辊压极片在线测厚方法及测厚装置与流程
本发明涉及电池生产,尤其涉及一种辊压极片在线测厚方法及测厚装置。
背景技术:
1、在锂电池生产过程中,需要一道辊压工序,辊压工序就是将极片进行压实,使得极片的密度提高,从而提高电芯的能量密度。极片辊压后的厚度h非常重要,其影响着后续卷绕工序的对齐度和最终成型的电芯厚度,因此需要对辊压后的极片进行厚度测量。现有技术中,常使用激光传感器对辊压后的极片进行厚度测量,其测量原理如下:两个激光传感器之间的距离为lab,上方的激光传感器到极片上表面的距离测量值为la,下方的激光传感器到极片下表面的距离测量值为lb,则极片的厚度h=lab-la-lb。
2、如图1和图2所示,现有技术中的激光测厚装置常使用c型架10或o型架13安装相对的两个激光传感器11,在使用c型架10时,两个激光传感器11分别安装在c型架10的两个悬臂的顶端,然后电机通过丝杠、螺母、导轨、滑块等控制c型架10和激光传感器11在辊压极片12的宽度方向上移动,用于实现整个辊压极片12幅宽方向的厚度测量,当辊压极片12的宽度w较大时,c型架10的悬臂长度wc(wc=w+x,其中w为辊压极片12宽度,x≈200mm)会随之增加,而悬臂越长,两个悬臂由于温度、震动和自身重力等的影响而产生的变形就会越大,即lab产生了较大变化,进而导致辊压极片12厚度h产生了较大的误差。
3、同样地,在使用o型架13时,激光传感器11分别安装在o型架13的中部,当辊压极片12的宽度w较大时,o型架13的内部空心部分的长度wo会随之增加,导致o型架13的两个支撑臂的变形就会增大,也即lab产生了较大变化,进而导致辊压极片12厚度h产生了误差。另外,采用o型架13或者c型架10后,设备的总长度wz大幅增加,占用了较大的车间空间,不利于降低生产车间的建造成本。
4、因此,亟需提供一种新型的辊压极片在线测厚方法及测厚装置,从而解决现有技术中的上述技术问题。
技术实现思路
1、本发明的目的在于提供一种辊压极片在线测厚方法,能够减小测厚时由于设备形变、震动等不利因素造成的测量误差,提高辊压极片厚度测量的准确性,适用于宽度较大的辊压极片。
2、为达此目的,本发明采用以下技术方案:
3、该辊压极片在线测厚方法包括步骤:
4、s1、过辊组沿预设方向输送极片带,并将上述极片带撑出开口部,上述开口部具有两段上述极片带;
5、s2、在上述开口部外侧的上下两端一一对应设置两个悬臂部,上述悬臂部设置有第一传感器;在上述开口部的内侧设置有两个第二传感器,两个上述第一传感器与两个上述第二传感器一一对应且相对设置;
6、s3、开启上述第一传感器和上述第二传感器,测量上述极片带的上述开口部的厚度;测得上述开口部上方的极片带厚度为hab,下方的极片带厚度为hcd,则上述极片带的平均厚度为(hab+hcd)/2;
7、s4、改变上述第一传感器和上述第二传感器沿第一方向的位置,重复上述步骤s3,再次测量上述极片带的厚度;上述第一方向为上述极片带的宽度方向。
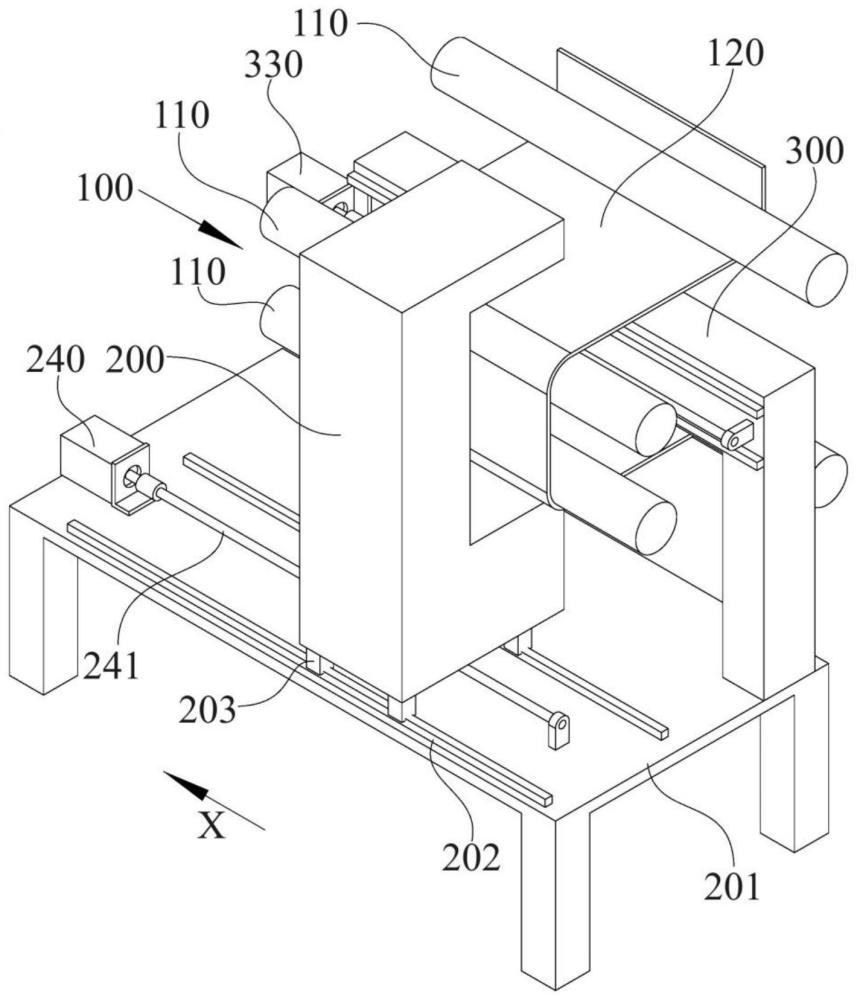
8、本发明的另一个目的在于提供一种辊压极片在线测厚装置,该辊压极片在线测厚装置包括过辊组、两个悬臂部和两个第二传感器,上述过辊组用于支撑沿预设方向输送的极片带,以使上述极片带被撑出开口部,上述开口部具有均平行于水平面的两段上述极片带;两个上述悬臂部分设于上述开口部上下两端,每个上述悬臂部均安装有第一传感器;上述第二传感器被围设于上述开口部的内部,两个上述第一传感器与两个上述第二传感器一一对应且相对设置;上述第一传感器与上述第二传感器能够沿第一方向运动并改变位置,上述第一方向为上述极片带的宽度方向。
9、可选地,上述悬臂部固接于移动支架,上述移动支架滑动连接于上述底座,上述底座固接有设置有第一驱动件,上述第一驱动件的输出端连接有上述移动支架。
10、可选地,上述底座设置有沿上述第一方向延伸的第一导轨,上述移动支架的底部设置有与上述第一导轨滑动连接的第一滑块。
11、可选地,上述底座固接有固定支架,两个上述第二传感器上下设置且均固接于滑动支架,上述滑动支架与上述固定支架的侧壁滑动连接,上述固定支架固接有第二驱动件,上述第二驱动件的输出端连接有上述滑动支架。
12、可选地,上述第一驱动件与上述第二驱动件同步运行,以使上述第一传感器与上述第二传感器始终相对设置。
13、可选地,上述第一驱动件和上述第二驱动件均为驱动电机,且上述驱动电机的输出端设置有丝杠螺母组件。
14、可选地,上述移动支架还包括竖直设置的连接部,上述连接部的上下两端分别连接有上述悬臂部,上述连接部和两个上述悬臂部一体成型设置,且上述移动支架的纵截面呈c型。
15、可选地,位于下方的上述悬臂部的高度大于位于上方的上述悬臂部的高度。
16、可选地,上述悬臂部的长度为k,200mm≤k≤250mm。
17、有益效果:
18、本实施例中的辊压极片在线测厚方法与测厚装置通过使用过辊组将极片带沿预设方向输送,并将极片带支撑构成一个开口部,开口部的上下两端设置两个悬臂部,悬臂部设置有第一传感器,开口部的内部设置有两个第二传感器,两个第二传感器与两个第一传感器一一对应并相对设置,从而测量开口部上下两部分极片带的厚度,将两者取平均值后即可得到极片带的厚度,从而所获得的数据更加符合极片带的真实厚度情况;并且第一传感器和第二传感器沿第一方向的位置可以改变,从而测量极片带不同宽度位置处的厚度,悬臂部的长度无需根据极片带的宽度增长而改变,缩短了悬臂部的长度,减少了测量误差,从而测得的极片带的厚度数据更加准确。
技术特征:
1.辊压极片在线测厚方法,其特征在于,包括步骤:
2.辊压极片在线测厚装置,其特征在于,包括:
3.根据权利要求2所述的辊压极片在线测厚装置,其特征在于,所述悬臂部(210)固接于移动支架(200),所述移动支架(200)滑动连接于底座(201),所述底座(201)固接有设置有第一驱动件(240),所述第一驱动件(240)的输出端连接有所述移动支架(200)。
4.根据权利要求3所述的辊压极片在线测厚装置,其特征在于,所述底座(201)设置有沿所述第一方向延伸的第一导轨(202),所述移动支架(200)的底部设置有与所述第一导轨(202)滑动连接的第一滑块(203)。
5.根据权利要求3所述的辊压极片在线测厚装置,其特征在于,所述底座(201)固接有固定支架(300),两个所述第二传感器(310)上下设置且均固接于滑动支架(320),所述滑动支架(320)滑动连接于所述固定支架(300)的侧壁,所述固定支架(300)固接有第二驱动件(330),所述第二驱动件(330)的输出端连接有所述滑动支架(320)。
6.根据权利要求5所述的辊压极片在线测厚装置,其特征在于,所述第一驱动件(240)与所述第二驱动件(330)同步运行,以使所述第一传感器(230)与所述第二传感器(310)始终相对设置。
7.根据权利要求6所述的辊压极片在线测厚装置,其特征在于,所述第一驱动件(240)和所述第二驱动件(330)均为驱动电机,且所述驱动电机的输出端设置有丝杠螺母组件(241)。
8.根据权利要求3-7中任一项所述的辊压极片在线测厚装置,其特征在于,所述移动支架(200)包括竖直设置的连接部(220),所述连接部(220)的上下两端分别连接有所述悬臂部(210),所述连接部(220)和两个所述悬臂部(210)一体成型设置,以使所述移动支架(200)的纵截面呈c型。
9.根据权利要求8所述的辊压极片在线测厚装置,其特征在于,位于下方的所述悬臂部(210)的高度大于位于上方的所述悬臂部(210)的高度。
10.根据权利要求2-7中任一项所述的辊压极片在线测厚装置,其特征在于,所述悬臂部(210)的长度为k,200mm≤k≤250mm。
技术总结
本发明属于电池生产技术领域,公开了一种辊压极片在线测厚方法及测厚装置。该辊压极片在线测厚装置包括过辊组、移动支架和固定支架,过辊组用于支撑沿预设方向输送的极片带,以使极片带被撑出开口部,开口部具有均平行于水平面的两段极片带;移动支架包括两个悬臂部,两个悬臂部分设于开口部上下两端,悬臂部安装有第一传感器;移动支架滑动连接于底座,或第一传感器滑动连接于移动支架;固定支架固接于底座,固定支架滑动连接有两个第二传感器,第二传感器位于开口部的内部,两个第一传感器与两个第二传感器一一对应且相对设置。该辊压极片在线测厚装置,能够减小测厚时的测量误差,提高辊压极片厚度测量的准确性,适用于宽度较大的辊压极片。
技术研发人员:何林民,杨立华,吴建华
受保护的技术使用者:兰钧新能源科技有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!