验效率高,保证异型b型套筒焊接的质量。
7、在上述技术方案的基础上,本发明还可以做如下改进。
8、进一步,所述支撑机构包括底座和两个支架,两个所述支架相对安装在所述底座上;所述管道试件置于两个所述支架上。
9、采用上述进一步方案的有益效果是检验时,通过两个支架支撑住管道试件,方便装配管道试件。
10、进一步,两个所述支架分别与所述底座水平滑动连接并定位,且两个所述支架可相互靠近或相互远离。
11、采用上述进一步方案的有益效果是结构简单,设计合理,两个支架设置成可移动式的,以便适用于不同长度的管道试件,通用性强,使用方便。
12、进一步,两个所述支架分别呈矩形板状结构,其上端分别设有用于支撑所述管道试件的v形或u形槽体。
13、采用上述进一步方案的有益效果是两个支架的形状设计合理,利用两个支架结构的特殊性可保证管道试件的稳定支撑,以便进行后续的检验作业。
14、进一步,所述底座的边缘围合有挡板,所述挡板与所述底座围合形成集水槽;两个所述支架位于所述集水槽内。
15、采用上述进一步方案的有益效果是结构简单,设计合理,利用集水槽可收集管道试件漏水时的水流,集中收集,避免水流流至地面上,干净整洁。
16、进一步,所述底座的一端及两侧分别竖直固定安装有三面栅网,所述管道试件和所述压紧机构位于所述三面栅网与所述底座围合成的区域内;所述底座的一端转动连接有栅板。
17、采用上述进一步方案的有益效果是利用三面栅板与底座围合成检验区域,作业更加安全;另外,栅板方便作业人员上下底座,更加轻松。
18、进一步,所述压紧机构包括门架、压块和液压缸,所述门架固定架设在所述底座上;所述液压缸固定安装在所述门架上,其伸缩端竖直向下并与所述压块固定连接,所述压块位于所述管道试件的上方。
19、采用上述进一步方案的有益效果是检验过程中,利用液压缸伸缩并带动压块压紧管道试件,以便进行检验作业。
20、进一步,所述压块的下侧设有倒v形或倒u形槽体,且所述液压缸的伸缩端与所述压块之间固定安装有压力传感器。
21、采用上述进一步方案的有益效果是压块的结构设计合理,可进一步增加管道试件的稳定性;另外,压紧过程中,可通过压力传感器实时检测压块对管道时间的压力,避免压块压紧过度。
22、进一步,所述管道试件的两端分别敞口并分别安装有封板,其中任意一个所述封板上固定安装有摄像头,所述摄像头位于所述管道试件内。
23、采用上述进一步方案的有益效果是通过两个封板可封住管道试件的两端,以便进行压水试验;另外,摄像头可实时监测管道试件内部的具体情况。
24、本发明还涉及一种异型b型套筒的焊接检验方法,采用如上所述的异型b型套筒的可靠焊接检验装置实现,包括以下具体步骤:
25、s1:在管道试件上加工一个缺陷,并将所述管道试件置于支撑机构上,并由压紧机构压紧;
26、s2:通过水压机向所述管道试件内进行注水,以给所述管道试件进行一次加压至设计压力,并观察所述管道时间是否发生泄漏;
27、s3:通过所述水压机继续向所述管道试件内进行二次注水,以给所述管道试件进行二次加压至设计压力的1.5-2.5倍,并观察所述管道时间是否发生泄漏;
28、当所述管道试件在一次注水和二次注水均未发生泄漏时,表明所述管道试件焊接合格;
29、当所述管道试件在一次注水和/或二次注水均发生泄漏时,表明所述管道试件焊接不合格。
30、采用上述进一步方案的有益效果是本发明提供一种异型b型套筒的焊接检验方法,该检验方法结构简单,设计合理,可对异型b型套筒裂纹焊接是否合格进行有效的检验,检验效率高,保证异型b型套筒焊接的质量。
- 还没有人留言评论。精彩留言会获得点赞!