一种滚动销磨损检测装置及其检测方法与流程
本发明属于轨道车辆门系统,更具体地,涉及一种滚动销磨损检测装置及其检测方法。
背景技术:
1、ls锁是轨道车辆门系统的锁闭装置,其滚动销处于螺母组件的内部,安装到丝杆上以后完全不可接触和观察,必须拆解滚动销才可以进行磨损检查,导致检查时间过长,大大降低了检修效率,且费时费力,检修成本高。
技术实现思路
1、本发明的目的是针对以上不足,提供一种滚动销磨损检测装置及其检测方法,将滚动销的磨损情况转化为探针在检测盘上的摆动量,避免了检测滚动销磨损的拆卸,可以解决ls锁滚动销磨损检查时间过长的问题。
2、为实现上述目的,本发明是通过以下技术方案实现的:
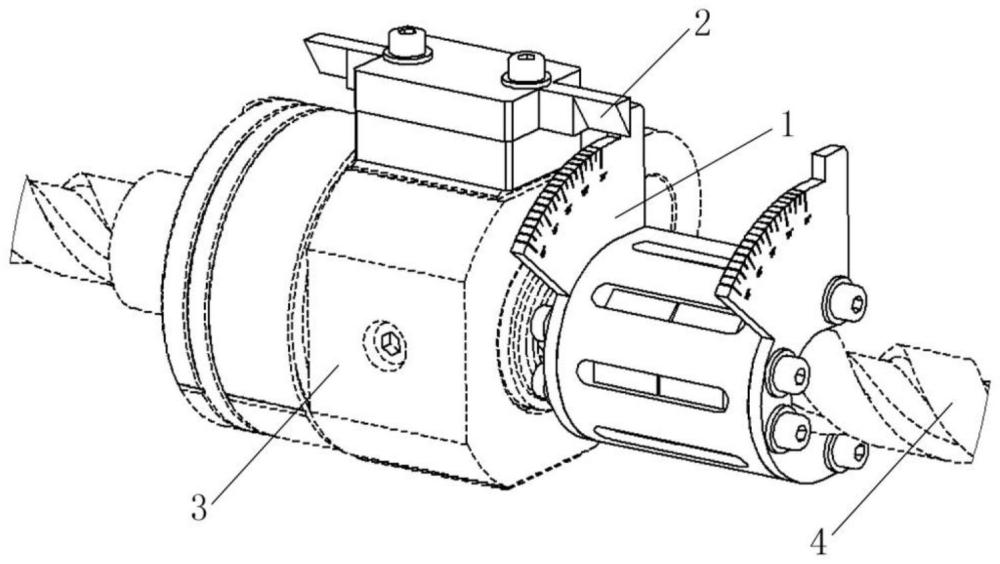
3、本发明提供了一种滚动销磨损检测装置,包括检测盘组件、探针组件和检测对象组件,所述检测对象组件包括螺母组件和丝杆,所述检测盘组件固定于丝杆上,探针组件固定于螺母组件上。将检测对象的螺母组件在丝杆内的摆动传递为探针组件在检测盘刻度盘上的摆动,通过检测摆动量角度,换算后计算出螺母组件中滚动销的磨损情况。
4、进一步的,所述螺母组件包括前端部分和后端部分,前端部分内部安装有滚动销,后端部分内部设置螺旋零件,用于连接丝杆。
5、进一步的,所述探针组件包括探针和底座,所述探针可以通过螺栓等固定件与底座固定连接,所述底座将探针连接到螺母组件上。
6、进一步的,所述探针包括棱边和尖角,用于指示角度。
7、进一步的,所述底座与螺母组件的连接方式包括但不限于磁吸或粘接。
8、进一步的,所述检测盘组件包括固定连接定位零件和刻度零件,所述定位零件的内圆与丝杆的外圆配合进行定位并固定在丝杆上,所述刻度零件与定位零件的内圆对齐,以确保刻度的准确性。
9、进一步的,所述刻度零件与定位零件可以通过螺栓等固定件固定连接。
10、进一步的,所述定位零件的内圆与丝杆的连接方式包括但不限于磁吸、粘接或弹性元件连接。
11、本发明还提供一种上述滚动销磨损检测装置的检测方法,包括:
12、将检测盘组件和探针组件分别固定到检测对象的螺母组件和丝杆上;
13、调整探针和检测盘组件的0位对齐,保持螺母组件轴向无位移;
14、旋转螺母组件,从检测盘组件上读出探针指示角度;
15、通过指示角度换算滚动销与丝杆槽的间隙,计算出滚动销的磨损量。
16、与现有技术相比,本发明的有益效果为:
17、本发明所述滚动销磨损检测装置及检测方法,将检测对象的螺母组件在丝杆内的摆动传递为探针组件在检测盘上的摆动,由于螺母组件内滚动销与丝杆槽的间隙,对应丝杆中心的摆动角度,故通过检测摆动量角度,换算后能够计算出螺母组件中滚动销的磨损情况。本发明通过将滚动销的磨损情况转化为探针在检测盘上的摆动量,避免了检测滚动销磨损的拆卸,提高了检修效率,节省人工和工时,降低检修成本。
技术特征:
1.一种滚动销磨损检测装置,其特征在于,包括检测盘组件、探针组件和检测对象组件,所述检测对象组件包括螺母组件和丝杆,所述检测盘组件固定于丝杆上,探针组件固定于螺母组件上,将检测对象的螺母组件在丝杆内的摆动传递为探针组件在检测盘上的摆动,通过检测摆动量角度,换算后计算出螺母组件中滚动销的磨损情况。
2.根据权利要求1所述的滚动销磨损检测装置,其特征在于,所述螺母组件包括前端部分和后端部分,前端部分内部安装有滚动销,后端部分内部设置螺旋零件。
3.根据权利要求1所述的滚动销磨损检测装置,其特征在于,所述探针组件包括探针和底座,所述底座将探针连接到螺母组件上。
4.根据权利要求3所述的滚动销磨损检测装置,其特征在于,所述探针包括棱边和尖角,用于指示角度。
5.根据权利要求3所述的滚动销磨损检测装置,其特征在于,所述底座与螺母组件的连接方式包括但不限于磁吸或粘接。
6.根据权利要求1所述的滚动销磨损检测装置,其特征在于,所述检测盘组件包括固定连接的定位零件和刻度零件,所述定位零件的内圆与丝杆的外圆配合进行定位并固定在丝杆上,所述刻度零件与定位零件的内圆对齐。
7.根据权利要求6所述的滚动销磨损检测装置,其特征在于,所述所述定位零件的内圆与丝杆的连接方式包括但不限于磁吸、粘接或弹性元件连接。
8.一种权利要求1-7任意一项所述的滚动销磨损检测装置的检测方法,其特征在于,包括:
技术总结
本发明公开了一种滚动销磨损检测装置及其检测方法,装置包括检测盘组件、探针组件和检测对象组件,所述检测对象组件包括螺母组件和丝杆,所述检测盘组件固定于丝杆上,探针组件固定于螺母组件上。将检测对象的螺母组件在丝杆内的摆动传递为探针组件在检测盘刻度盘上的摆动,通过检测摆动量角度,换算后计算出螺母组件中滚动销的磨损情况。本发明将滚动销的磨损情况转化为探针在检测盘上的摆动量,避免了检测滚动销磨损的拆卸,可以解决LS锁滚动销磨损检查时间过长的问题,提高了检修效率,节省人工和工时,降低检修成本。
技术研发人员:李永鹏,姜冉,蔡露露,范二波,林美惠,毛勇
受保护的技术使用者:南京康尼机电股份有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!