表面轮廓检测标定方法、系统、自动化检测设备及介质与流程
本发明属于线激光测量领域,尤其涉及一种表面轮廓检测标定方法、系统、自动化检测设备及介质。
背景技术:
1、基于线激光的三维重建技术,主要是通过向物体表面投射激光,激光由于物体表面深度的变化以及可能的间隙而受到调制,表现在图像中则是光条发生了变化和不连续,变化的程度与深度成正比,不连续则显示出了物体表面的物理间隙。通过数学模型重建此调制过程,从而根据激光平面和物体外表面交线的二维激光条纹图像获得其三维坐标。由于其重建速度快、结构简单、精度高、抗干扰能力强的优点,被广泛应用于汽车生产、电子制造等各个领域中的产品尺寸检测、焊缝跟踪、工件轮廓测量、机器人轨迹引导等诸多场景中。
2、线激光轮廓传感器一次测量一条轮廓信息,要想得到一个物体的完整点云图像,则需要借助运动装置对物体进行扫描,然后将扫描轮廓进行拼接从而得到物体的点云;但是单个传感器由于视野限制,不能通过一次扫描获得物体所有表面的点云图像,也就不能获得整个物体的点云图像;同时由于单个传感器x轴量程的限制,其无法满足x方向大范围测量需求。
3、对于一个标定好的线激光轮廓传感器,由于安装偏差会导致其扫描出来的点云变形,比如物体扫描运动方向与传感器本身的y轴不平行,导致扫描一个矩形块时,其会在x方向拉伸,y方向倾斜;传感器本身的xoz平面与运动平面不垂直,导致测量高度不准确。
4、对于多个线激光轮廓传感器的联合测量,每个传感器都会存在安装偏差,然后各个传感器之间的位姿也是不知道的,每个传感器扫描出来的点云也是在各自的坐标系下,拼接出来的完整点云将非常不准确。
5、专利公开号为cn116612195a,名称为“一种相机标定体及用于圆柱形钢材的多相机联合标定方法”,公开了一种用于圆柱形钢材的多相机联合标定方法,包括:环绕相机标定体的圆周方向均匀设置六个3d相机,相机标定体中的六棱柱的每一个面分别对准每一个3d相机;基于相机标定体位置建立相机空间坐标系和世界空间坐标系;利用每一个3d相机采集相机标定体的表面轮廓数据,分别计算不同投影面的多个标定参数;基于相机空间坐标系和世界空间坐标系得到相机空间到世界空间的旋转平移矩阵,基于旋转平移矩阵和多个标定参数计算相机标定体的世界坐标以实现标定。该发明还提供了一种相机标定体。该发明充分考虑空间转换过程的各个参数,在棒材、管材表面缺陷检测和轮廓尺寸测量等方面应用可以起到改善测量精确度的作用;与上述方案类似,专利公开号为cn115375776a,名称为“一种线激光3d相机的环形布局标定方法”,通过设置多边形棱柱标定块,围绕多边形棱柱标定块垂直截面均匀环形布局至少三台线激光3d相机,使每台线激光3d相机均可观测到多边形棱柱标定块的一个角,通过标定线激光3d相机之间的刚体变换矩阵,使其他线激光3d相机的坐标系统一到参考线激光3d相机的坐标系下;虽然上述专利均提供了一种多相机联合标定方法,但是并未对标定物相对运动方向放置倾斜的问题进行解决。
6、综上所述,现有技术存在以下缺点:
7、1、坐标系统一的精度不高;
8、2、需要用户手动调整传感器使得激光面共面,操作繁琐且精度不高;
9、3、没有考虑标定块相对运动方向放置倾斜。
10、因此本发明为满足大范围多视角测量需求,提供了一种表面轮廓检测标定方法、系统、自动化检测设备及介质。
技术实现思路
1、本发明的目的在于克服现有技术存在的以上问题,提供一种表面轮廓检测标定方法、系统、自动化检测设备及介质。
2、为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
3、一种表面轮廓检测标定方法,包括:
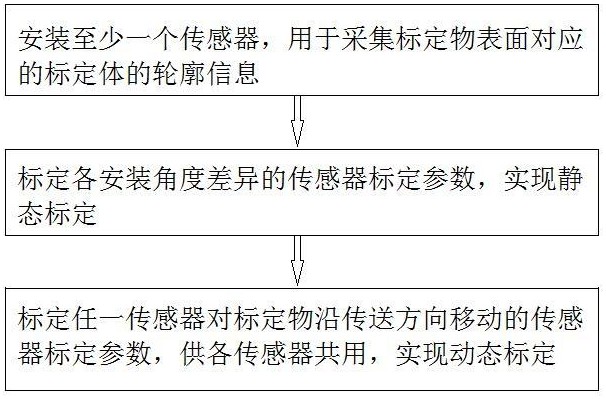
4、安装至少一个传感器,用于采集标定物表面对应的标定体的轮廓信息;
5、标定各安装角度差异的传感器标定参数,实现静态标定;
6、标定任一传感器对标定物沿传送方向移动的传感器标定参数,供各传感器共用,实现动态标定;
7、其中,动态标定利用标定物在传送方向上,任一特征点移动前后的高度变化量、垂直于传送方向的水平变化量。
8、进一步地,静态标定包括:
9、采集与传感器相对静止的标定物,其表面被线激光覆盖的轮廓信息;
10、分析传感器坐标系与标定体坐标系的相对转角;
11、计算相对转角获取轮廓信息的静态变换结果,以实现传感器标定参数的静态标定。
12、进一步地,动态标定包括:
13、分析任一特征点移动前后的高度变化量、垂直于传送方向的水平变化量获得标定物偏角;
14、计算标定物偏角获得轮廓信息的动态变换结果,以实现传感器标定参数的动态标定。
15、进一步地,还包括分析轮廓信息的动态变换结果获取平移向量,以统一坐标系;
16、获取平移向量包括:
17、采集传感器坐标系下关键特征点坐标;
18、分析上述关键特征点坐标在标定体坐标系下的坐标;
19、比对上述结果,得到平移向量。
20、本发明还提供一种表面轮廓检测标定系统,包括:
21、标定模块,包括与传感器对应的标定物,且标定物表面信息已知;
22、传感器,用于投射线激光到标定模块表面,并采集标定物被线激光投射后的轮廓信息;
23、传送模块,用于带动标定模块移动;
24、控制模块,用于执行上述标定方法。
25、进一步地,标定物表面分布有若干标定体,标定体与标定体底面相交形成两条相互平行的棱边,且标定体表面至少具有一条与该棱边平行的特征线。
26、本发明还提供一种自动化检测设备,包括
27、传感器固定单元,用于传感器的安装固定;
28、传送单元,用于接收控制器的控制指令并运行传送,包括至少一个支撑固定部,支撑固定部用于支撑固定标定物,且标定物与传感器之间无遮挡物;
29、控制器,分别连接有传送单元和存储器;
30、存储器,存储器中存储有被控制器执行的计算机程序,所述计算机程序被设置为运行时执行上述标定方法。
31、进一步地,所述传送单元包括传送机构,支撑固定部为传送机构本体的一部分。
32、进一步地,所述传送单元包括传送机构,支撑固定部两端分别与传送机构、标定物固定相连。
33、本发明还提供一种计算机可读存储介质,包括计算机程序,所述计算机程序被处理器执行时实现上述标定方法。
34、本发明的有益效果是:
35、(1)本发明的标定方法通过静态标定和动态标定的结合,实现了坐标系的统一,且标定精度高;
36、(2)本发明的标定方法通过其中静态标定步骤的实施,能够有效解决传感器安装偏差的问题,无需用户手动调整传感器,简化操作流程,提高传感器的测量精度;
37、(3)本发明的标定方法通过其中动态标定步骤的实施,能够有效解决标定物相对运动方向放置倾斜的问题,进一步保证了传感器测量的高精度;
38、(4)本发明的标定方法标定过程简单方便,节省人工与时间成本;
39、(5)本发明中的标定物容易制作且能够充分保证精度。
- 还没有人留言评论。精彩留言会获得点赞!