一种压铸模具管路检测方法、系统、存储介质及智能终端与流程
本技术涉及模具检测的领域,尤其是涉及一种压铸模具管路检测方法、系统、存储介质及智能终端。
背景技术:
1、压铸模具是铸造金属零部件的一种工具, 一种在专用的压铸模锻机上完成压铸工艺的工具。压铸的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到显著的提高。
2、在压铸模具设计中,冷却管道的设计对产品的成型质量起着至关重要的作用,冷却效果不佳,压铸的产品容易出现缩孔,模具粘铝等缺陷。要解决这些问题,合理的模具冷却系统设计是首要条件。
3、针对上述中的相关技术,发明人认为,冷却管安装在模具内部后,在使用中经常出现漏水、堵塞故障,从而导致模具工作温度不正常,影响到铸件质量和生产的稳定性,尚有改进的空间。
技术实现思路
1、为了改善冷却管安装在模具内部后,在使用中经常出现漏水、堵塞故障,从而导致模具工作温度不正常,影响到铸件质量和生产的稳定性的问题,本技术提供一种压铸模具管路检测方法、系统、存储介质及智能终端。
2、第一方面,本技术提供一种压铸模具管路检测方法,采用如下的技术方案:
3、一种压铸模具管路检测方法,包括:
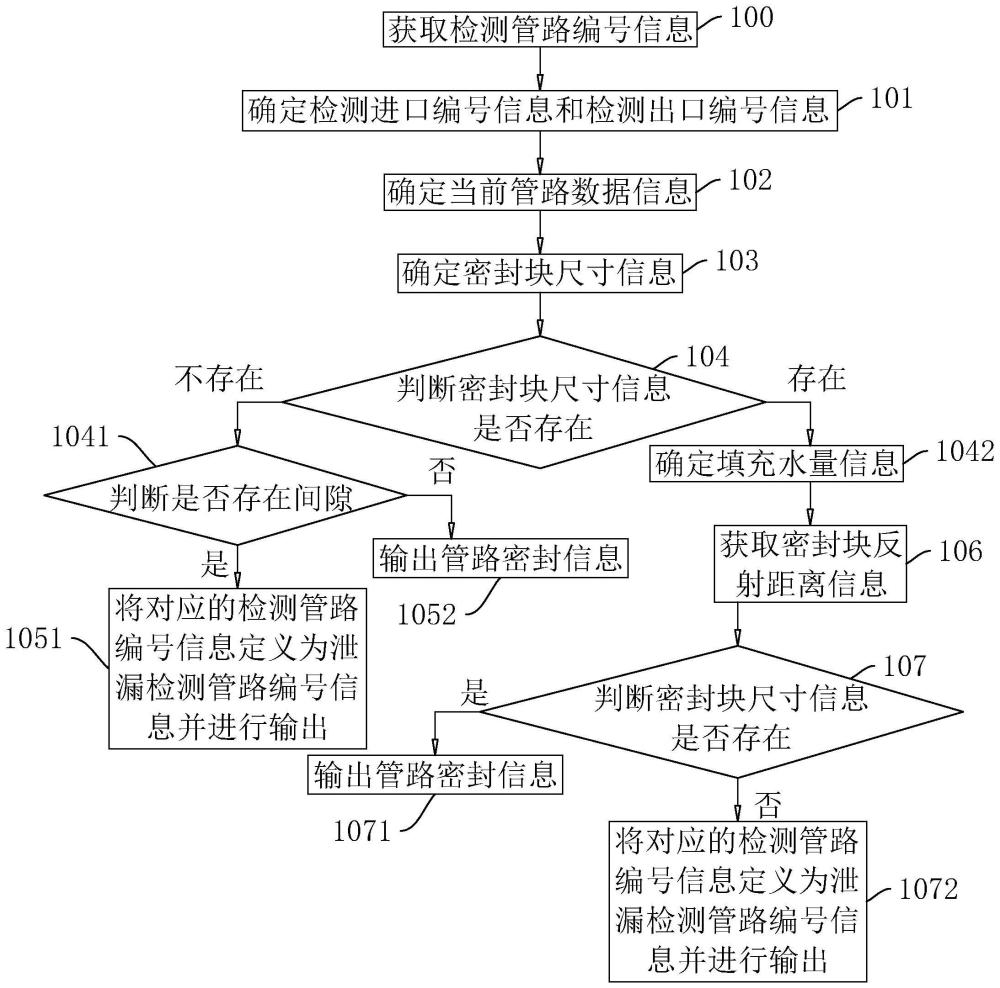
4、于模具工作前获取检测管路编号信息;
5、基于检测管路编号信息确定检测进口编号信息和检测出口编号信息;
6、根据预设的管路数据库中所存储的管路数据信息和检测管路编号信息进行匹配分析以确定检测管路编号信息所对应的管路数据,将该管路数据信息定义为当前管路数据信息;
7、基于当前管路数据信息中的管径信息确定密封块尺寸信息;
8、判断密封块尺寸信息是否存在;
9、若不存在,则将除检测进口编号信息和检测出口编号信息外的所有进出口封闭后先从检测进口编号信息处注入当前管路数据信息所对应的体积的水后从检测出口编号信息处判断管路是否存在间隙;
10、若其中检测管路编号信息所对应的管路存在间隙,则将对应的检测管路编号信息定义为泄漏检测管路编号信息并进行输出;
11、若所有的检测管路编号信息均无间隙,则输出管路密封信息;
12、若存在,则基于密封块尺寸信息、当前管路数据信息中的容积信息确定填充水量信息;
13、将除检测进口编号信息和检测出口编号信息外的所有进出口封闭后先从检测进口编号信息处放入密封块尺寸信息所对应的密封块,然后注入填充水量信息所对应的水后从检测出口编号信息处获取密封块反射距离信息;
14、判断密封块反射距离信息是否等于0;
15、若均是,则输出管路密封信息;
16、若其中存在不等于0的密封块反射距离信息,则将对应的检测管路编号信息定义为泄漏检测管路编号信息并进行输出。
17、通过采用上述技术方案,通过采用密封块和水将整个检测管路进行填充,然后观察密封块的位置从而确定内部是否泄漏,检测更加直观,避免在压铸模具使用时冷却管漏水的情况发生,提高了冷却水管冷却的稳定性,提高了压铸模具工作的稳定性。
18、可选的,确定密封块尺寸信息的方法包括:
19、根据当前管路数据信息确定拐角信息;
20、判断拐角信息所对应的数量是否大于0;
21、若等于0,则输出密封块筒状信息并将管径信息作为密封块直径信息和密封块长度信息进行输出;
22、若大于0,则从拐角信息中筛选出首个的拐角信息,将该拐角信息定义为基准拐角信息;
23、根据基准拐角信息和当前管路数据信息对拐角信息进行分类以确定拐角类别信息;
24、于拐角类别信息所对应的数量大于2时不输出密封块尺寸信息;
25、于拐角类别信息所对应的数量等于2时根据预设的相邻规则判断拐角类别信息是否为预设的相邻拐角类别信息;
26、若否,则不输出密封块尺寸信息;
27、若是,则根据拐角类别信息确定缺口尺寸信息;
28、根据管径信息和缺口尺寸信息确定密封块尺寸信息;
29、于拐角类别信息所对应的数量等于1时根据管径信息确定密封块尺寸信息。
30、通过采用上述技术方案,通过设置不同的缺口,引导水流在拐角处流入具有缺口的一侧,使得水流从密封块具有缺口的一侧对密封块进行冲击,从而使得密封块可以在拐角时顺利转弯,且前端不易进入水分,密封块始终在水流的前端,提高了密封块在管道内的流通性。
31、可选的,根据管径信息确定密封块尺寸信息的方法包括:
32、根据管径信息确定当前截面信息;
33、将当前截面信息所对应的圆柱密封块塞入泄露管路,然后从一端以预设的缓慢速度信息加入水,从另一侧获取密封块移动距离信息,所述泄露管路以刚好从管壁出水的情况为准;
34、判断密封块移动距离信息是否为0;
35、若是,则根据当前截面信息输出密封块尺寸信息;
36、若否,则根据预设的单位增大直径信息和当前截面信息计算两个之和,将当前截面信息更新为该和后继续判断密封块移动距离信息是否为0直至密封块移动距离信息为0或者无法将密封块塞入管路内。
37、通过采用上述技术方案,通过测试密封块在泄漏位置是否前进,从而确定密封块相对于管径的大小,从而控制密封块和管道内侧壁的摩擦力,使得当密封块到达泄漏位置水流刚好从泄漏区域流出,使得密封块可以停在泄漏位置,提高了水管检测时泄漏位置检测的准确性。
38、可选的,将对应的检测管路编号信息定义为泄漏检测管路编号信息并进行输出的方法包括:
39、获取密封块定位信息;
40、根据密封块定位信息确定预计管道泄漏位置信息;
41、根据预设的落点数据库所存储的水滴落点信息和预计管道泄漏位置信息进行匹配分析以确定预计管道泄漏位置信息所对应的水滴落点,将该水滴落点定义为渗漏落点信息;
42、于渗漏落点信息所对应的位置处获取水滴压力变化信息;
43、根据缓慢速度信息和预设的速度单位增量信息计算出增速信息;
44、于水滴压力变化信息不变预设的时间间隔长度信息后以增速信息从检测进口编号信息所对应的进口处冲入水流后,判断密封块定位信息是否持续移动;
45、若是,则根据预设的冲击数据库中所存储的裂缝大小信息和增速信息进行匹配分析以确定增速信息所对应的裂缝大小,将该裂缝大小定义为泄漏裂缝大小信息;
46、输出泄漏检测管路编号信息的同时输出预计管道泄漏位置信息和泄漏裂缝大小信息;
47、若否,则停止注水且于水滴压力变化信息不变预设的时间间隔长度信息后继续增加速度单位增量信息以更新增速信息并继续冲入水流。
48、通过采用上述技术方案,通过由于水流一部分用于从泄漏处流出,另一部分则对密封块进行冲击,而使得密封块持续移动的最小力度是恒定的,固当密封块移动时则可以得知泄漏处裂缝的大小,提高了管道泄漏的精准度。
49、可选的,输出泄漏检测管路编号信息的同时输出预计管道泄漏位置信息和泄漏裂缝大小信息的方法包括:
50、判断密封块定位信息是否为检测出口编号信息所对应的位置;
51、若是,则输出泄漏检测管路编号信息的同时输出预计管道泄漏位置信息和泄漏裂缝大小信息;
52、若否,则判断密封块定位信息是否变化;
53、若变化,则继续以增速信息从检测进口编号信息所对应的进口处冲入水流;
54、若不变化,则根据密封块定位信息确定后续预计管道泄漏位置信息和后续泄漏裂缝大小信息;
55、根据后续泄漏裂缝大小信息和泄漏裂缝大小信息计算出实际后续泄漏裂缝大小信息;
56、继续输出后续预计管道泄漏位置信息和实际后续泄漏裂缝大小信息直至密封块定位信息为检测出口编号信息。
57、通过采用上述技术方案,通过多次检测从而将所有的泄漏位置一一检测出来,然后根据之前的裂缝大小和现在总的测量出来的裂缝大小进行相减以得到每次测量出来的裂缝大小直至整根管道均检测完毕,提高了泄漏检测的完整性和准确性。
58、可选的,注入填充水量信息所对应的水的方法包括:
59、将水流以缓慢速度信息进行填充并获取当前填充水量信息;
60、于密封块定位信息不变化时判断当前填充水量信息是否等于填充水量信息;
61、若等于,则停止充水;
62、若小于,则判断当前填充水量信息是否可以增加;
63、若是,则输出泄漏检测管路编号信息;
64、若否,则将当前填充水量信息定义为异常填充水量信息;
65、将异常填充水量信息所对应的水量抽出后以超出缓慢速度信息一个速度单位增量信息的增速信息和预设的冲击频率信息将异常填充水量信息所对应的水量注入并判断密封块定位信息是否变化;
66、若变化,则继续获取当前填充水量信息直至密封块定位信息不发生变化或者当前填充水量信息等于填充水量信息;
67、若不发生变化,则继续增加速度单位增量信息并更新增速信息直至密封块定位信息发生变化或者增速信息达到预设的爆管速度信息;
68、于增速信息达到爆管速度信息时输出无法填充信息。
69、通过采用上述技术方案,通过增加水速和冲击频率从而使得当前方存在障碍物而无法前进时可以通过水流冲击力而将其冲破,避免因为前方的阻塞而误以为检测错误的情况,同时将内部堵塞的问题进行解决排除,提高了检测的准确性。
70、可选的,将异常填充水量信息所对应的水量抽出后以增速信息和冲击频率信息将异常填充水量信息所对应的水量注入的方法包括:
71、根据密封块定位信息确定前置拐角信息;
72、判断前置拐角信息是否存在;
73、若不存在,则将异常填充水量信息所对应的水量抽出后以增速信息和冲击频率信息将异常填充水量信息所对应的水量注入;
74、若存在,则根据前置拐角信息确定直线进口编号信息;
75、根据直线进口编号信息和密封块定位信息计算出实际填充水量信息;
76、将异常填充水量信息所对应的水量抽出后以增速信息和冲击频率信息将实际填充水量信息所对应的水量从直线进口编号信息的位置注入。
77、通过采用上述技术方案,通过从最接近密封块定位信息的拐角处进行注水,从而使得水流可以更加直接地冲击到密封块上,减少因为拐角和距离的情况而使得最终冲击力大幅度减小的情况,提高了水流速度控制的高效性。
78、第二方面,本技术提供一种压铸模具管路检测系统,采用如下的技术方案:
79、一种压铸模具管路检测系统,包括:
80、获取模块,用于获取检测管路编号信息、密封块反射距离信息、密封块定位信息、水滴压力变化信息和当前填充水量信息;
81、存储器,用于存储上述任一种压铸模具管路检测方法的控制方法的程序;
82、处理器,存储器中的程序能够被处理器加载执行且实现上述任一种压铸模具管路检测方法的控制方法。
83、通过采用上述技术方案,通过采用密封块和水将整个检测管路进行填充,然后观察密封块的位置从而确定内部是否泄漏,检测更加直观,避免在压铸模具使用时冷却管漏水的情况发生,提高了冷却水管冷却的稳定性,提高了压铸模具工作的稳定性。
84、第三方面,本技术提供智能终端,采用如下的技术方案:
85、智能终端,包括存储器和处理器,存储器上存储有能够被处理器加载并执行上述任一种压铸模具管路检测方法的计算机程序。
86、通过采用上述技术方案,通过采用密封块和水将整个检测管路进行填充,然后观察密封块的位置从而确定内部是否泄漏,检测更加直观,避免在压铸模具使用时冷却管漏水的情况发生,提高了冷却水管冷却的稳定性,提高了压铸模具工作的稳定性。
87、第四方面,本技术提供计算机存储介质,能够存储相应的程序,具有感应准确,输出稳定的特点。
88、计算机可读存储介质,采用如下的技术方案:
89、计算机可读存储介质,存储有能够被处理器加载并执行上述任一种压铸模具管路检测方法的计算机程序。
90、通过采用上述技术方案,通过采用密封块和水将整个检测管路进行填充,然后观察密封块的位置从而确定内部是否泄漏,检测更加直观,避免在压铸模具使用时冷却管漏水的情况发生,提高了冷却水管冷却的稳定性,提高了压铸模具工作的稳定性。
91、综上所述,本技术包括以下至少有益技术效果:
92、1.通过采用密封块和水将整个检测管路进行填充,检测更加直观,提高了冷却水管冷却和压铸模具工作的稳定性;
93、2.通过测试密封块在泄漏位置是否前进,从而确定密封块相对于管径的大小,使得密封块可以停在泄漏位置,提高了水管检测时泄漏位置检测的准确性;
94、3.通过从最接近密封块定位信息的拐角处进行注水,减少因为拐角和距离的情况而使得最终冲击力大幅度减小的情况,提高了水流速度控制的高效性。
- 还没有人留言评论。精彩留言会获得点赞!