塔脚焊缝检测装置、焊缝检测方法及存储介质与流程
本技术涉及缺陷检测技术的领域,尤其是涉及塔脚焊缝检测装置、焊缝检测方法及存储介质。
背景技术:
1、铁塔在高压电网系统和通信网络系统的建设中均的起到了重要的作用,电力铁塔能够承受输电线路的重量和张力,并将其分散到基础和地面上,从而保证输电线路的安全稳定运行。铁塔的塔脚为整个铁塔结构的支撑部件,通常情况下铁塔的塔脚由多块钢板焊接组成,其焊缝质量、焊接的稳定性直接决定了铁塔的稳定性和使用寿命,因此铁塔塔脚在完成焊接之后需要对焊接部位的焊接质量进行检测,将存在焊接缺陷的塔脚分拣出来进行修复或重新加工。
2、目前国内的铁塔构件制造企业主要采用人工目检方式对塔脚焊缝的焊接质量检测,人工目检方式不但检测准确率低,而且缺陷识别率不高,检测结果受工人经验和主观因素直接影响,因此需要进行改进。
技术实现思路
1、为了提高工作人员对塔脚焊接缺陷的检测效率,本技术提供了塔脚焊缝检测装置、焊缝检测方法及存储介质。
2、第一方面,本技术提供的焊缝检测方法,采用如下的技术方案:
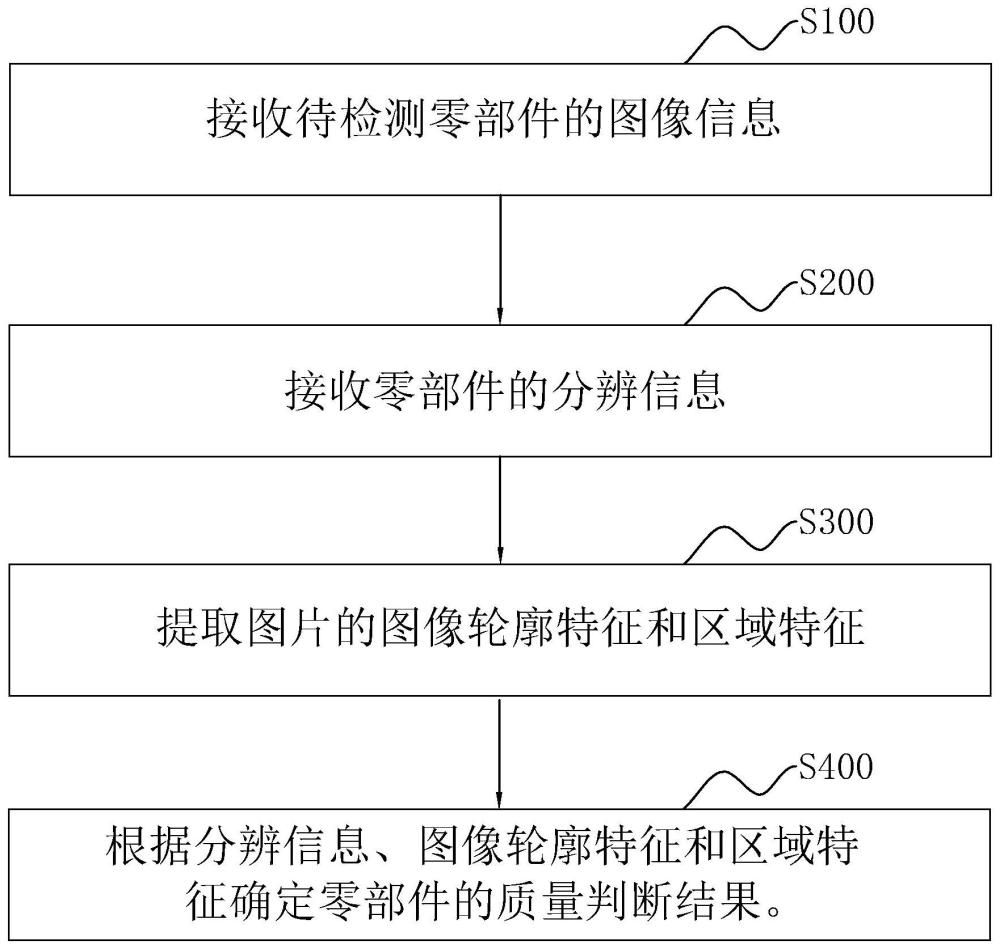
3、所述焊缝检测方法包括:
4、接收待检测零部件的图像信息;所述图像信息包括若干图片;
5、接收零部件的分辨信息,所述分辨信息包含表征所述零部件缺陷类型和缺陷特征的信息;
6、提取所述图片的图像轮廓特征和区域特征;
7、根据所述分辨信息、所述图像轮廓特征和所述区域特征确定所述零部件的质量判断结果。
8、通过采用上述技术方案,接收到待检测零部件的图像信息后,对焊接完成的塔脚焊缝的图片的图像轮廓特征和区域特征进行自动提取,根据图像轮廓特征、区域特征与分辨信息的比对结果确定零部件的质量判断结果,从而能够判断待检测的零部件是否达标,工作人员能够直接对质量判断的结果进行查看,无需对每一个待检测的零部件的表面进行仔细查看,提高工作人员对塔脚零部件焊接缺陷的检测效率,节约企业的人工成本。
9、可选的,所述分辨信息包括若干缺陷类型和与若干所述缺陷类型相对应的缺陷特征数据集;
10、若所述图像轮廓特征和所述区域特征均与所述缺陷特征数据集不存在交集,则所述质量判断结果为所述待检测零部件达标;
11、若所述图像轮廓特征与所述缺陷特征数据集存在交集或所述区域特征中与所述缺陷特征数据集存在交集,则所述质量判断结果为述待检测零部件不达标。
12、通过采用上述技术方案,明确了待检测零部件是否达标的判断方式,通过将图像轮廓特征和所述区域特征与缺陷特征数据集中的数据进行比对判断待检测零部件是否达标。
13、可选的,所述缺陷类型包括焊缝未焊满、根部收缩、咬边、焊偏、焊缝裂纹、电弧擦伤、表面气孔和表面夹渣;
14、所述焊缝检测方法还包括
15、获取多张样本图像作为训练数据集;
16、对所述训练数据集中的所述样本图像中的焊缝未焊满、根部收缩、咬边、焊偏、焊缝裂纹、电弧擦伤、表面气孔和表面夹渣的区域进行标注;
17、将标注有所述缺陷类型的所述样本图像作为所述缺陷特征数据集。
18、通过采用上述技术方案,明确了缺陷类型和缺陷特征数据集的具体内容。
19、可选的,当所述质量判断结果为所述待检测零部件不达标,则获取不达标的所述待检测零部件对应的所述图片、不达标的所述待检测零部件的所述缺陷类型,以及缺陷在所述图片中的位置信息,所位置信息包括缺陷在图片中的横纵坐标信息。
20、通过采用上述技术方案,工作人员能够根据不达标的待检测零部件对应的图片、不达标的待检测零部件的缺陷类型和缺陷在图片中的位置信息迅速定位到塔脚焊接缺陷所在的位置,从而便于工作人员对塔脚焊接缺陷的进行人工验核,提高焊缝检测的准确性。
21、可选的,基于所述不达标的所述待检测零部件对应的所述图片、所述不达标的所述待检测零部件的所述缺陷类型,以及缺陷在所述图片中的位置信息生成提醒信息,并将所述提醒信息发送至工作人员对应的客户端。
22、通过采用上述技术方案,塔脚焊缝检测装置对待检测零部件的质量判断结果为待检测零部件不达标,工作人员即可接收到提醒信息,使得工作人员能够立即对不合格的零部件进行分拣,提高零部件的合格率。
23、可选的,还包括:利用栅格畸变校正算法,对所述图片的畸变进行校正,以实现对所述图片中各图像轮廓特征对应的所述位置信息进行校正。
24、通过采用上述技术方案,栅格数据模型具有强大的空间分析能力,且栅格数据中每一个像素单元的值都是相同的,数据一致性高,适用于精度要求较高的焊缝图像的分析,使得图像中各个区域的像素保持准确的位置关系,提高图片中各图像轮廓特征对应的位置信息的准确性。
25、第二方面,本技术提供的塔脚焊缝检测装置,采用如下的技术方案:
26、一种塔脚焊缝检测装置,包括:
27、处理器,用于在运行所述焊缝检测程序时执行所述焊缝检测方法的步骤;
28、与所述处理器通信连接的存储器,所述存储器中储存有可在所述处理器上运行的计算机程序;
29、与所述处理器通讯连接的图像采集设备,所述图像采集设备设置于焊枪上,所述图像采集设备用于采集待检测零部件的图像信息;所述图像采集设备设置于所述焊枪靠近焊接头的位置。
30、通过采用上述技术方案,图像采集设备能够采集待检测零部件的图像信息并发送至处理器;当焊枪完成对钢板等零部件的焊接之后,图像采集设备立刻开启,对零部件焊接完成部位的图像信息进行采集并发送至处理器进行处理和识别;处理器根据图片的图像轮廓特征和区域特征与分辨信息的比对结果确定零部件的质量判断结果,从而能够判断待检测的零部件是否达标,提高工作人员对塔脚零部件焊接缺陷的检测效率。
31、可选的,所述图像采集设备包括线扫相机,所述焊枪靠近焊接头的一端设置有支架,线扫相机设置于所述支架上;
32、所述支架上还固定设置有环形光源,所述环形光源设置于所述支架靠近所述线扫相机图像采集端的一端,所述环形光源的轴线与所述线扫相机图像采集端所在的轴线呈共线设置。
33、通过采用上述技术方案,线扫相机能够连续采集多组高分辨率的图片,从而能够提高塔脚零部件焊接缺陷的检测精度;除此之外,线扫相机具有较高的数据传输速率,进一步提高塔脚零部件焊接缺陷的检测效率;环形光源发出的光能够均匀的照射在塔脚零部件附近,使得待检测的零部件在图像采集时能够受到足够的光线照射,提高图片的拍摄效果;工作人员能够根据加工环境周围的工作亮度自行控制环形光源的发光亮度,对塔脚零部件周围进行补光,使得采集到的图片达到较佳的效果,以便于处理器对图片的处理和识别。
34、可选的,还包括防护罩,所述线扫相机固定设置于所述防护罩的内壁,所述防护罩靠近所述线扫相机图像采集端的侧壁贯穿开设有避让槽,所述环形光源设置于所述防护罩靠近的侧壁上;
35、还包括旋转组件,所述旋转组件用于控制所述防护罩与所述线扫相机向靠近或远离所述待检测零部件的反向往复移动。
36、通过采用上述技术方案,防护罩能够对线扫相机进行保护,从而能够减小因钢板焊接时温度过高导致线扫相机损坏的可能性,延长线扫相机的使用寿命;旋转组件能够控制防护罩与线扫相机向靠近或远离待检测零部件的方向往复移动;塔脚焊接之前,旋转组件带动防护罩与线扫相机向远离待检测零部件的方向移动,使得线扫相机与焊接部位的距离增加,减小因钢板焊接时温度过高导致线扫相机损坏的可能性;塔脚焊接完成后,旋转组件带动防护罩与线扫相机向靠近待检测零部件的方向移动,使得线扫相机对待检测零部件的图像信息进行近距离采集,提高塔脚零部件焊接缺陷的检测精度。
37、第三方面,本技术提供的计算机可读存储介质,采用如下的技术方案:
38、计算机可读存储介质,所述计算机可读存储介质存储有计算机程序;所述计算机程序被处理器执行时实现上述焊缝检测方法。
39、通过采用上述技术方案,提供了焊缝检测方法的计算机程序的载体。
40、综上所述,本技术包括以下有益技术效果:
41、接收到待检测零部件的图像信息后,对图片的图像轮廓特征和区域特征自动提取,并根据图像轮廓特征、区域特征与分辨信息的比对结果输出零部件的质量判断结果;工作人员能够直接对质量判断的结果进行查看,无需对每一个待检测的零部件的表面进行仔细查看,提高工作人员对塔脚零部件焊接缺陷的检测效率,
- 还没有人留言评论。精彩留言会获得点赞!