一种提升加力燃油总管密封试验效率的方法与流程
本发明属于航空发动机零部件制造,特别是涉及一种提升加力燃油总管密封试验效率的方法。
背景技术:
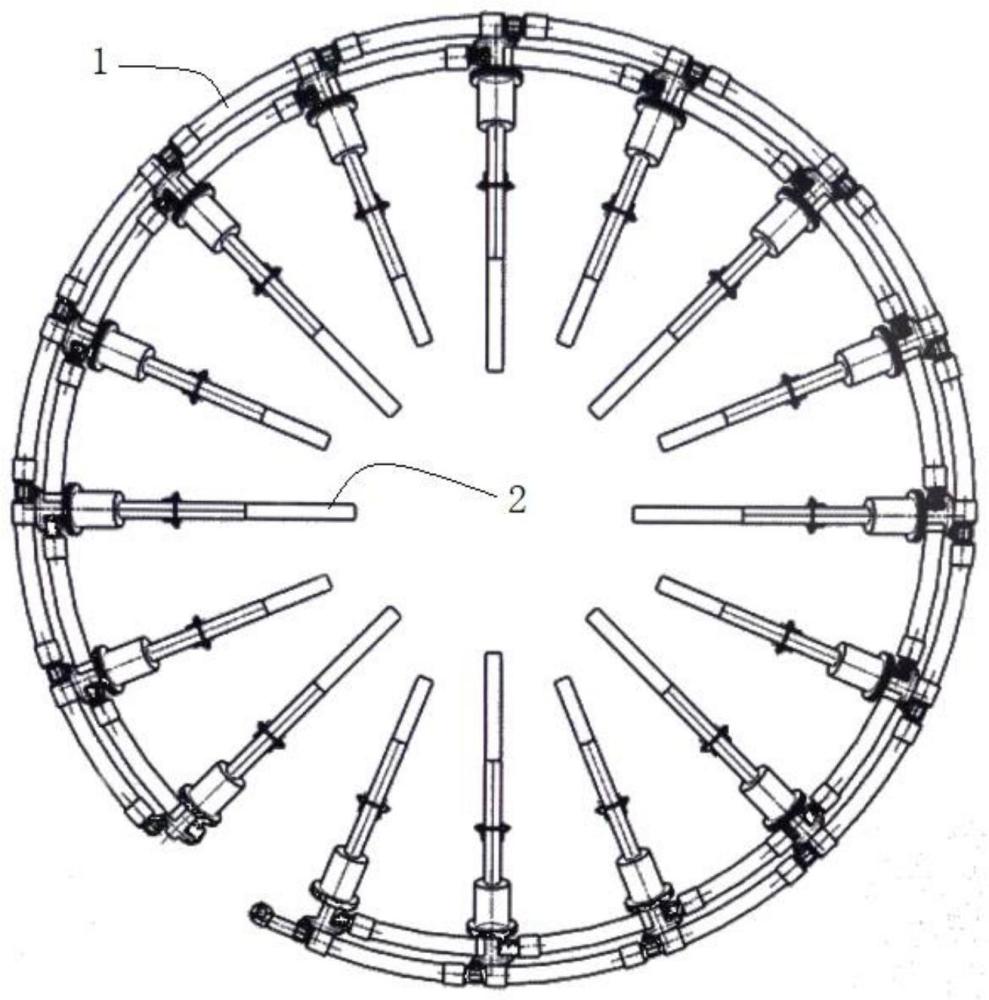
1、以某型航空发动机为例,如图1所示,加力燃油总管的喷杆进油口部位孔径较小且通道较短,在对加力燃油总管进行密封试验时,需要采用密封工装对喷杆上的所有喷油孔进行封堵,由于喷杆中部具有环形凸起结构,且喷杆根部为粗大结构,导致密封工装的结构十分复杂,同时密封工装的安装和拆卸也十分费时费力。
2、此外,受到喷杆外形结构的制约,密封工装对喷杆上的所有喷油孔的密封可靠性也会下降,无法保证一次密封装夹可以将所有喷油孔都可靠密封,通常需要经过多次调整才能够满足密封试验要求。
3、另外,密封工装也具有一定的重量,在加力燃油总管在进行密封试验时,喷杆及环管内还需充满大量燃油,在密封工装和燃油的双重作用力下,加力燃油总管也存在变形风险。
4、再有,由于相邻喷杆之间的空隙狭小,对密封工装的设计也提出了严苛要求,导致密封工装的设计及制造成本居高不下。
5、因此,由于加力燃油总管在进行密封试验时收到上述诸多因素的制约,导致密封试验效率难以提高,而密封试验过程中的各项成本投入也都很高。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种提升加力燃油总管密封试验效率的方法,省去了密封工装的使用环节,节省了密封工装的设计及制造成本,缓解了密封工装和燃油的双重作用力导致的加力燃油总管变形风险,省去了密封工装的安装和拆卸过程,消除了因密封工装的使用而产生的诸多制约因素,大幅度提高了密封试验效率。
2、为了实现上述目的,本发明采用如下技术方案:一种提升加力燃油总管密封试验效率的方法,具体为:
3、s1:在加力燃油总管装配前的准备阶段,对零件进行备件;其中,环管为成品件,喷杆为半成品件,且作为半成品件的喷杆上仅剩喷油孔未完成加工;
4、s2:备件完成后,将作为成品件的环管与作为半成品件的喷杆进行组装,直至组合成喷杆上未设喷油孔的过渡态加力燃油总管组合件;
5、s3:将过渡态加力燃油总管组合件接入密封试验系统中,直接对过渡态加力燃油总管组合件开展密封试验,验证喷杆与环管连接处的密封性;
6、s4:当过渡态加力燃油总管组合件完成密封试验后,且喷杆与环管连接处的密封性测试结果为合格时,将过渡态加力燃油总管组合件退出密封试验系统,之后将喷杆从环管上分解拆下;
7、s5:将拆下的喷杆送入电火花打孔机内,通过电火花打孔的方式完成喷油孔的加工,此时的喷杆成为具有喷油孔的成品件;
8、s6:将作为成品件的喷杆重新与环管进行组装,直至组合成喷杆上设有喷油孔的成品态加力燃油总管组合件。
9、本发明的有益效果:
10、本发明的提升加力燃油总管密封试验效率的方法,省去了密封工装的使用环节,节省了密封工装的设计及制造成本,缓解了密封工装和燃油的双重作用力导致的加力燃油总管变形风险,省去了密封工装的安装和拆卸过程,消除了因密封工装的使用而产生的诸多制约因素,大幅度提高了密封试验效率。
技术特征:
1.一种提升加力燃油总管密封试验效率的方法,其特征在于具体为:
技术总结
一种提升加力燃油总管密封试验效率的方法,具体为:零件备件,环管为成品件,喷杆为半成品件且喷杆上仅剩喷油孔未完成加工;备件完成后,将作为成品件的环管与作为半成品件的喷杆进行组装,直至组合成喷杆上未设喷油孔的过渡态加力燃油总管组合件;将过渡态加力燃油总管组合件接入密封试验系统中,直接对过渡态加力燃油总管组合件开展密封试验,验证喷杆与环管连接处密封性;当密封性测试结果为合格时,将过渡态加力燃油总管组合件退出密封试验系统,之后将喷杆从环管上分解拆下;将拆下的喷杆送入电火花打孔机内完成喷油孔加工,喷杆成为成品件;将作为成品件的喷杆重新与环管进行组装,直至组合成喷杆上设有喷油孔的成品态加力燃油总管组合件。
技术研发人员:于波,张玥,胡延斌,王昭邺,柳枫
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!