一种坯布缺陷视觉检测设备及方法与流程
本发明属于坯布缺陷视觉检测,特别涉及一种坯布缺陷视觉检测设备及方法。
背景技术:
1、坯布在进行生产时,需要进行依次经过络筒、整经、浆纱、穿经、织布和整理过程,然后经过准备工序加工处理的经纱与纬纱通过织布机根据织物规格要求,按照一定的工艺设计交织成坯布织物。
2、现有的坯布缺陷视觉检测设备及方法在使用的时候有以下缺点:
3、1、其无法实现在对坯布进行缺陷检查时对其顶部以及底部进行吸收杂质处理,从而会降低对坯布进行缺陷检查时的质量;
4、2、以及在对坯布进行缺陷检查时无法同时实现对其坯布的顶部以及底部进行检查,从而降低了整体检查作业的效率。
技术实现思路
1、本发明的目的在于针对现有的一种坯布缺陷视觉检测设备及方法,其优点是:
2、1、可实现在对坯布进行缺陷检查时对其顶部以及底部进行吸收杂质处理,从而会提升对坯布进行缺陷检查时的质量;
3、2、以及在对坯布进行缺陷检查时能同时实现对其坯布的顶部以及底部进行检查,从而提升整体检查作业的效率。
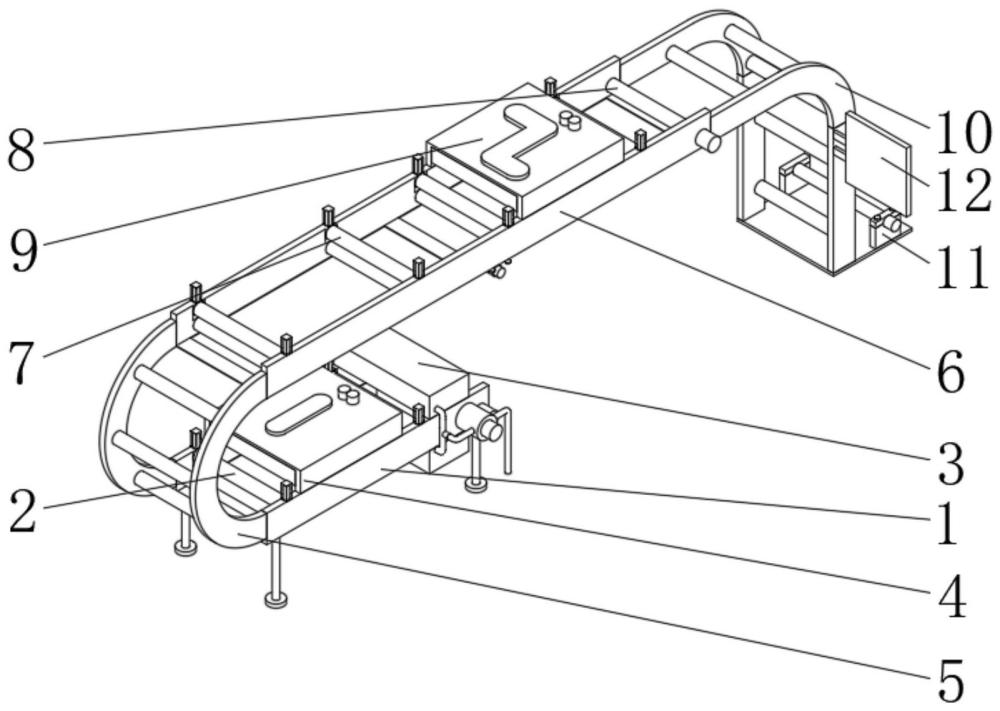
4、本发明的上述技术目的是通过以下技术方案得以实现的:一种坯布缺陷视觉检测设备,包括第一架体,所述第一架体的内部设置有夹输机构,所述第一架体顶部的右侧设置有吸尘组件,所述第一架体的顶部设置有顶部缺陷视觉检测组件,所述第一架体的左侧设置有转面组件,所述转面组件右侧的顶部设置有第二架体,所述第二架体的内部设置有辅夹组件,所述第二架体内部的右侧设置有辅输组件,所述第二架体顶部的右侧设置有底部缺陷视觉检测组件,所述第二架体的右侧栓接有滚轴弧架,所述弧架滚轴的底部栓接有卷取轴架,所述滚轴弧架的前侧栓接有检测显示器,所述检测显示器分别于顶部缺陷视觉检测组件和底部缺陷视觉检测组件电性连接;
5、所述夹输机构包括主输组件和主夹组件,所述主输组件设置在第一架体内部的右侧,所述主夹组件设置在第一架体内部的两侧。
6、采用上述技术方案,通过设置第一架体、夹输机构和吸尘组件,经过将其坯布置于第一架体内部主输组件的顶部,然后经过启动其主输组件来使得坯布输送至第一架体内部两侧的主夹组件内部,接着再经过启动主夹组件对其坯布进行挤压,以此实现在不影响时坯布输送的同时进行定位使用,接着再同步的启动位于第一架体外侧的吸尘组件来同步的对其坯布的顶部以及底部进行吸杂质处理,以此提升后续对坯布进行缺陷检查时的质量,通过设置顶部缺陷视觉检测组件、转面组件、第二架体、辅夹组件、辅输组件、底部缺陷视觉检测组件、滚轴弧架、卷取轴架和检测显示器,当其第一架体内部的主输组件配合主夹组件对经过吸尘组件清理过后的坯布进行输送时,会经过位于第一架体顶部的顶部缺陷视觉检测组件来实现对其坯布的正面进行缺陷检测,并且将得出数据反馈给检测显示器进行显示,然后再经过位于第一架体左侧连接的转面组件将其输送的坯布正面转换为反面,再进入位于第二架体内部的辅夹组件内部,紧接着同步的启动辅夹组件对其坯布进行定位,然后经过辅夹组件的坯布再经过辅输组件进行二次的输送,在此过程中位于第二架体顶部的底部缺陷视觉检测组件对其坯布的底部进行缺陷检测,并同步的将对其坯布底部检查得出的数据反馈给检测显示器进行显示,然后坯布再经过第二架体右侧的滚轴弧架向卷取轴架进行转输,最后坯布被卷取轴架进行收卷,以此提升对其坯布检查的效率。
7、本发明进一步设置为:所述主输组件包括主输电机和主输滚轴,所述主输电机栓接在第一架体前侧的右侧,所述主输电机的输出端贯穿第一架体的前侧,所述主输滚轴的前侧与主输电机的输出端栓接,所述主输滚轴的车转动连接在第一架体内部的后侧。
8、采用上述技术方案,通过设置主输电机和主输滚轴,将其坯布置于第一架体内部主输滚轴的顶部,然后经过启动主输电机来使得主输滚轴进行转动并带动坯布向第一架体内部的左侧进行输送。
9、本发明进一步设置为:所述主夹组件包括第一滑槽、第一液压缸、第一滑块、第一下轴和第一上轴,所述第一滑槽分别开设在第一架体内部前侧和后侧的两侧,所述第一液压缸栓接在第一架体顶部前侧和后侧的两侧,所述第一液压缸的伸缩端贯穿第一架体的顶部并处于第一滑槽的内部,所述第一滑块滑动连接在第一滑槽的内部,所述第一滑块的顶部与第一液压缸的伸缩端栓接,所述第一下轴分别转动连接在第一架体内部的两侧,所述第一上轴的外侧转动连接在第一滑块的内侧。
10、采用上述技术方案,通过设置第一滑槽、第一液压缸、第一滑块、第一下轴和第一上轴,经过主输滚轴输送的坯布来到第一下轴和第一上轴中间,然后经过启动第一液压缸带动第一滑块在第一滑槽的内部进行滑动,以此来实现位于第一滑块内部的第一上轴对其坯布进行下压,从而使得坯布位于第一下轴和第一上轴之间,进而辅助坯布进行定位输送使用。
11、本发明进一步设置为:所述吸尘组件包括吸收盒、三通管、吸收电机和排管,所述吸收盒分别栓接在第一架体的顶部和底部,所述三通管的后侧与吸收盒的前侧连通,所述吸收电机栓接在第一架体的前侧,所述吸收电机的吸收端与三通管的前侧连通,所述排管的左侧与吸收电机的排出端连通。
12、采用上述技术方案,通过设置吸收盒、三通管、吸收电机和排管,经过启动位于第一架体前侧的吸收电机配合三通管向位于第一架体顶部和底部的吸收盒施加吸力,从而利用吸收盒对其坯布的顶部以及底部进行吸杂质处理,然后再经过排管排出进行收集,以此提升后续对坯布进行缺陷检查时的质量。
13、本发明进一步设置为:所述顶部缺陷视觉检测组件包括第一框和顶部缺陷视觉检测器,所述第一框栓接在第一框架的顶部,所述顶部缺陷视觉检测器栓接在第一框架底部的内侧,所述顶部缺陷视觉检测器与检测显示器电性连接。
14、采用上述技术方案,通过设置第一框和顶部缺陷视觉检测器,当其坯布进行输送时,会经过位于第一架体顶部第一框底部的顶部缺陷视觉检测器来实现对其坯布的正面进行缺陷检测,并且将得出数据反馈给检测显示器进行显示。
15、本发明进一步设置为:所述转面组件包括弧型板和转面轴,所述弧型板分别栓接在第一架体左侧的前侧和后侧,所述转面轴转动连接在弧型板的内部。
16、采用上述技术方案,通过设置弧型板和转面轴,然后经过顶部缺陷视觉检测器检查后的坯布经过位于第一架体左侧连接的弧型板内部转面轴将其输送的坯布正面转换为反面,然后再接着进行输送。
17、本发明进一步设置为:所述辅夹组件包括第二滑槽、第二液压缸、第二滑块、第二下轴和第二上轴,所述第二滑槽分别开设在第二架体内部前侧和后侧的两侧,所述第二液压缸栓接在第二架体顶部前侧和后侧的两侧,所述第二液压缸的伸缩端贯穿第二架体的顶部并处于第二滑槽的内部,所述第二滑块滑动连接在第二滑槽的内部,所述第二滑块的顶部与第二液压缸的伸缩端栓接,所述第二下轴分别转动连接在第二架体内部的两侧,所述第二上轴的外侧转动连接在第二滑块的内侧。
18、采用上述技术方案,通过设置第二滑槽、第二液压缸、第二滑块、第二下轴和第二上轴,经过转面轴将其坯布由正面转换为反面后来到第二下轴和第二上轴中间,然后经过启动第二液压缸带动第二滑块在第二滑槽的内部进行滑动,以此来实现位于第二滑块内部的第二上轴对其坯布进行下压,从而使得坯布位于第二下轴和第一上轴之间,进而辅助坯布进行定位输送使用。
19、本发明进一步设置为:所述辅输组件包括辅输电机和辅输滚轴,所述辅输电机栓接在第二架体前侧的右侧,所述辅输电机的输出端贯穿第二架体的前侧,所述辅输滚轴的前侧与辅输电机的输出端栓接,所述辅输滚轴的后侧转动连接在第二架体内部后侧的右侧。
20、采用上述技术方案,通过设置辅输电机和辅输滚轴,经过第二下轴和第一上轴之间的坯布再输送至辅输滚轴的表面,同步的启动辅输电机来使得辅输滚轴进行转动并带动坯布向第一架体右侧的滚轴弧架进行输送,然后坯布经过滚轴弧架向卷取轴架进行转输,最后坯布被卷取轴架进行收卷,以此提升对其坯布检查的效率。
21、本发明进一步设置为:所述底部缺陷视觉检测组件包括第二框和底部缺陷视觉检测器,所述第二框栓接在第二框架的顶部,所述底部缺陷视觉检测器栓接在第二框架底部的内侧,所述底部缺陷视觉检测器与检测显示器电性连接。
22、采用上述技术方案,通过设置第二框和底部缺陷视觉检测器,当其坯布正面被转换为反面进行输送时,会经过位于第二架体顶部第二框底部的底部缺陷视觉检测器来实现对其坯布的反面进行缺陷检测,并且将得出数据反馈给检测显示器进行显示。
23、一种坯布缺陷视觉检测设备的检测方法,包括以下步骤:
24、s1.坯布缺陷检查前的清理,经过将其坯布置于第一架体内部主输组件的顶部,然后经过启动其主输组件来使得坯布输送至第一架体内部两侧的主夹组件内部,接着再经过启动主夹组件对其坯布进行挤压,以此实现在不影响时坯布输送的同时进行定位使用,接着再同步的启动位于第一架体外侧的吸尘组件来同步的对其坯布的顶部以及底部进行吸杂质处理,以此提升后续对坯布进行缺陷检查时的质量;
25、s2.坯布正反面的缺陷检查,当其第一架体内部的主输组件配合主夹组件对经过吸尘组件清理过后的坯布进行输送时,会经过位于第一架体顶部的顶部缺陷视觉检测组件来实现对其坯布的正面进行缺陷检测,并且将得出数据反馈给检测显示器进行显示,然后再经过位于第一架体左侧连接的转面组件将其输送的坯布正面转换为反面,再进入位于第二架体内部的辅夹组件内部,紧接着同步的启动辅夹组件对其坯布进行定位,然后经过辅夹组件的坯布再经过辅输组件进行二次的输送,在此过程中位于第二架体顶部的底部缺陷视觉检测组件对其坯布的底部进行缺陷检测,并同步的将对其坯布底部检查得出的数据反馈给检测显示器进行显示,然后坯布再经过第二架体右侧的滚轴弧架向卷取轴架进行转输,最后坯布被卷取轴架进行收卷,以此提升对其坯布检查的效率。
26、综上所述,本发明具有以下有益效果:
27、1、通过设置第一架体、夹输机构和吸尘组件,经过将其坯布置于第一架体内部主输组件的顶部,然后经过启动其主输组件来使得坯布输送至第一架体内部两侧的主夹组件内部,接着再经过启动主夹组件对其坯布进行挤压,以此实现在不影响时坯布输送的同时进行定位使用,接着再同步的启动位于第一架体外侧的吸尘组件来同步的对其坯布的顶部以及底部进行吸杂质处理,以此提升后续对坯布进行缺陷检查时的质量;
28、2、通过设置顶部缺陷视觉检测组件、转面组件、第二架体、辅夹组件、辅输组件、底部缺陷视觉检测组件、滚轴弧架、卷取轴架和检测显示器,当其第一架体内部的主输组件配合主夹组件对经过吸尘组件清理过后的坯布进行输送时,会经过位于第一架体顶部的顶部缺陷视觉检测组件来实现对其坯布的正面进行缺陷检测,并且将得出数据反馈给检测显示器进行显示,然后再经过位于第一架体左侧连接的转面组件将其输送的坯布正面转换为反面,再进入位于第二架体内部的辅夹组件内部,紧接着同步的启动辅夹组件对其坯布进行定位,然后经过辅夹组件的坯布再经过辅输组件进行二次的输送,在此过程中位于第二架体顶部的底部缺陷视觉检测组件对其坯布的底部进行缺陷检测,并同步的将对其坯布底部检查得出的数据反馈给检测显示器进行显示,然后坯布再经过第二架体右侧的滚轴弧架向卷取轴架进行转输,最后坯布被卷取轴架进行收卷,以此提升对其坯布检查的效率。
- 还没有人留言评论。精彩留言会获得点赞!