一种球笼自动化缺陷检测分类系统及数据跟踪分析方法与流程
本发明涉及球笼检测,具体为一种球笼自动化缺陷检测分类系统及数据跟踪分析方法。
背景技术:
1、球笼式万向节是一种汽车领域常见的传动组件,其通过将钢球置于球笼(保持架)中,配合钟形壳及星形套等结构,组成球笼式等速万向节结构,其中,球笼窗孔因为直接接触并控制各钢球(一般6颗或8颗)始终保持在同一平面,并且球笼球面与钟形壳及星形套精密配合,因此为了避免钢球与窗孔干涉、各球面之间配合干涉,进而造成球笼式万向节正常工作时旋转或摆角卡滞、启动或转动力矩异常、早期磨损异响等各种问题,因此在制造阶段,需要严格保证球笼外观的质量,避免球笼出现裂纹、缺损、料废、锈蚀、毛刺飞边等问题等问题。
2、现有的球笼检测方式逐渐通过智能化的识别方式替代传统的人工目测检测方式,其主要通过视觉检测及涡流探伤检测,实现对球笼外观质量的判断,进而在出现明显质量缺陷时将球笼最为ng件踢出至专用的储存盒,进而保证产线上的产品符合要求。
3、而在现有的球笼外观检测工序中,在球笼上存在杂质异物时,其虽然也能对该问题进行准确的判断,但后续的处理方式与缺损工件处理方式相同,不利于后续的处理过程,另外,现有的视觉检测方式依然存在较高频率的漏检和因视觉疲劳导致的未检出或误判风险,因此如何进一步提高检测结果的准确性是发明要解决的根本问题之一。
技术实现思路
1、本发明的目的在于提供一种球笼自动化缺陷检测分类系统及数据跟踪分析方法,解决以下技术问题:
2、如何提高球笼外观质量检测的准确性及ng件处理的便利性。
3、本发明的目的可以通过以下技术方案实现:
4、一种球笼自动化缺陷检测分类系统,所述系统包括:
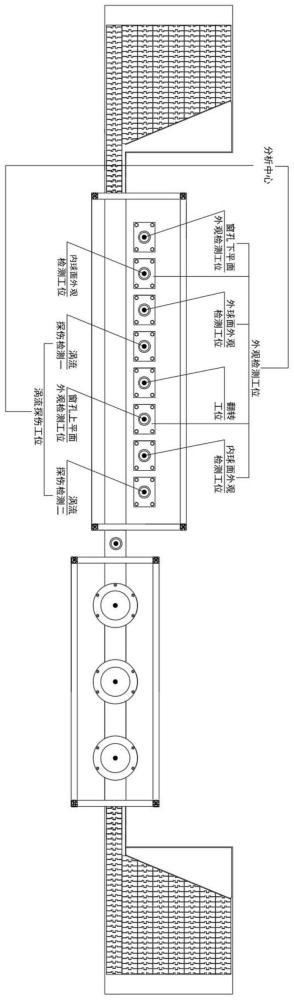
5、外观检测工位,设置有若干组,包括工业相机和补光光源,用于获取球笼各个部位在标准光照策略及调制光照策略下的图像进行采集;
6、涡流探伤工位,设置有两组,用于对球笼两端面及内外圈进行涡流探伤检测;
7、翻转工位,用于将球笼的位置进行180°翻转;
8、分析中心,用于根据球笼各个部位在标准光照策略及调制光照策略下的图像确定球笼的分析结果,所述分析结果包括“通过”、“不通过”及“风险”,及在分析结果为“不通过”时发出工件踢除命令,及在分析结果为“风险”时,根据对应位置涡流探伤检测结果进行判断,确定是否发出工件踢除命令。
9、进一步地,所述外观检测工位采集图像的过程包括:在标准光照策略下通过转动球笼获得各个位置点的第一图像,在调制光照策略通过转动球笼获得各个位置点的第二图像;
10、所述标准光策略为在白日光及预设大小光照强度下获取图像;所述调制光照策略为在450-500nm波长光照及调制后光照强度下获取图像;所述调制后光照强度获取的过程包括:
11、在首张第一图像中基于ai识别出球笼区域,对球笼区域图像灰度化处理;
12、通过公式lux=l0-fb(br)计算获得调制后光照强度lux;
13、其中,br为灰度化处理后球笼区域图像的亮度与标准亮度的差值,l0为预设光照强度,fb为补光调整函数,fb为递减函数,且fb(0)=0。
14、进一步地,所述系统还包括吹气装置,用于对外观检测工位上的球笼进行清洁;
15、所述分析结果确定的过程包括:
16、s1、对各个位置点对应的第一图像及第二图像进行轮廓识别,获得第一轮廓集和第二轮廓集,基于标准轮廓的比对判断第一轮廓集和第二轮廓集中是否存在异常轮廓线;
17、若存在,则进行步骤s2;
18、若不存在,则进行步骤s3;
19、s2、对第一轮廓集和第二轮廓集中同位置点对应的第一轮廓和第二轮廓进行重合性比对:
20、若重合度>a%,则判断分析结果为“不通过”,并发出工件踢除命令;
21、若重合度≤a%,则发出清洗工序检测指令,并进行步骤s3;
22、其中,a%∈[0.91,1];
23、s3、将第一轮廓集和第二轮廓集中同位置点对应的第一轮廓和第二轮廓与标准轮廓进行异常分析,根据异常分析结果判断分析结果。
24、进一步地,所述异常分析的过程包括:
25、通过公式:
26、
27、
28、
29、计算获得第i个轮廓异常值ui,将ui与预设固定阈值区间[u1,u2]进行比对:
30、当ui>u2时,则判断分析结果为“不通过”;
31、当ui<u1时,则判断分析结果为“通过”;
32、当ui∈[u1,u2],则判断分析结果为“风险”;
33、其中,sui为轮廓面积异常系数,y为调参系数;lui为轮廓形状异常系数,s0i为第i个轮廓的标准面积,sai为第i个轮廓对应第一轮廓的实际面积,sbi为第i个轮廓对应第二轮廓的实际面积,x1、x2为预设调整系数,且满足x1<x2;lai为标准轮廓法线落入第i个轮廓对应第一轮廓与标准轮廓重合区域的最大值,lbi为标准轮廓法线落入第i个轮廓对应第二轮廓与标准轮廓重合区域的最大值。
34、进一步地,根据对应位置涡流探伤检测结果进行判断的过程包括:
35、判断涡流探伤检测过程中涡流出现的分布和大小:
36、若涡流分布异常,且涡流大小大于误差允许值,则发出工件踢除命令;
37、若涡流分布异常,但涡流大小小于误差允许值,则根据分析结果确定:
38、若分析结果为“风险”,则发出工件踢除命令;
39、若分析结果为“通过”,则不发出工件踢除命令;
40、若涡流分布正常,则不发出工件踢除命令。
41、一种球笼自动化缺陷检测分类系统的数据跟踪分析方法,所述方法包括:
42、步骤一、统计踢料命令出现的次数及清洗工序检测指令发出次数;
43、步骤二、对分析结果、涡流探伤检测结果及清洗工序检测指令发出次数分别执行第一预警策略及第二预警策略,根据第一预警策略及第二预警策略的结果判断是否停机检查。
44、进一步地,所述第一预警策略包括:
45、当出现踢料命令连续发出次数大于预设值或者连续m组中踢料命令发出的次数占比大于预设比例中的一种或两种时,则发出停机检查指令;
46、当出现清洗工序检测指令连续发出次数大于预设值或者连续m组中清洗工序检测指令发出次数占比大于预设比例中的一种或两种时,则发出停机检查指令;
47、其中,m≥5。
48、进一步地,所述第二预警策略包括:
49、通过公式:
50、
51、计算获得工件连续性系数su;
52、当出现wu≥w1时,则发出停机检查指令;
53、其中,n为球笼轮廓检测数,i∈[1,n],αi为第i个轮廓的影响系数;g为连续选择工件数设定值,j∈[1,g];uij为第j个工件第i个轮廓异常值;为所有工件第i个轮廓异常值均值,w1为连续性参考阈值。
54、本发明的有益效果:
55、(1)本发明通过上述双检测策略的方式,一方面能够进一步提高检测结果的准确性,另一方面,调制光照策略会根据标准光照策略的结果进行适应性调整,因此进一步保证了二次检测过程的环境条件适宜性;另外双检测策略能够对球笼上的ng件的种类进行初步判断,进而便于后续对ng件的处理;同时上述过程检测获取的分析结果还根据对应位置涡流探伤检测结果进行综合判断,确定是否发出工件踢除命令,进而能够进一步提高检测结果的准确性。
- 还没有人留言评论。精彩留言会获得点赞!