基于超声相控阵模型的粗晶焊缝检测方法及系统与流程
本发明涉及焊缝检测,具体为基于超声相控阵模型的粗晶焊缝检测方法及系统。
背景技术:
1、焊缝是利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝,焊缝金属冷却后,将两个焊件连接成整体,根据焊缝金属的形状和焊件相互位置的不同,分对接焊缝、角焊缝、塞焊缝和电铆焊等。对接焊缝常用于板件和型钢的拼接;角焊缝常用于搭接连接;塞焊缝和电铆焊应用较少,仅为了减小焊件搭接长度才考虑采用;
2、现有的用于对焊缝检测方面的改进,通常是对焊缝检测装置方面的改进,比如在申请公开号为cn103323458a的中国专利中,提出了一种焊缝检测装置、焊缝检测系统及焊缝检测方法,该方案就是通过降低了高温对焊缝检测装置检测准确性的影响,并且有效防止粉尘进入焊缝检测装置,提高了焊缝检测装置的使用寿命,其他的用于对焊缝检测方面的改进,通常是在采取渗透加射线或者超声波的方式进行检测方面的改进,但使用射线对焊缝进行检测时,效率较低且缺陷位置无法精确定位,同时射线会对人体造成危害,在超声波检测方面的改进通常用于对超声波检测的范围以及检测的效率进行改进,而现有技术中对超声波的检测结果在精准校对方面缺少有效的改进方法,鉴于此,有必要对现有的基于超声波的焊缝检测方法进行改进。
技术实现思路
1、本发明旨在至少在一定程度上解决现有技术中的技术问题之一,通过对现有的基于超声波的焊缝检测方法进行改进,用于解决现有技术中在超声波检测方面的改进通常用于对超声波检测的范围以及检测的效率进行改进,对超声波的检测结果在精准校对方面存在不足的问题。
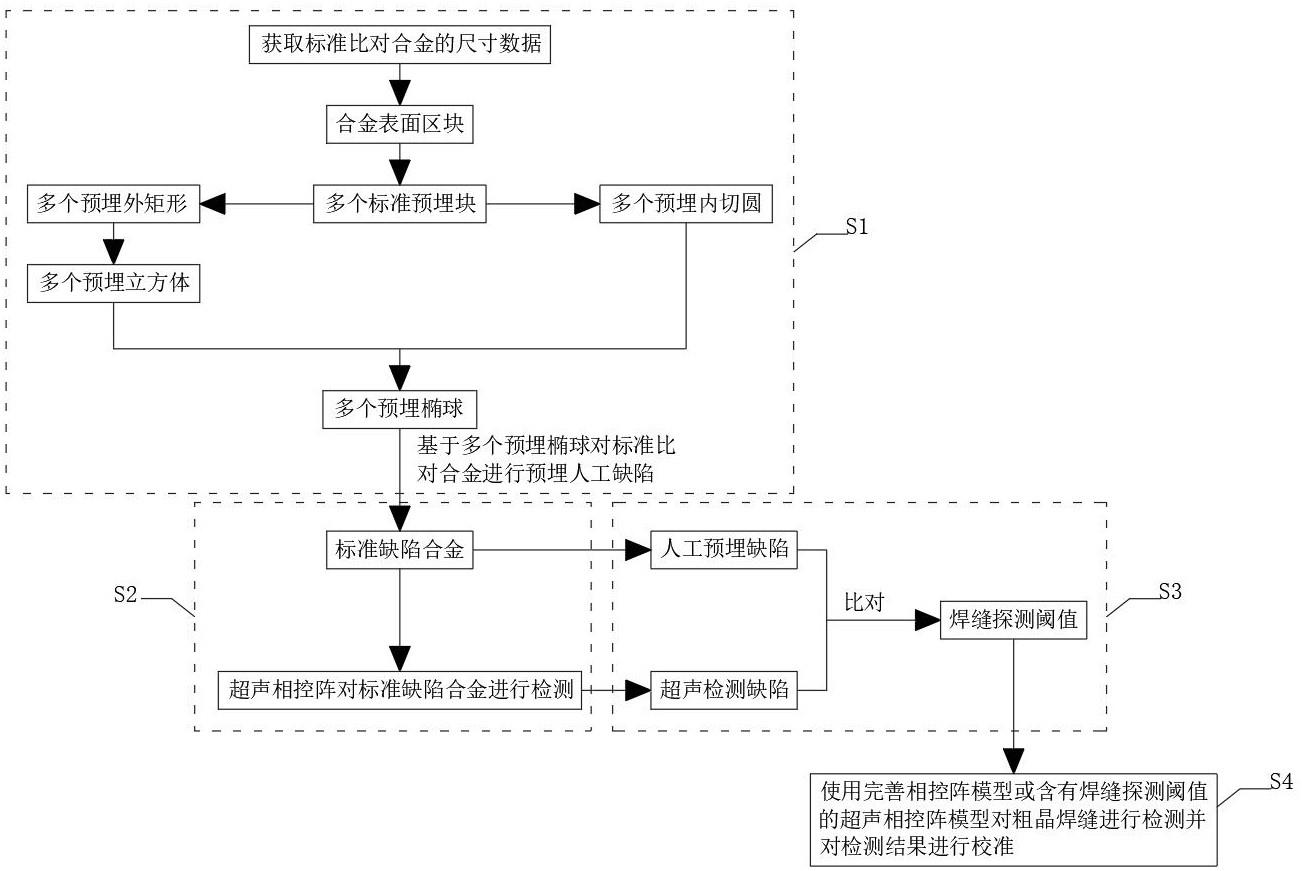
2、为实现上述目的,第一方面,本发明提供一种基于超声相控阵模型的粗晶焊缝检测方法,包括:
3、获取标准比对合金,使用标准预埋方法在标准比对合金内预埋人工缺陷;
4、使用超声相控阵对标准缺陷合金进行检测,并通过建模得到检测后的标准缺陷合金内部的缺陷区域,记为超声检测缺陷;
5、将超声检测缺陷与人工预埋缺陷进行比对,基于比对结果设置焊缝探测阈值;
6、使用完善相控阵模型或含有焊缝探测阈值的超声相控阵模型对粗晶焊缝进行检测并对检测结果进行校准。
7、进一步地,获取标准比对合金,使用标准预埋方法在标准比对合金内预埋人工缺陷包括:
8、获取标准比对合金的尺寸数据,基于标准比对合金的尺寸数据获取标准比对合金的合金表面区块以及多个标准预埋块;
9、使用标准预埋方法在多个标准预埋块内预埋人工缺陷。
10、进一步地,获取标准比对合金的尺寸数据,基于标准比对合金的尺寸数据获取标准比对合金的合金表面区块以及多个标准预埋块包括:
11、建立平面直角坐标系,记为预埋划分坐标系;
12、当标准比对合金为平铺式合金时,基于标准比对合金的表面尺寸数据将标准比对合金的表面等比例放置在预埋划分坐标系中,记为合金表面区块;
13、当标准比对合金为卷曲式合金时,基于标准比对合金的尺寸数据获取标准比对合金平铺后的表面尺寸数据,并将标准比对合金平铺后的表面等比例放置在预埋划分坐标系中,记为合金表面区块;
14、将合金表面区块的面积记为合金表面面积,将合金表面面积除以标准区块数的值记为预埋块面积;
15、将合金表面区块基于预埋块面积划分为标准区块数个区块,依次记为预埋块1至预埋块n;
16、获取合金表面区块在x轴中所占的长度,记为合金横轴长度;
17、获取合金表面区块在y轴中所占的长度,记为合金纵轴长度;
18、对于预埋块1至预埋块n中的所有预埋块,获取所有预埋块在x轴中所占的长度以及预埋块在y轴中所占的长度,依次记为预埋横轴长度以及预埋纵轴长度;
19、当任意一个预埋横轴长度乘以m1的值大于合金横轴长度或任意一个预埋纵轴长度乘以m1的值大于合金纵轴长度时,重新获取合金表面区块内的预埋块;
20、当所有预埋横轴长度乘以m1的值均小于等于合金横轴长度且所有预埋纵轴长度乘以m1的值均小于等于合金纵轴长度时,将预埋块1至预埋块n记为标准预埋块1至标准预埋块n。
21、进一步地,标准预埋方法包括:
22、获取标准预埋块1至标准预埋块n的最小外接矩形,并基于最小外接矩形的面积由小到大依次记为预埋外矩形1至预埋外矩形n;
23、将预埋外矩形1的宽记为最短边,将预埋外矩形n的长记为最长边;
24、将最短边除以m2的值记为最短半径,将最长边除以m2的值记为最长半径;
25、将预埋外矩形1至预埋外矩形n的中心点记为标准预埋块1至标准预埋块n的内接圆心;
26、对于所有标准预埋块,以内接圆心为圆心,半径由零开始逐渐增大做圆,记为预埋内切圆,当预埋内切圆与标准预埋块的任意一个边相切时,半径停止增大,将此时的预埋内切圆的半径记为预埋内半径;
27、对于任意一个预埋内切圆的预埋内半径,当预埋内半径小于最短半径时,将预埋内半径调整至最短半径,当预埋内半径大于最长半径时,将预埋内半径调整至最长半径,当预埋内半径小于等于最长半径且大于等于最短半径时,不对预埋内半径进行调整;
28、基于对预埋内半径的变化调整所有预埋内切圆的大小。
29、进一步地,标准预埋方法还包括:
30、以预埋划分坐标系为基础并在预埋划分坐标系的原点处增加z轴建立三维直角坐标系,记为预埋立体坐标系,其中,z轴的单位为m;
31、对于预埋外矩形1至预埋外矩形n的任意一个预埋外矩形x,将预埋外矩形x以及对应的标准预埋块x放置在预埋立体坐标系的xy平面内,且预埋外矩形x以及标准预埋块x在xy平面内的坐标与预埋划分坐标系内相同;
32、复制预埋外矩形x以及标准预埋块x,记为复制外矩形x以及复制预埋块x,将复制外矩形x以及复制预埋块x放置于预埋外矩形x以及标准预埋块x的正上方标准壁厚处;
33、将预埋外矩形x的所有顶点与正上方的复制外矩形x的所有顶点连接,将得到的立方体记为预埋立方体x;
34、将预埋立方体x的体心记为预埋椭球心,以预埋椭球心为椭球的中心,以预埋内半径为椭球在x轴以及y轴方向的半轴长,以标准壁厚除以m1为椭球在z轴方向的半轴长做椭球,将得到的椭球记为预埋椭球x;
35、获取预埋外矩形1至预埋外矩形n对应的预埋椭球1至预埋椭球x。
36、进一步地,标准预埋方法还包括:
37、对于预埋外矩形1至预埋外矩形n中的任意一个预埋外矩形u,获取预埋外矩形u对应的标准预埋块u在标准比对合金中对应的位置,记为实际预埋位置u,在标准比对合金的实际预埋位置u内部进行预埋人工缺陷,所述预埋人工缺陷为通过人工方法将实际预埋位置u内部掏空,掏空的范围为实际预埋位置y对应的预埋椭球u所占的区域;
38、将所有预埋外矩形对应的实际预埋位置内部均进行掏空后得到的标准比对合金记为标准缺陷合金,将标准缺陷合金内部被掏空的区域记为人工预埋缺陷。
39、进一步地,将超声检测缺陷与人工预埋缺陷进行比对,基于比对结果设置焊缝探测阈值包括:
40、建立三维直角坐标系,记为缺陷比对坐标系,其中,缺陷比对坐标系的x轴、y轴以及z轴的单位均为m;
41、将人工预埋缺陷以及超声检测缺陷放置在缺陷比对坐标系中,并基于人工预埋缺陷以及超声检测缺陷在标准缺陷合金内的位置将人工预埋缺陷的位置与超声检测缺陷的位置重合。
42、进一步地,将超声检测缺陷与人工预埋缺陷进行比对,基于比对结果设置焊缝探测阈值还包括:
43、对于任意一个标准预埋块中的人工预埋缺陷,使用与yz平面平行的平面每隔标准切割距离对人工预埋缺陷进行切割,将所有切割面记为缺陷切割面1至缺陷切割面l;
44、对于缺陷切割面1至缺陷切割面l中的任意一个缺陷切割面l1,获取缺陷切割面l1与人工预埋缺陷重合的曲线,记为l1面人工曲线,获取缺陷切割面l1与超声检测缺陷重合的曲线,记为l1面检测曲线,获取缺陷切割面l1与预埋椭球的半轴的交点,记为轴点;
45、对于l1面人工曲线中的任意一点l2,以轴点为端点向l2做射线,将射线与l1面检测曲线的交点记为检测交点,将l2与检测交点之间的距离记为缺陷差值;
46、当所有缺陷差值均小于标准差值时,将缺陷切割面l1记为无误切割面,当所有缺陷切割面均被记为无误切割面时,将超声相控阵模型记为完善相控阵模型;
47、当任意一个缺陷差值大于等于标准差值时,获取缺陷差值对应的检测交点,记为缺陷检测交点,将缺陷差值对应的l1面人工曲线的点记为缺陷参考交点;
48、将缺陷检测交点与端点之间的距离记为检测缺陷值,将缺陷参考交点与端点之间的距离记为参考缺陷值,将检测缺陷值除以参考缺陷值的值记为检测缺陷值的焊缝探测参数;
49、获取所有缺陷切割面的所有检测缺陷值以及所有检测缺陷值对应的焊缝探测参数。
50、进一步地,使用完善相控阵模型或含有焊缝探测阈值的超声相控阵模型对粗晶焊缝进行检测并对检测结果进行校准包括:
51、当使用超声相控阵模型对粗晶焊缝进行检测时,当检测到的焊缝边缘的任意一点l4距离焊缝中心点的距离等于任意一个检测缺陷值时,将l4与焊缝中心点的距离调整为对应的检测缺陷值除以焊缝探测参数的值,将l4调整后的点记为l5,且l4、l5以及焊缝中心点在同一条直线上。
52、第二方面,本发明还提供一种基于超声相控阵模型的粗晶焊缝检测方法的系统,包括:缺陷预埋模块、缺陷检测模块、阈值设置模块以及探测模块;
53、缺陷预埋模块用于获取标准比对合金,使用标准预埋方法在标准比对合金内预埋人工缺陷;
54、缺陷检测模块用于使用超声相控阵对标准缺陷合金进行检测,并通过建模得到检测后的标准缺陷合金内部的缺陷区域,记为超声检测缺陷;
55、阈值设置模块用于将超声检测缺陷与人工预埋缺陷进行比对,基于比对结果设置焊缝探测阈值;
56、探测模块用于使用完善相控阵模型或含有焊缝探测阈值的超声相控阵模型对粗晶焊缝进行检测并对检测结果进行校准。
57、本发明的有益效果:本发明通过获取标准比对合金,使用标准预埋方法在标准比对合金内预埋人工缺陷;然后使用超声相控阵对标准缺陷合金进行检测,并通过建模得到检测后的标准缺陷合金内部的缺陷区域,记为超声检测缺陷,这样的好处在于,通过在标准比对合金内预埋人工缺陷,可以对标准比对合金内的缺陷状况进行把控,在通过超声相控阵对标准缺陷合金进行检测后,获得的超声检测缺陷能够在后续处理中与人工预埋缺陷进行比对从而获取超声相控阵的探测偏差,有利于为后续在对粗晶焊缝进行检测时对检测结果进行校准提供数据支撑,从而提高校准的精确性;
58、本发明还通过将超声检测缺陷与人工预埋缺陷进行比对,基于比对结果设置焊缝探测阈值,最后使用完善相控阵模型或含有焊缝探测阈值的超声相控阵模型对粗晶焊缝进行检测并对检测结果进行校准,这样的好处在于,通过设置焊缝探测阈值,可以在后续进行焊缝检测时对超声相控阵的检测结果进行校准,从而使超声检测阵得到的模型更加符合实际的焊缝状况,从而提高校准后焊缝检测的准确性。
59、本技术的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术了解。本技术的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!