一种精密外形尺寸、质量偏差智能检测设备的制作方法
本发明属于被测物体试验用具,具体涉及一种精密件智能测长称重一体的检测设备。
背景技术:
1、工程建设需要大量精密件,诸如各种特钢进场需进行大量的精密件的质量偏差检测。传统人工进行精密件质量偏差检测通过用钢尺逐支量取被测物体试验尺寸,用电子天平对被测物体试样进行称重,费时费力。现今市面上存在的精密件质量偏差仪可单独对每个被测物体试件进行测长和称重,但其存在三个缺点:一、利用激光位移传感器测长,其原理是利用激光检测光圈照射被测物体试件两端截面,而检测光圈是一固定小圆点,不同待测被测物体试件两端的截面不能保证完全相同,被测物体稍微有点弯曲时,被测物体截面被照射的位置发生改变,就会增大测量误差;二、单独称重导致单个测量试件质量误差的累积,使测量质量结果偏差增大;三、该仪器每根被测物体试样的测量均需要人工将试件放到仪器指定的位置,工作效率不高。因此,这种大批量的检测试验亟需一种精准、高效的检测设备来实现试件的批量检测。
技术实现思路
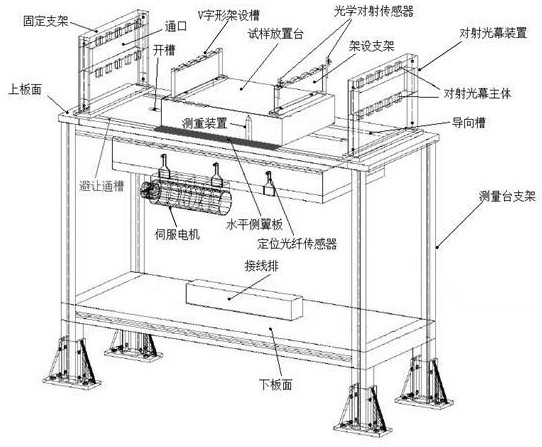
1、鉴于上述考虑本发明提供一种精密外形尺寸、质量偏差智能检测设备,包括:测量台支架、试样放置台、伺服滑台模组、对射光幕装置、测重装置、检测装置及附件。
2、其中,所述测量台支架具有上板面,其底部可拆卸固定安装了伺服滑台模组,所述上板面两端上表面可拆卸安装所述对射光幕装置,所述试样放置台由所述伺服滑台模组控制而可移动地安装于所述上板面上的开槽上,且位于所述对射光幕装置之间。
3、可选地,所述伺服滑台模组包括设置于上板面底部而通过所述开槽连接所述试样放置台的滑移组件,以及滑移组件下方可拆卸连接的伺服电机,用于驱动所述滑移组件以实现所述试样放置台的可移动。
4、优选地,所述滑移组件上安装定位光纤传感器,用于对所述移动的距离进行传感,从而控制所述移动的行程范围。
5、可选地,所述试样放置台底部表面,或所述试样放置台底部外延出的水平侧翼板下表面上,等间距设置有多个凸起,此时在所述上板面上,且在所述开槽面向定位光纤传感器的一侧还具有供所述多个凸起嵌入,且在移动过程中起到导向作用的避让通槽,用于使得定位光纤传感器能够扫描到嵌入所述避让通槽的不同的所述凸起,从而计算出移动过程中所经的所述行程范围。
6、优选地,所述多个凸起之间突出所述上板面底部表面向下,且高度不相同,且各自的高度差在5-20mm。
7、可以理解的是,对于所述计算,当经过每一个所述凸起时,在定位光纤传感器的信号函数的时间轴上会产生特征反馈延时(采用锁模激光技术,光谱时间分辨到达皮秒,因此即便是毫米的高度差仍然可以分辨),从而判断所经历的凸起对应的上面板上的位置。这是因为,每个固定位置的定位光纤传感器扫描到某一具有对应特征反馈延时的凸起时,所述试样放置台在所述上板面上的位置是唯一确定的。
8、优选地,所述定位光纤传感器为多个。通过每一个定位光纤传感器的扫描过的凸起,以及移动起止时间点,就能够计算出移动距离。
9、优选地,在移动开始前,将试样放置台移动到所选定的一个定位光纤传感器刚识别到预选的一个凸起时所处的位置。由此就获得起始位置坐标,从而通过接下来移动过程所经历的各个凸起的时刻以及移动停止时间,和预设移动速度。就能计算出任意移动的距离。当设置多个定位光纤传感器时能够按照定位光纤传感器计算出的多个移动距离作算术平均而更精确测量移动距离;所述试样放置台移动过程中,当移动距离过长,使得至少一个所述定位光纤传感器扫描到的多个凸起存在范围之外时,其他在所述存在范围之内的至少一个所述定位光纤传感器能够继续识别凸起,从而不妨碍位移的测量。
10、更优选地,所述预选的一个凸起是该凸起的中心线与所述上板面底部表面在长度方向上的对称线重合,或者,该凸起的中心线的投影与所述对称线的延长线重合。
11、优选地,当所述样品放置台移动(向左或向右)到与对射光幕装置接触的极限位置时,尚有至少一个凸起未被扫描到,或至少仍然有一个凸起正好被扫描到。
12、可选地,以替代凸起的方案。所述上板面底部表面安装有光栅尺,从而配合定位光纤传感器,获取到位移距离。
13、所述附件包括但不仅限于设置于所述测试台支架下板面的上表面上的用于连接伺服电机、定位光纤传感器、对射光幕装置、测重装置之电源线的接线排,机械手,以及控制所述伺服电机和机械手运行的远程处理器。
14、可选地,所述对射光幕装置包括对射光幕主体,以及对射光幕主体固定支架,所述对射光幕主体固定支架具有让被测物体穿过的通口,且所述对射光幕装置能够在所述上板面上相向或相离方向而相对移动调节间距,以适合不同长度的被测物体试件。
15、可选地,所述相对移动调节间距借助避让通槽实现。
16、优选地,所述相对移动调节间距借助避让通槽,以及设置于所述上板面在远离定位光纤传感器的所述开槽的另一侧的导向槽实现。
17、优选地,所述被测物体试件的长度尺寸,需要满足如下条件:
18、当其架设定位在所述检测装置上时,能通过机械手移动微调被测物体位置,得至少一侧的对射光幕装置额度光路能够不被遮挡,且控制(即经由控制所述伺服电机来控制)所述试样放置台移动时,被测物体至少一端能够穿过所述通口而露出端面,使得机械手能够可靠抓握所述至少一端。
19、可以理解的是,相对移动调节间距,以及机械手的微调动作,都能使得上述条件满足,除非长度太长。其中相对移动调节间距可以人工调节。
20、由此能够例如通过确定好试样放置台初始位置时,再继续移动调试,使得一个对射光幕装置刚被遮挡时停止移动,从而计算出此时的初始测试位置,或者通过所述凸起或光栅尺计算得到初始测试位置。一般地,初始测试位置可以是被测物体上任一预选的位置,不必是所述刚被遮挡时的端面位置。
21、可选地,所述机械手可一次性抓取1-5个试样架设定位在检测装置上。
22、优选地,在架设定位前,检测装置识别其上是否留有未移走的被测物体,若是则所述机械手将所有未移走的被测物体移走,再进行所述架设定位;若否则直接进行所述架设定位。
23、所述检测装置和测重装置设置于所述试样放置台,所述检测装置用于测量前将至少一个被测物体试样架设定位,当完成所述定位后,所述检测装置和测重装置分别能够识别被测物体是否满载以及当前定位被测物体的总质量,所述检测装置还用于识别试样放置台上是否有正被测试的试样存在,以防止误操作机器人夹爪而与试样碰撞。
24、可选地,所述检测装置由一对具有多个v字形架设槽的架设支架,以及一对设置在至少一侧架设支架上的光学对射传感器组成,所述光学对射传感器根据光是否被遮挡而在架设定位前判断是否存在未移走的所述被测物体。
25、优选地,检测时所述v字形架设槽表面涂覆润滑剂(其微小质量不能被测重装置感测到,可忽略不计),使得机械手微调或抽离被测物体时顺滑。
26、所述对射光幕装置能够通过所述主体来检测遮挡对射光路的被测物体表面两侧的发射光信号和反射信号的时间延迟,发送给远程处理器以计算出每一时刻的反射点的位置,从而建立空间直角坐标系得到被测物体纵剖面上下两侧的两条轮廓函数和,且和值域均定义为正实数,基于两条轮廓函数计算出被测物体遮挡两侧对射光幕装置光路期间移动过的体积和,由此计算出被测物体两侧的质量偏差,这里被测物体端面近似竖直的,则,其中、和、分别是一侧被测物体遮挡对射光路的移动起止截面位置,为被测物体密度,
27、则通过一侧通口的被测物体总长为或者 ,通过另一侧通口的被测物体总长为或者,被测物体两侧长度偏差,或
28、可选地,通过远程处理器控制试样放置台从任一侧通口将被测物体自其一端面遮挡该侧的对射光幕光路时开始,向所述该侧的对射光幕装置移动至极限位置后,再控制机械臂继续沿着移动方向将被测物体整体抽离,从而得整条被测物体完整通过所述通口,则被测物体总长,或,总质量,其中和是被测物体两条完整轮廓和的端点在直角坐标系中的横坐标。
29、设测重装置侧重结果对应质量为,则视在长度,则被测物体总长偏差,或者,总质量偏差,其中为根据标称直径换算成的被测物体横截面积。
30、优选地,被测物体两侧长度偏差取平均值,被测物体总长偏差取平均值。
31、可以理解的是,对于弯曲的被测物体,其架设定位后根据最小能量原理,其总是呈现中间隆起的一侧朝上,而两端下垂的定位姿态。因此反映到轮廓曲线,其整体总是呈现向上凸函数。
32、可以理解的是,若定义向右侧移动为坐标系x轴正向时,被测物体左侧轮廓曲线绝对值内的积分值为正数,右侧的为负数,对于体积和则正负情况对应一致。
33、可选地,对于多个被测物体,则能够进一步对被测物体两侧长度偏差或所取的平均值,以及被测物体总长偏差取或所取的平均值对根数取平均。
34、本发明第二个目的提供一种精密外形尺寸、质量偏差的检测方法,包括采用上述的检测设备进行如下检测步骤:
35、s1检测设备上的检测装置上是否存在被测物体,若存在远程处理器控制机械手将被测物体从通口抽离设备而被完全移走后执行步骤s2,若不存在则直接执行s2;
36、s2远程处理器控制机械手一次或多次抓取共1-5个待测试样从通口穿入架设在测重装置的试样支架上,并微调位置而定位,通过测重传感器可以测量试样的质量;
37、s3远程处理器控制所述试样放置台定位到上板面上一个预设位置,然后开始计时,控制所述试样放置台往左或右分别移动规定的距离,得到被测物体两侧遮挡对射光幕装置的对射光路的移动起止截面位置、和、;
38、s4计算出被测物体两侧的质量偏差,这里被测物体端面近似竖直的,则,为被测物体密度;计算通过一侧通口的被测物体总长为或者 ,通过另一侧通口的被测物体总长为或者,被测物体两侧长度偏差,或。
39、可选地,在s4之后还包括如下步骤:通过远程处理器控制试样放置台从任一侧通口将被测物体自其一端面遮挡该侧的对射光幕光路时开始,向遮挡一侧移动值极限位置后,再控制机械臂继续沿着移动方向将被测物体整体抽离,从而得整条被测物体完整通过所述通口,此时,s4还包括计算视在长度,则被测物体总长偏差,或者,总质量偏差,其中为根据标称直径换算成的被测物体横截面积。
40、优选地,被测物体两侧长度偏差取平均值,被测物体总长偏差取平均值。
41、本发明第三个目的提供一种计算机可读非暂时性存储介质,其中存储有可由所述精密外形尺寸、质量偏差智能检测设备中远程处理器运行而实现上述方法的计算机可读程序。
42、相比于传统的人工测量、现存的精密件尺寸、质量偏差测量仪,本发明的智能测长称重设备拟在解决人工测量和现存测量仪低精度、低效率、大量人力投入等方面的问题,主要解决的技术问题如下:
43、1、传统检测试验低精度问题。通过装备对射光幕装置代替传统的激光位移传感器来提升试验的测长精度,装配重力传感器代替电子天平来提升试验的称重精度;
44、2、传统检测试验低效率问题。采用五组对射光幕元件一次检测五个试件,同时在试样台上增设测重装置,测长称重一体化,大幅提升检测工作效率;
45、3、通过左右移动检测出被测物体两端的长度和质量差,而准确确定因弯曲导致的被测物体的左右端质量偏差和长度偏差。通过机械手自样品放置台极限位继续移动方向抽离被测物体,能够检测到区别于视在长度的准确总长、总质量,以及总长和总质量的偏差。
46、4、大量人力资源的投入问题。本设备适用于智能被测物体试验检测相关设备的配套使用,被测物体试件检测取放采用智能机械臂代替人工操作,可实现尺寸、质量的自动测量,大大减少了人力资源的投入,并可将测量基础数据上传至计算机进行显示和打印,供后续出具实验报告。
- 还没有人留言评论。精彩留言会获得点赞!