一种电机铁芯同轴度在线测量方法与流程
本发明涉及电机,尤其是涉及一种电机铁芯同轴度在线测量方法。
背景技术:
1、电机铁芯同轴度检测一般是手动或半自动检测方式,由人工上料,工件手动或半自动式定位测量,测量完成后,对应显示终端上显示工件尺寸检测数值,并判定合格或者不合格,再人工取下工件,根据判定结果将工件放置在合格品料箱或不合格品料箱,操作人员工作强度大,极易造成误判且大多时候都会在生产出一批工件后再拿到测量台上进行检测,若发生崩刀等生产事故,待检验发现问题时往往会造成已经加工完成的零件批量报废,浪费材料和时间。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种高效且测量精度较高的电机铁芯同轴度在线测量方法。
2、本发明的目的采用如下技术方案实现:
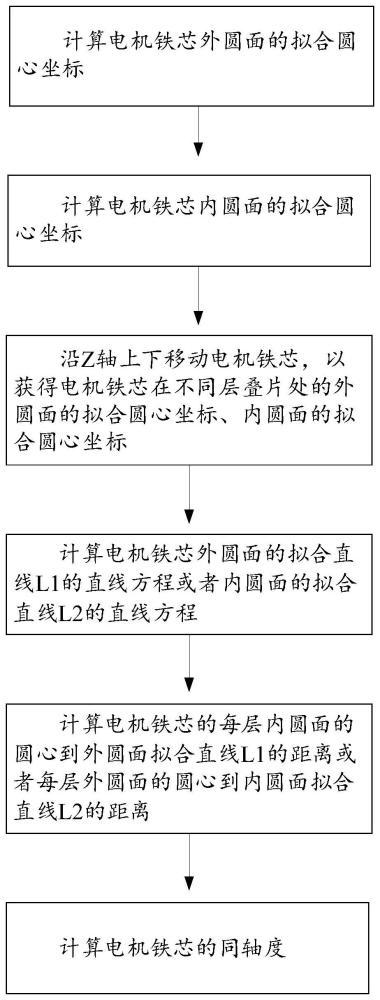
3、一种电机铁芯同轴度在线测量方法,包括以下步骤:
4、计算电机铁芯外圆面的拟合圆心坐标:通过第一激光位移传感器扫描电机铁芯的外圆面,以获取n(n≥2)个坐标数据点(xn,yn),利用最小二乘法拟合出外圆面m1的圆方程为:
5、(x-x0)2+(y-y0)2=r12 (1)
6、其中,
7、
8、其中,
9、
10、电机铁芯外圆面的拟合圆心坐标为(x0,y0,z0),其中z0为已知值;
11、计算电机铁芯内圆面的拟合圆心坐标:通过第二激光位移传感器扫描电机铁芯的内圆面,以获取i(i≥2)个坐标数据点(xi,yi),利用最小二乘法拟合出内圆面m2的圆方程为:
12、(x-xt)2+(y-yt)2=r22 (9)
13、其中,
14、
15、其中,
16、
17、电机铁芯内圆面的拟合圆心坐标为(xt,yt,zt),其中zt为已知值;
18、沿z轴上下移动电机铁芯,以获得电机铁芯在不同层叠片处的外圆面的拟合圆心坐标、内圆面的拟合圆心坐标;
19、计算电机铁芯外圆面的拟合直线l1的直线方程或者内圆面的拟合直线l2的直线方程:利用最小二乘法拟合出空间直线l1或者l2,拟合直线l1的直线方程的标准式为:
20、
21、对方程(17)进行等价转换,得:其中,
22、
23、(xs,ys,zs)为拟合直线l1上任意一点;
24、拟合直线l2的直线方程的标准式为:
25、
26、对方程(24)进行等价转换,得:其中,
27、
28、(xp,yp,zp)为拟合直线l2上任意一点;
29、计算电机铁芯的每层内圆面的圆心到外圆面拟合直线l1的距离di或者每层外圆面的圆心到内圆面拟合直线l2的距离dn:
30、
31、
32、计算电机铁芯的同轴度φ:从若干个所述距离中确定出最大值,所述电机铁芯的同轴度φ为所述最大值的2倍,
33、φ=2max(di)或者φ=2max(dn)。
34、进一步的,所述沿z轴上下移动电机铁芯,以获得电机铁芯在不同层叠片处的外圆面的拟合圆心坐标、内圆面的拟合圆心坐标具体包括以下步骤:
35、通过沿电机铁芯径向方向设置的两个第一激光位移传感器与电机铁芯的第一层外圆面相抵触,从而获得第一层外圆面的拟合圆心坐标;
36、驱动电机铁芯沿z轴方向运动的距离为u1,两个第一激光位移传感器与电机铁芯的第v1层外圆面相抵触,从而获得第v1层外圆面的拟合圆心坐标,其中,h为电机铁芯的叠片厚度,u1为h的整数倍;
37、通过沿电机铁芯径向方向设置的两个第二激光位移传感器与电机铁芯的第一层内圆面相抵触,从而获得第一层内圆面的拟合圆心坐标;
38、驱动电机铁芯沿z轴方向运动的距离为u2,两个第二激光位移传感器与电机铁芯的第v2层内圆面相抵触,从而获得第v2层内圆面的拟合圆心坐标,其中,h为电机铁芯的叠片厚度,u2为h的整数倍。
39、进一步的,在所述计算电机铁芯外圆面拟合直线l1的直线方程或者内圆面拟合直线l2的直线方程步骤中,
40、进一步的,所述计算电机铁芯外圆面拟合直线l1的直线方程具体包括以下步骤:
41、任意取一个zs值,根据k1,k2,b1,b2求出xs、ys;
42、任意取一个c1值,根据k1,k2,求出a1、b1的值,从而获得拟合直线l1的直线方程。
43、进一步的,在所述计算电机铁芯外圆面拟合直线l1的直线方程或者内圆面拟合直线l2的直线方程步骤中,
44、进一步的,所述计算电机铁芯外圆面拟合直线l2的直线方程具体包括以下步骤:
45、任意取一个zp值,根据k3,k4,b3,b4求出xp、yp;
46、任意取一个c2值,根据k3,k4,求出a2、b2的值,从而获得拟合直线l2的直线方程。
47、进一步的,在所述计算电机铁芯外圆面的拟合圆心坐标步骤中,r1为电机铁芯外圆面的拟合圆面的半径,
48、
49、其中,
50、进一步的,在所述计算电机铁芯内圆面的拟合圆心坐标步骤中,r2为电机铁芯内圆面的拟合圆面的半径,
51、
52、其中,
53、进一步的,所述电机铁芯同轴度在线测量方法还包括校验步骤,所述校验步骤位于所述计算电机铁芯的同轴度φ步骤之后,具体包括以下步骤:
54、通过测量仪测量电机铁芯的实际同轴度φ’;
55、计算电机铁芯的同轴度φ与实际同轴度φ’之间的误差;
56、若误差在预设范围内,则说明电机铁芯合格;若误差不在预设范围内,对公式(4)-(8)以及公式(12)-(16)进行修正。
57、进一步的,在所述计算电机铁芯的同轴度φ步骤中,所述同轴度φ的大小为0~0.1mm。
58、相比现有技术,本发明电机铁芯同轴度在线测量方法包括以下步骤:计算电机铁芯外圆面的拟合圆心坐标;计算电机铁芯内圆面的拟合圆心坐标;沿z轴上下移动电机铁芯,以获得电机铁芯在不同层叠片处的外圆面的拟合圆心坐标、内圆面的拟合圆心坐标;计算电机铁芯外圆面的拟合直线l1的直线方程或者内圆面的拟合直线l2的直线方程;计算电机铁芯的每层内圆面的圆心到外圆面拟合直线l1的距离或者每层外圆面的圆心到内圆面拟合直线l2的距离;计算电机铁芯的同轴度。本技术中,以电机铁芯内圆面为基准,通过第二激光位移传感器对电机铁芯的每一层内圆面进行取点,并计算出多个拟合圆心坐标,然后再拟合得到空间直线l2;通过第一激光位移传感器对电机铁芯的每一层外圆面进行取点,并计算出多个拟合圆心坐标,然后计算出电机铁芯每一层外圆面的拟合圆心到拟合直线l2的距离,再选取最大的距离值进行计算,即可得到最终的电机铁芯同轴度φ。本技术只需采集电机铁芯外圆面、内圆面的坐标数据点,再进行数据处理,就可以得到电机铁芯的同轴度,且得到的电机铁芯的同轴度的准确性很高,相比人工检测方式,其稳定性高、精度高、节约了人工成本,大大提高了检测效率和检测数据的准确性,有助于提升电机铁芯制造质量的管控,满足客户的使用需求;本技术通过设置若干组第一激光位移传感器、若干组第二激光位移传感器,对电机铁芯能够进行快速、准确地测量,提高了工件检测的自动化程度,同时避免由于接触式测量带来的损伤,整个操作更为简单、灵活。
- 还没有人留言评论。精彩留言会获得点赞!